И- обр -геяие о г;.1 и:ится к ;ч5ласти пайк)- и, п tacTiinrти, к наипсснило покрытий и вос.стаяов1 ен1 Ю и июп1енн1)ГХ деталей,
Целью изобретения является повышение прочноети сцепления и получени равномерного по толщине пок)ытия .
На чертеже изображена о5 забат1)ва- емая деталь (коренная опора блока Ц1-ШИНДРОВ двигателя ЗМВ-53) ,
При этом обозначены восстанавливаемая деталь 1, напаиваемая поверхность 2, наконечник 3 пропано-кисло- родной щелевой горелки5 наконечник 4 подачи охлаждающего и наконечник 5 подачи припоя.
Повьшение прочности сцепления наносимого слоя и получение равномерного по толщине покрытия осуществляют воздействием формирующего пламени горелки и охлаждением охлаждающим потоком обрабатываемой поверхности.
При этом газовую горелку и приспособление j подающее охлаждающий поток, устанавливают таким образом, что расстояние между зоной формирования наносимого слоя и зоной охла;«- дения удовлетворяет соотношению : R 0,45-0,82,, где - длина дуги окружности между зонами; R - радиус кривизны обрабатываемой поверхности.
Напайка сплава на внутреннюю цилиндрическую поверхность изделия: производится следующим образом.
Обрабатываемая поверхность оч:шца- ется от масла и загрязнений. Обрабатываемое изделие с установленньм на него приспособлением, предохраняюпр м припой от вытекания (не показано)j предварительно нагревается з печи, поела чего устанавливается на поворотный стенд так, что один край напа0
U
7 J 72
иплем.т поверхности оказ 1зается в точке. Затем включают горелку TI 1галачу воздуха и повсрачиваюг обрабатываемое изделие (блок цилиндров) вокруг- центра кривизны обрабатываемой новеркности. Скорость поворота выбирается в зявиср-1мости от режимов нанесения цокрытия. В процессе обл окива- ПИЯ 3 место формирования покрытия подают ф1пос и припой.
Для обеспечения стабильно хорошего качества нянесе:ния покрь;тия при обработке издеш-ш с различными радиусами обрабатьгваемой поверхности необходимо в каждом случае обеспечивать постоянную для данного конкретного нанос т:чого сплава и режимов нанесения покрытия линейную скорость пере- Г ;е1цения напаиваемой поверхности.
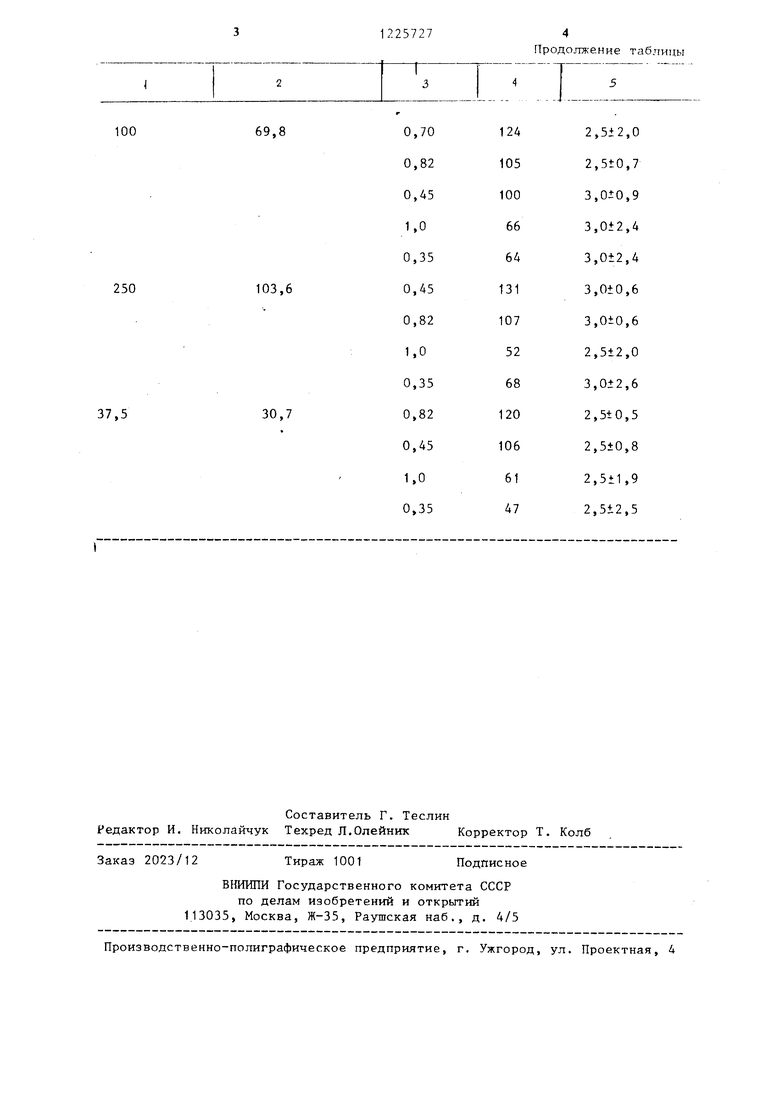
В таблице приведены оптимальнь е завис ИМОСТ1-1.
Данные таблиггы получены при нанесении цокрытия на внутреннюю поверх- блока цилиндров при следующих условиях: температура нагрева блока ц,или;-;дров 360 С 5 время нагрева 18 мин, радиус кривизны напаиваемой поверх- , HofTK 375,5 мм. флюс Ф320А, припой состава 5 нас.%; Си 6,5, AI 6,0, Sn, 5,0.. Cd 5,0,, Zn - остальное; дав- ,, кислорода 0,08 МПа, давление пропана 0,05 Mlla давление охлаждаю- ш.его зоздуха О,,02 МПа, температура ох:1алд:;ающего воздуха 20 С, частота зра,щения бтгока 0;, 3 об/мин, время от нггчала облуживания до окончания напайки 3 ., мин.
Анализ данных таблицы показьшает, что отклонение соотношения J/R от оптимального приводит к снижению качества покр-ытия (прочности и равномерности по т о лядине) .
0,3:
55
2,5±2,5
100
69,8
250
103,6
37,5
30,7
Составитель Г. Теслин Редактор И. Николайчук Техред Л.Олейник Корректор Т. Колб
Заказ 2023/12
Тираж 1001
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Продолжение таблицы
124
105
100
66
64
131
107
52
68
120
106
61
47
2,5i2,0 2,5tO,7 3,0±0,9 3,0i2,4 3,0±2,4 3,0±0,6 3,OtO,6 2,5+2,0 3,0±2,6 2,5tO,5 2,5±0,8 2,5i1,9 2,5i2,5
Подписное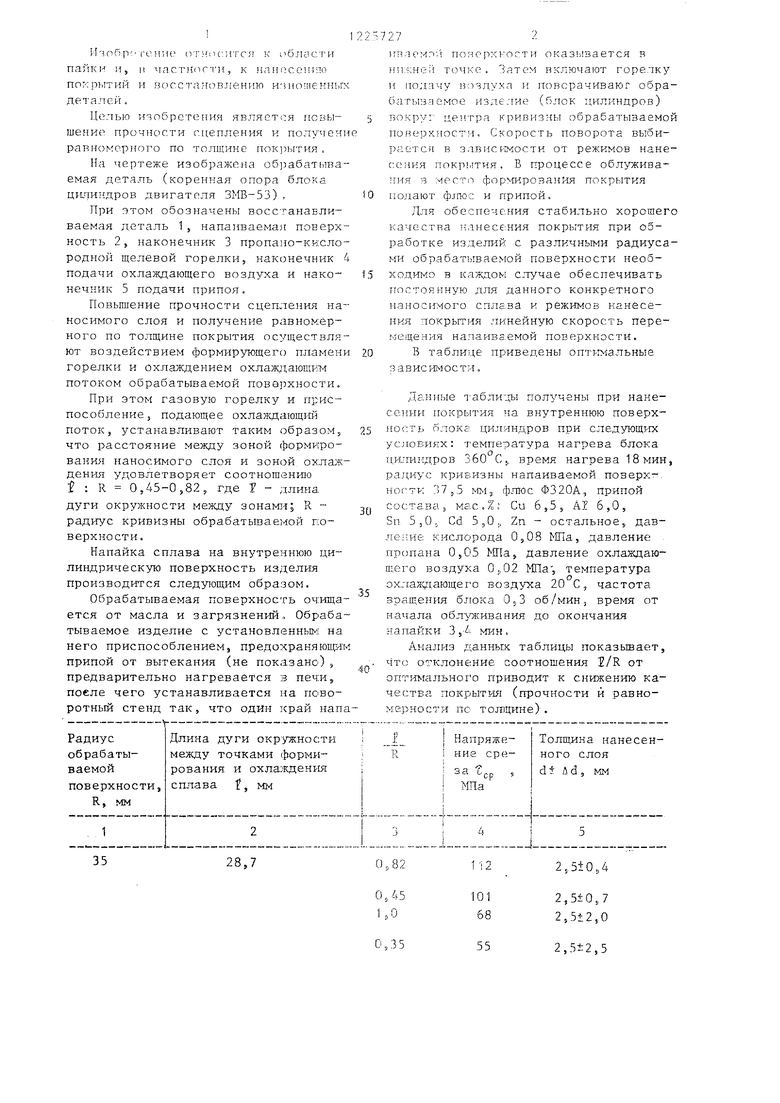
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения покрытий из металлического порошка на режущих кромках длинномерных деталей | 1981 |
|
SU963693A1 |
| Устройство для нанесения ферромагнитных покрытий | 1978 |
|
SU716768A2 |
| Способ нанесения покрытий на семена сельскохозяйственных культур | 1987 |
|
SU1545970A1 |
| Способ пайки теплообменных и теплоизолирующих изделий | 1976 |
|
SU648364A1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2480533C1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| Способ электрохимического нанесения покрытий на поверхности сложнопрофильных изделий | 1987 |
|
SU1638216A1 |
| ПРИВОДНАЯ ЦЕНТРОБЕЖНАЯ РАЗБРЫЗГИВАЮЩАЯ ГОЛОВКА | 2003 |
|
RU2272681C2 |
| Устройство для нанесения покрытий из металлических порошков на цилиндрические детали | 1982 |
|
SU1069955A1 |
| Сопло горелки для газопламенного напыления порошковых материалов | 1983 |
|
SU1063473A1 |

| Авторское свидетельство СС,СР № 517393, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Брукер Х.Р., Битсон Е.В | |||
| Пайка в промышленности | |||
| - М., 1957, с.142-151. | |||
