Изобретение относится к листопрокатному производству, в частности к станам холодной прокатки.
Целью изобретения является повышение качества готового проката за счет снижения неравномерности износа валков по длине бочки.
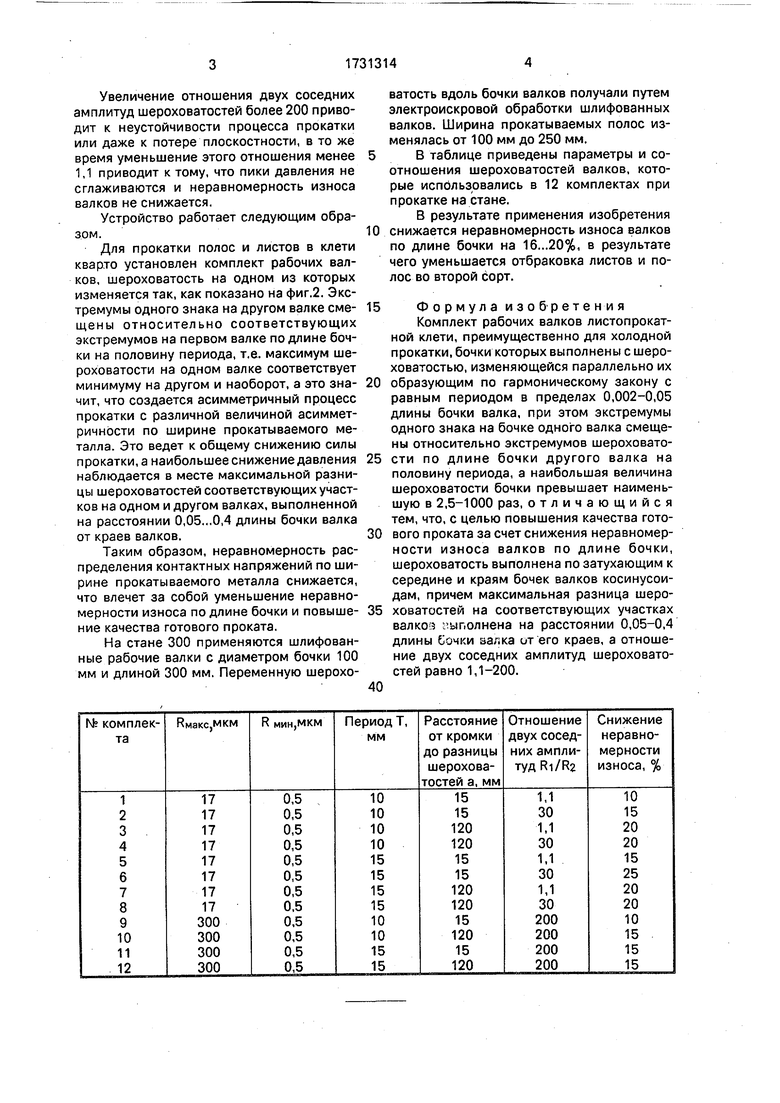
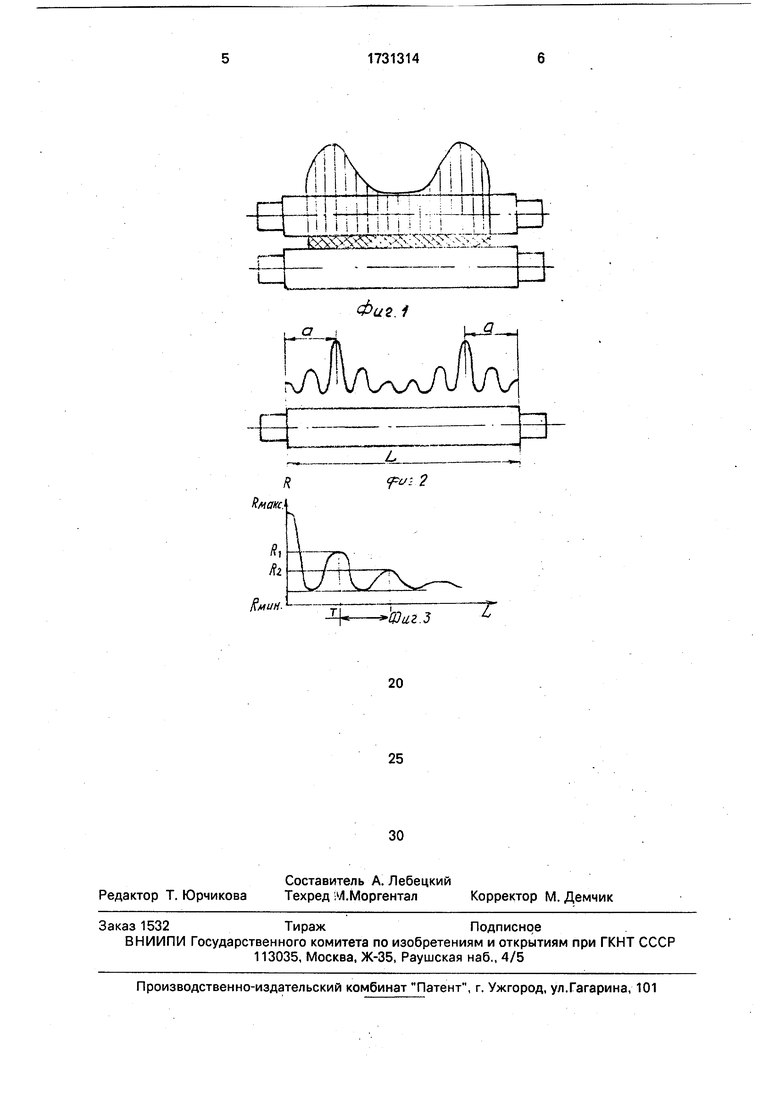
На фиг.1 представлена характерная эпюра распределения нормальных контактных напряжений по ширине на контакте прокатываемого металла с рабочим валком; на фиг.2 и 3 показан закон изменения шероховатости по длине бочки на одном из рабочих валков, где а - расстояние от краев валка до максимальной разницы шероховатостей на соответствующих участках валков; L - длина бочки валка; Рмакс - максимальная величина шероховатости; RMHH - минимальная величина шероховатости; Ri, R2 - величины двух соседних амплитуд шероховатостей; Т - период, равный 0,002...0,05 длины бочки валка; Ri/R2 1,1...200; RMBKC/RMMH 2,5 ... 1000.
Максимальная разница шероховатостей на соответствующих участках валков должна быть выполнена на расстоянии, не превышающем 0,4 длины бочки валка от краев валков, так как увеличение этого расстояния ведет к снижению контактного напряжения, но не в месте пика, а ближе к середине бочки валка. Уменьшение этого расстояния менее чем 0,05 длины бочки валка ведет к снижению давления также не в месте пика, а ближе к краю валка, что влечет за собой неравномерность износа валков.
VI СА
СО Ј
Увеличение отношения двух соседних амплитуд шероховатостей более 200 приводит к неустойчивости процесса прокатки или даже к потере плоскостности, в то же время уменьшение этого отношения менее 1,1 приводит к тому, что пики давления не сглаживаются и неравномерность износа валков не снижается.
Устройство работает следующим образом.
Для прокатки полос и листов в клети кварто установлен комплект рабочих валков, шероховатость на одном из которых изменяется так, как показано на фиг.2. Экстремумы одного знака на другом валке сме- щены относительно соответствующих экстремумов на первом валке подлине бочки на половину периода, т.е. максимум шероховатости на одном валке соответствует минимуму на другом и наоборот, а это значит, что создается асимметричный процесс прокатки с различной величиной асимметричности по ширине прокатываемого металла. Это ведет к общему снижению силы прокатки, а наибольшее снижение давления наблюдается в месте максимальной разницы шероховатостей соответствующих участков на одном и другом валках, выполненной на расстоянии 0,05..,0,4 длины бочки валка от краев валков.
Таким образом, неравномерность распределения контактных напряжений по ширине прокатываемого металла снижается, что влечет за собой уменьшение неравномерности износа подлине бочки и повышение качества готового проката.
На стане 300 применяются шлифованные рабочие валки с диаметром бочки 100 мм и длиной 300 мм. Переменную шерохо
ватость вдоль бочки валков получали путем электроискровой обработки шлифованных валков. Ширина прокатываемых полос изменялась от 100 мм до 250 мм.
В таблице приведены параметры и соотношения шероховатостей валков, которые использовались в 12 комплектах при прокатке на стане.
В результате применения изобретения снижается неравномерность износа валков по длине бочки на 16...20%, в результате чего уменьшается отбраковка листов и полос во второй сорт.
Формула изобретения Комплект рабочих валков листопрокатной клети, преимущественно для холодной прокатки, бочки которых выполнены с шероховатостью, изменяющейся параллельно их
образующим по гармоническому закону с равным периодом в пределах 0,002-0,05 длины бочки валка, при этом экстремумы одного знака на бочке одного валка смещены относительно экстремумов шероховатости по длине бочки другого валка на половину периода, а наибольшая величина шероховатости бочки превышает наименьшую в 2,5-1000 раз, отличающийся тем, что, с целью повышения качества готового проката за счет снижения неравномерности износа валков по длине бочки, шероховатость выполнена по затухающим к середине и краям бочек валков косинусоидам, причем максимальная разница шероховатостей на соответствующих участках валко выполнена на расстоянии 0,05-0,4 длины Сочки валка от его краев, а отношение двух соседних амплитуд шероховатостей равно 1,1-200.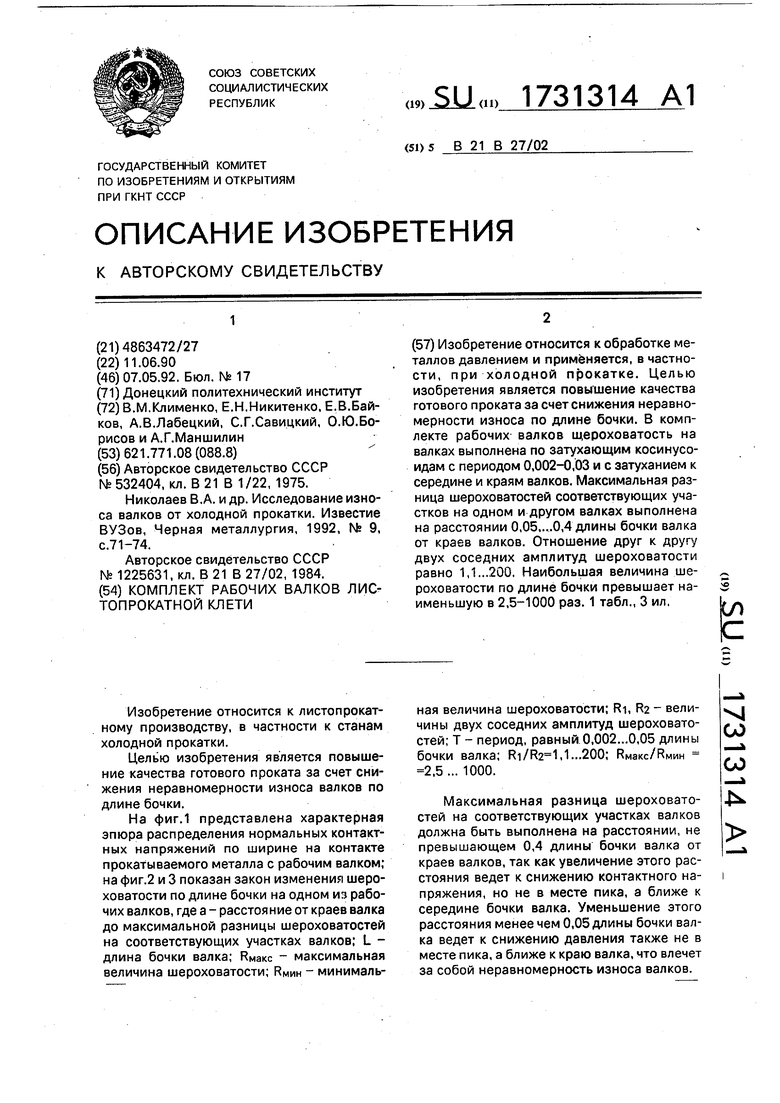
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок клети листопрокатного стана | 1986 |
|
SU1340845A1 |
| Комплект рабочих валков | 1984 |
|
SU1225631A1 |
| ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2218219C1 |
| Комплект листопрокатных валков | 1988 |
|
SU1611472A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1555003A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2003 |
|
RU2242305C1 |
| Способ охлаждения валков листопрокатного стана | 1986 |
|
SU1346285A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ ОСОБО ВЫСОКОЙ ПЛОСКОСТНОСТИ | 1996 |
|
RU2093284C1 |
Изобретение относится к обработке металлов давлением и применяется, в частности, при холодной прокатке. Целью изобретения является повышение качества готового проката за счет снижения неравномерности износа по длине бочки. В комплекте рабочих валков шероховатость на валках выполнена по затухающим косинусоидам с периодом 0,002-0,03 и с затуханием к середине и краям валков. Максимальная разница шероховатостей соответствующих участков на одном и другом валках выполнена на расстоянии 0,05,...0,4 длины бочки валка от краев валков. Отношение друг к другу двух соседних амплитуд шероховатости равно 1,1...200. Наибольшая величина шероховатости по длине бочки превышает наименьшую в 2,5-1000 раз. 1 табл., 3 ил.
I i i i : i i i I i - ES HSSJ:SISiJ.
RMUKC
RMUH Фиг 1
fv: 2
ШгЗ
Г
| Способ прокатки полос | 1975 |
|
SU532404A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Николаев В.А | |||
| и др | |||
| Исследование износа валков от холодной прокатки | |||
| Известие ВУЗов, Черная металлургия, 1992, № 9, с.71-74 | |||
| Комплект рабочих валков | 1984 |
|
SU1225631A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
