Изобретение относится к испыта- тельной технике и может быть использовано для определения предельной степени деформации при листовой прокатке металла .
Цель изобретения - снижение стоимости и трудоемкости определения предельной степени деформации путем уменьшения потребного количества образцов..
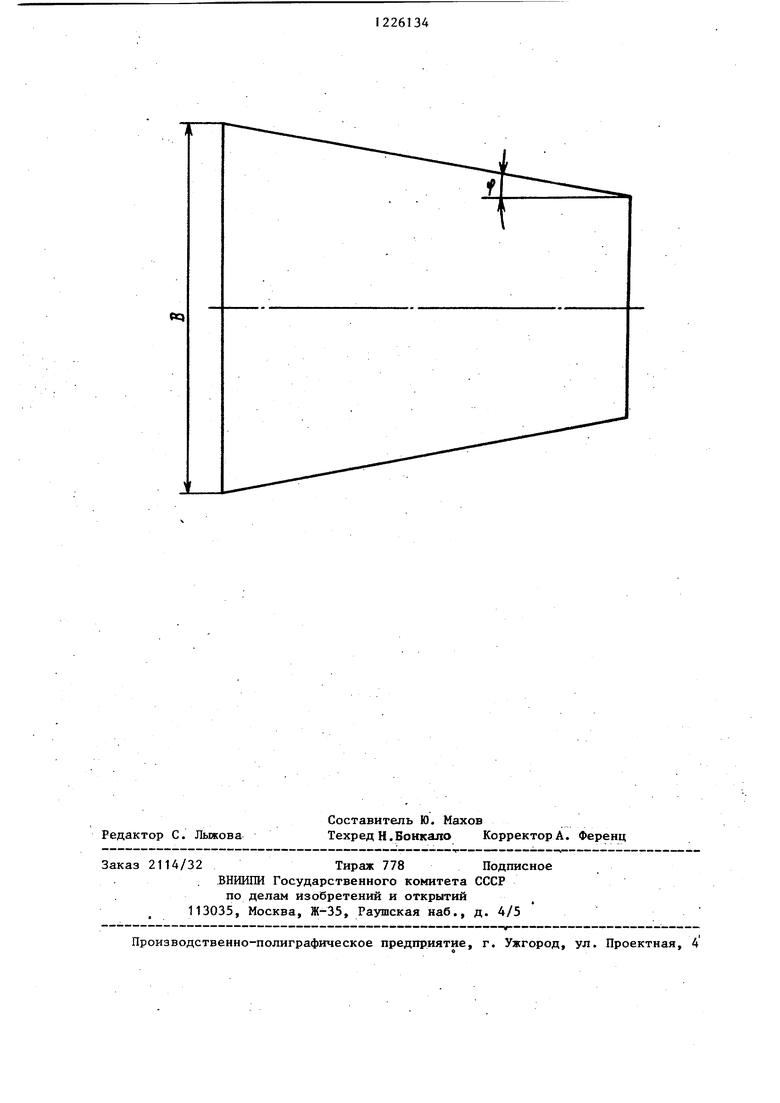
На чертеже изображен образец трапецеидальной формы для испытания по предлагаемому способу.
Способ, реализуется следующим образом.
Изготавливают трапецеидальный образец постоянной толщины и перемен- ной ширины.Угол tf наклона боковых сторон образца к его оси выбирают из условия: Ср arctg -;7-, где G - модуль жесто
КОСТИ прокатной клети, используемой при испытании. Образец прокатывают, вводя его в валки прокатной клети со стороны большего основания В. При прокатке определяют, участок, на котором начинается образование трещины, устанавливают степень деформации этого участка и величину ее принимают з предельную степень деформации материла при прокатке.
В процессе прокатки -усилие давления на валки со стороны трапецеидального образца из-за упругой деформации элементов прокатной клети переменно, так как переменна в процессе прокатки ширина очага деформации, пр этом, чем больше ширина участка обт резца, находящаяся в данный момент между валками, тем больше упругая деформация прокатной клети. По мере уменьшения ширины участка усилие прокатки -уменьшается, уменьшается и упругая деформация прокатной клети. Зазор между валками сокращается, а величина обжатия растет.
Выбор угла cf наклона боковых сторон образца к его оси из соотношения: f arctg - :определяется следующим: при if arctg
--- величина обжатия образца нарас- G
тает плано по его длине, при этом пол- ностью используются возможности клети, определяемые ее жесткостью, при меньших значениях угла q растет длина образца, приводя к неоправданным расходам металла, при больших значениях угла tf степень деформации нарастает настолько интенсивно по длине образца, что определить участок, на котором имеет место начало образования трещин, невозможно.
Пример . Изготавливают образец из сплава ВПРг4 толщиной 1 мм,
длиной 100 мм, имеющий форму равног бедренной трапеции., ширина большего основания которой равна 80 мм. Прокатку осуществляют в прокатной клети с модулем жесткости 2 т/мм, поэтому
угол Ц) наклона боковых граней образца к оси принят равным 27. Образец при прокатке вводят со стороны широкой грани. При анализе прокатного образца установили, что трещины
на образце .начали образовываться на участке толщиной 0,75 мм. Относительная деформация образца на этом участке составила 25% и является предельной для этого материала при листовой прокатке.
Фор.мула изобретения
Способ определения предельной степени деформации при листовой прокатке, по которому образец постоянной толщины прокатывают между валками прокатнсш клети и определяют величи- ну степени деформации, вызывающей начало образований трещин, которую принимают за предельную степень деформации, отличающийся тем, что, с целью снижения стоимости и трудоемкости определения путем уменьшения потребного количества образцов, используют образец трапецеидальной формы, угол Cf наклона боковых сторон образца к его оси выбирают из условия Cf arctg -i- , где G 50
модуль жесткости прокатной клети, и вводят образец в валки со стороны его большего основания,
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ (ВАРИАНТЫ) | 2005 |
|
RU2344405C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕВ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2370748C2 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ И СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ (ВАРИАНТЫ) | 2006 |
|
RU2333471C2 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277022C1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ ШНЕКОВ | 2003 |
|
RU2239506C1 |
| СПОСОБ ЛИСТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2277021C1 |
| Способ прокатки полос | 1985 |
|
SU1251983A1 |
| Прокатный валок полосового прокатного стана | 1986 |
|
SU1398938A1 |
Целью изобретения является снижение стоимости и трудоемкости опреет .деления предельной степени деформации при листовой прокатке путем уменьшения потребного количества образцов. Для испытания изготавливают трапецей- дальный листовой образец постоянной толщины и переменной ширины с углом Cf наклона боковых сторон к оси образца, равным arctg (1) G, где G - модуль жесткости прокатной клети, в которой осуществляют испытание. Образец вводят в валки прокатной клети широким основанием В. По мере уменьшения протяженности очага деформации в процессе прокатки с уменьшением ширины образца уменьшается (давление на валки, вместе с ним уменьшается упругая деформация клети и, следовательно, растет степень деформации образца. После прокатки определяют участок, на котором начинается образование трещин, и по степени деформации этого участка судят о предельной степени деформации материала.. 1 ил. со to го о 00 4ib
Редактор С. Лыжова
Составитель Ю, Махов
Техред Н.Бонкало Корректор А. Ференц
Заказ 2114/32Тираж 778 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Колмогоров В.Л | |||
| и др | |||
| Пластичность и разрушение.- М.: Металлургия, 1977, с | |||
| Экономайзер | 0 |
|
SU94A1 |
