(54) ПРОКАТНЫЙ ВАЛОК
1
Изобретение относится к обработке металлов давлением и может быть использовано на листо- и лентопрокатных станах для холодной прокатки.
Известны прокатные валки грубо шлифованные с продольными круговыми бороздками, которые используются при горячей прокатке 1.
Недостаток таких валков состоит в том, что одинаковая шероховатость по всей бочке валка способствует образованию треш,ин по кромке полосы при прокатке малопластичных сталей и снижает качество продукции.
Известен также прокатный валок, у которого средняя часть валка выполнена более грубой отделки поверхности по сравнению с концевыми чатсями и е длина равна 1/5-1/3 обшей длины валка. Такие валки применяются при горячей прокатке 2.
Недостатком этого валка является низкое качество проката. Выполнение середины бочки валка шероховатой и крайних частей валка гладкими приводит к увеличению растрескивания кромок, так как на гладких частях валка меньше подпирающие силы трения и, следовательно, краевые зоны полосы испытывают- большое уширение и подвергаются несколько большим деформациям, чем центральные части.
Цель изобретения - повышение качества листового проката путем снижения растрескивания кромок полосы при прокатке.
Поставленная цель достигается тем, что в прокатном валке, имеющем различную шероховатость по длине бочки, шероховатость поверхности бочки в осевом направлении выполнена увеличивающейся от середины
10 бочки к краям по параболической зависимости, а шероховатость бочки по окружности валка выполнена уменьшающейся по параболической зависимости от середины бочки к краям.
15
Кроме того, в сечении, параллельном образующей бочки валка, профиль микронеровностей выполнен в виде неравнобочной волны, более крутой фронт которой направлен к середине бочки валка.
20
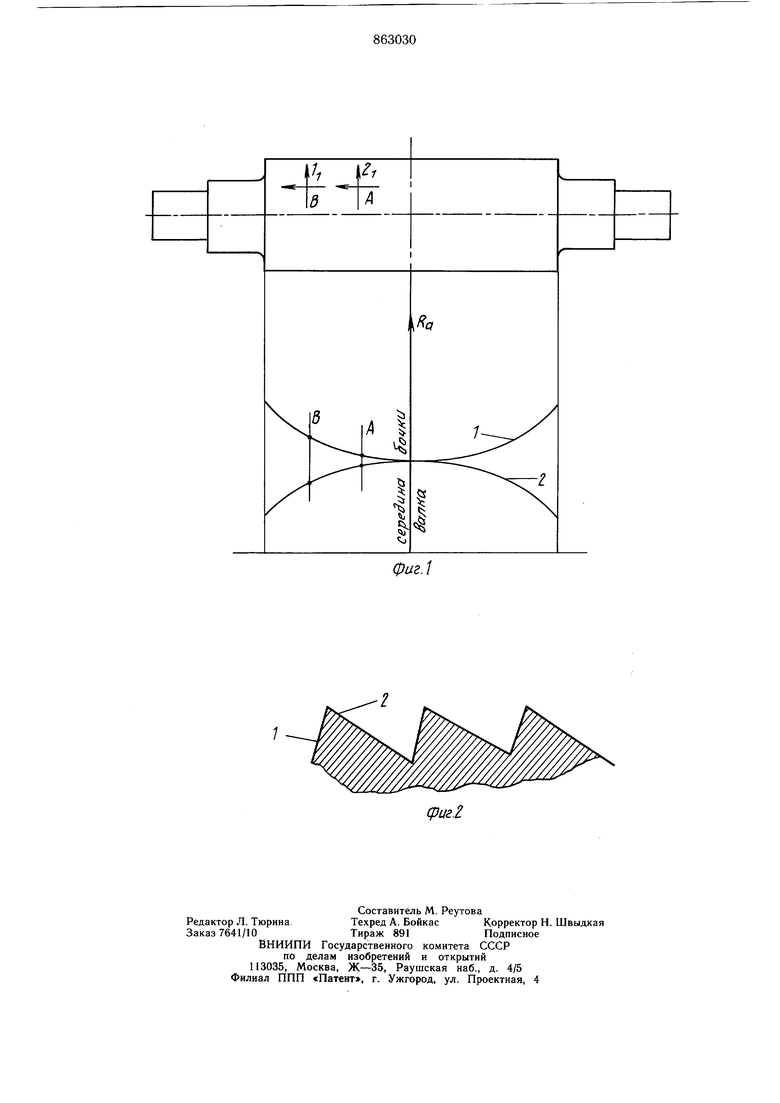
На фиг. 1 изображен валок, под которым представлен график изменения параметра шероховатости Ry. бочки валка; на фиг. 2 - форма микронеровности поверхности валка в сечении, параллельном образующей бочки валка. На фиг. 1 параболическая кривая 1 изображает изменение шероховатости, измеренное в осевом направлении. Шероховатость, измеренная в этом направлении, минимальная в середине бочки и максимальная на краях. В точке А шероховатость, измеренная в осевом направлении меньше, чем в точке В, измеренная в том же направлении. Параболическая кривая 2 изображает изменение шероховатости измеренное по окружности валка. Шероховатость, измеренная по окружности, максимальная в середине бочки валка и минимальная на краях. В точке А шероховатость, измеренная в направлении окружности, больше, чем в точке В при измерении в том же направлении, параллельном образующей точки валка. Более крутой фронт волны 1 микронеровностей направлен к середине бочки валка. При прокатке, в первую очередь при холодной прокатке, полос из малопластичных и труднодеформируемых сталей на валках о предложенной шероховатостью бочки уменьшается растрескивание кромок полосы, так как увеличение на краях бочки валка шероховатости в осевом направлении увеличивает подпирающие силы трения и, следовательно, уменьшает уширение по кромкам, приводящее к их растрескиванию. Уменьшение же по краям бочки валка шероховатости, измеренной по окружности, создает благоприятные условия для течения металла в направлении прокатки. Изменение шероховатости по параболической зависимости обеспечивает практически равномерную шероховатость на большей части ширины полосы и интенсивное изменение только на участках, непосредственно прилегающих к кромкам. Это позволяет получать полосу с высоким качеством поверхности, в том числе и кромки. Выполнение микронеровностей в виде неравнобочной волны, более крутой фронт которой направлен к середине бочки валка, еще больше увеличивает эффект подпирающего воздействия сил трения и, соответственно, уменьщает растрескивание по кромкам полосы. Создание предложенной шероховатости на прокатном валке позволяет управлять распределением сил трения по ширине полосы при прокатке таким образом, что подпирающие силы трения увеличиваются в направлении, перпендикулярном направлению прокат1Л1 от середины к краям полосы и уменьшаются вдоль направления прокатки от середины к краям полосы. Это обеспечивает одинаковые условия деформации как крайних так и центральных волокон металла по всей ширине полосы. Формула изобретения 1.Прокатный валок, включающий бочку с выполненной на ней неравномерной шероховатостью, и шейки, отличающийся тем, что, с целью повышения качества листового проката, шероховатость поверхности бочки, измеряемая в осевом направлении, выполнена увеличивающейся от середины бочки к краям по параболической зависимости, а шероховатость бочки, измеряемая по окружности валка, выполнена уменьшающейся по параболической зависимости от середины бочки к краям. 2.Валок по п. 1, отличающийся тем, что в сечении, параллельной образующей бочки валка, профиль микронеровностей выполнен в виде неравнобочной волны, более крутой фронт которой направлен к середине бочки валка. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3613319, кл. В 21 В 27/02, опублик. 1976. 2.Патент Англии № 1326809, кл. В 21 В 27/02, опублик. 1972.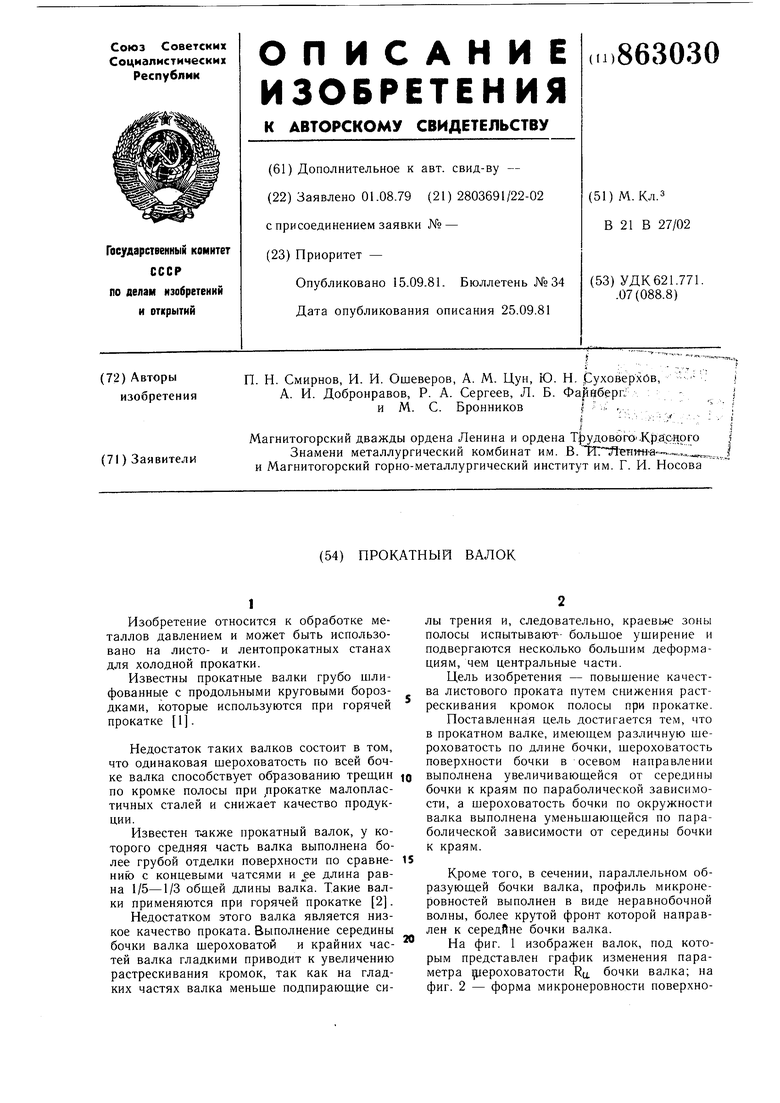
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования валков | 1980 |
|
SU918032A1 |
| Валок для холодной прокатки | 1979 |
|
SU839633A1 |
| Прокатный валок | 1979 |
|
SU854469A1 |
| Прокатный валок | 1984 |
|
SU1768340A1 |
| Прокатный валок | 1981 |
|
SU1039598A1 |
| Способ подготовки рабочих валков для холодной прокатки | 1984 |
|
SU1251990A1 |
| Способ насечки прокатных валков | 1988 |
|
SU1667966A1 |
| Прокатный валок | 1987 |
|
SU1423202A1 |
| Валок прокатной клети | 1986 |
|
SU1371726A1 |
| Прокатный валок | 1989 |
|
SU1667964A1 |