Изобретение предназначено для нанесения упрочняющих покрытий на цилиндрические поверх ности и может быть применено при изготовлении и ремонте деталей. По основному авт. св. № 490623 известно устройство для нанесения ферромагнигаых : покрытий, содержащее электромагнит с сердечниками из ферромагнишого материала, имеющими с.менные наконечники из того же материала, на боковых поверхностях которых смон гарованы калибрующие ролики. Низкая сплошность металлопокрытия и малая толщина наносимого слоя обусловлены тем что частицы ферромагнитного порошка расположены в рабочем зазоре (между деталью и полюсным наконечником) в виде ряда элементарных токопроводян.1их мостиков с низкой ко центрацией порошка внутри мостиков и распределением HopoujKa в равномерном магнитном поле на широкой торцовой поверхности полюсного наконечника. При этом в первый момент нанесения покрытия создаются равновероятные условия для пробоя электрическим током межэлектродного промежутка и хаотического нанесения микрочастиц расплавленного материала на поверхность. В дальнейшем нанесенные частицы являются концентраторами электромагнитного ноля и стимулируют нанесение новых частиц .металла на первые (в то время, как в других местах сохраняются участки поверхности детали, которые остаются вне действия электрических разрядов и не покрываются металлом). Для увеличения толщины наносимого слоя и обеспечения высокой сшюшности покрытия сменные полюсные наконечники армированы башмаками из диамагнитного токопроводящего материала с размещением внутри башмаков магнитопроводов. В результате такого решения происходит перераспределение магнитного поля в рабочем зазоре между башмаками и деталью и концентрация магнитного поля в месте расположения магнитопроводов, сопровождаемая созданием в этом месте уплотненных токопроводных мостов из ферромагнитного порошка, чему способствует также подача порошка узкой струей.
Локальная концентра1шя порошка и электромагннп-юго поля создают условия для переноса расплава на деталь преимущественно в каяелыю-жидкой фазе с образованием толстослоимого покрытия.
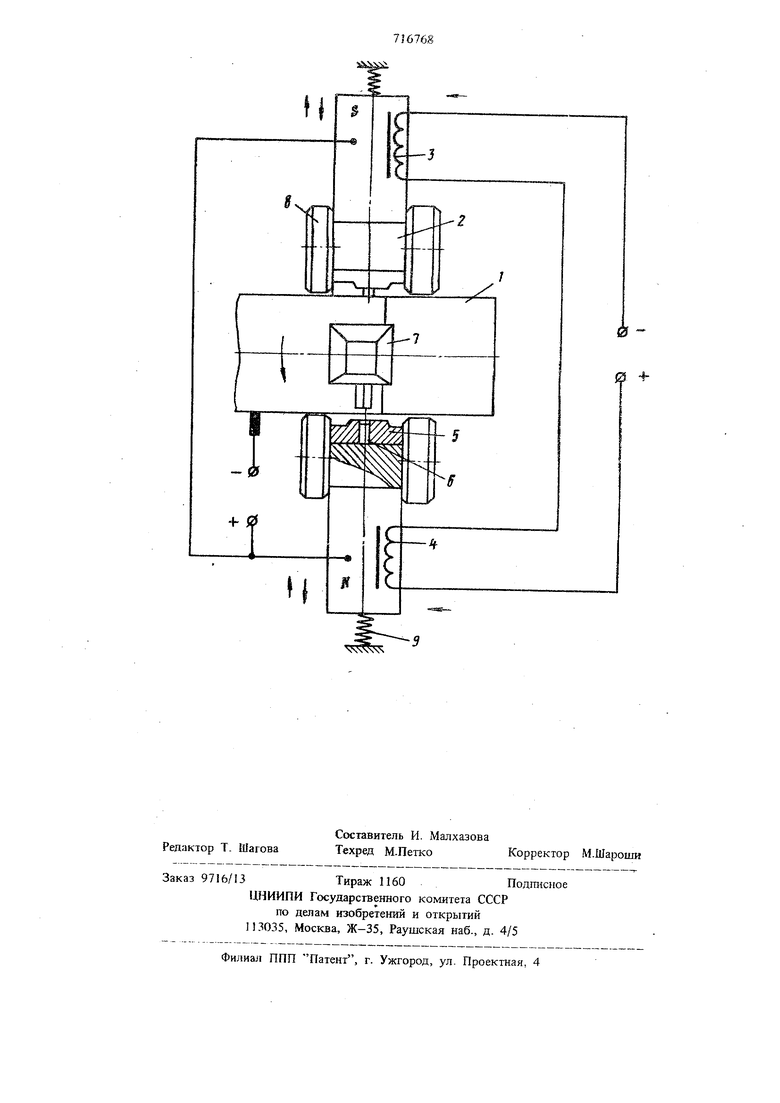
На чертеже схематически изображено предлагаемое устройство для нанесения ферроматнитных покрытий.
Обрабатываемая деталь 1 расположена с заданными зазорами между полюсными наконеч шками 2 электромагнитов, катушки которых 3 и 4 подключены к источнику постоянного тока.
Полюсные наконечники 2 выполнены сборныр и и имеют башмаки 5 и магнитопровод1 1 6,
Бункер 7 служит для подачи ферромал штного порошка в рабочий зазор, Koropbrif устанавливается между башмаками и деталью в пределах от 0,4 до 1,7 мм.
Установленные с возможностью евободного вращения ролики 8 из диамагнитного материала на диамагнитных ступицах закреплены на боковых сторонах полюсных наконечников 2 так, чтобы обеспечить необходимый рабочий эазор между деталью и башмаками полюсного нзконечника. Пружины 9 создают усилие для при,жима роликов в обрабатываемой поверхности. Деталь 1 и полюсные наконечники 2 подЕСЛючеНы к источнику электрического токаУстройство работает следующим образом,
Обрабатываемая деталь 1 приводится во вращение. В зазор между деталью 1 и полки;ными наконечниками 2 из бункера 7 подается ферромагнитный порошок, образующий под воздействием магнигопронодов 6 два токоп)оводящих моста, по которым проходит злекгрк| еский ток и производится расплавление материала порошка. Под действием злектрического и магнитного полей капли рас1шавленного металла переносятся на деталь в местах расположения магнитопроводов 6.
За счет вращения детали 1 и перемещения полюсных наконечников 2 вдоль оси детали происходит упорядоченный перенос металла и образование толстослойного сплошного покры тия. Ролики 8, опираясь на поверхность детали, обеспечивают постоянный зазор между деталью и башмаком полюсного наконечника, одновременно уплотняя и сглаживая упрочненный слой.
Использование изобретения позволяет расширить номенклатуру восстанавливаемых деталей с износостойкими покрытиями и ресурс восстановленных деталей, узлов и машин.
Формула изобретения
Устройство для нанесения ферромагнитных покрытий по авт. ев, № 490623, отличающееся тем, что, с целью увеличения толщины наносимого слоя и обеспечения высокой сплошности покрытия, полюсные наконечники армированы башмаками из диамагнитного токопроводящего материала, внутри которых размещены магнитопроводы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения ферромагнитных покрытий | 1974 |
|
SU490623A1 |
| Способ нанесения металлических покрытий | 1977 |
|
SU721305A1 |
| МАГНИТОВОЛНОВОЙ ФРИКЦИОННЫЙ ВАРИАТОР (ВАРИАНТЫ) | 1997 |
|
RU2138709C1 |
| Устройство для нанесения ферромагнитных покрытий | 1976 |
|
SU568526A2 |
| Устройство для обработки проволочным инструментом | 1988 |
|
SU1657305A1 |
| Устройство для нанесения пленкообразующего раствора на движущуюся подложку | 1986 |
|
SU1395384A1 |
| Устройство для нанесения горячих покрытий на длинномерные изделия | 1983 |
|
SU1108132A1 |
| Установка для нанесения покрытий ферромагнитными порошками | 1978 |
|
SU742119A1 |
| РЕЛЬСОВЫЙ ТОРМОЗ С ПОСТОЯННЫМИ МАГНИТАМИ | 2000 |
|
RU2185984C2 |
| Способ формирования металлическихпОКРыТий HA ТОКОпРОВОдящиХиздЕлияХ | 1979 |
|
SU808235A1 |