Предполагаемое изобретение относится к трубопрокатному производству и может использовано при холодной прокатке труб из -сталей отдельны марок, налример ЗОХГСА Х25Т и других, когда наблюдается растрескивание переднего конца.
Целью изобретения является снилсе- ние концевой обрезй.
Изобретение поясняется чертежом
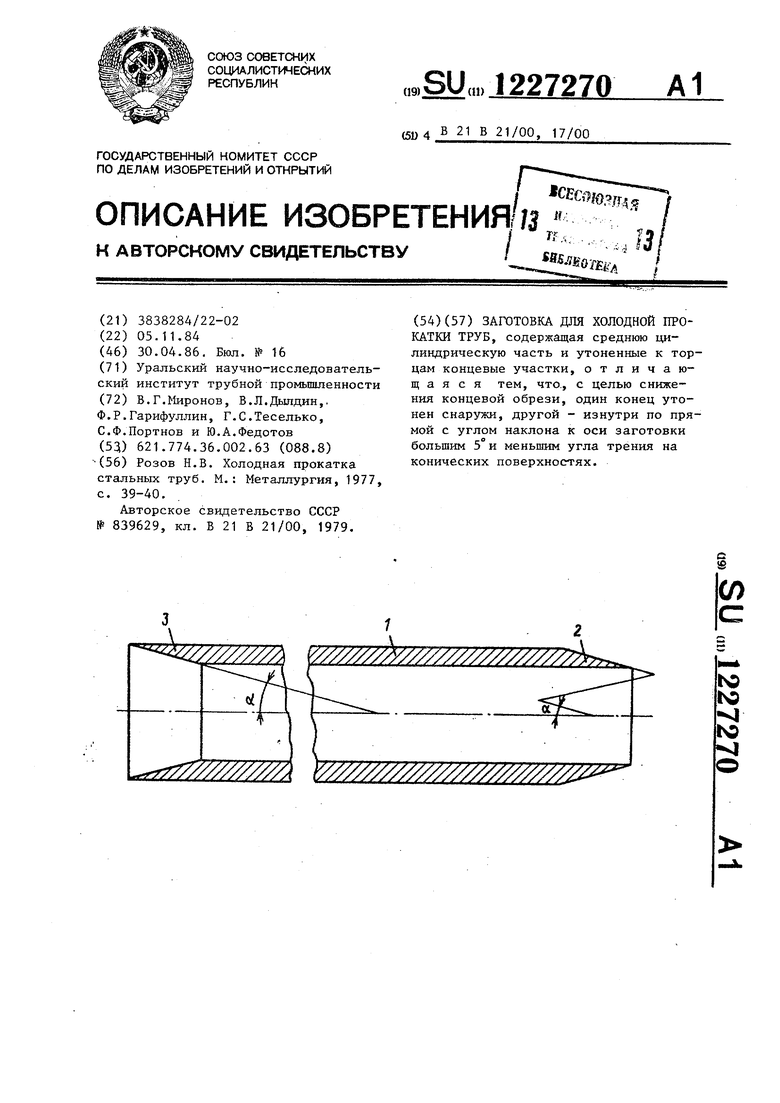
Заготовка для холодной прокатки труб содержит срединную ра.вностенную цилиндрическую часть 1 и концевые
участки, толщина стенок которых-умень- з шается в направлении к торцам, на-, ружная поверхность переднего 2 и внутренняя поверхность заднего 3 торцов выполнены коническими с одинаковым углом наклона образующих к оси 20 заготовки, которьш больше 5, но меньше угла трения на конических поверхностях.
Осевое усилие сжатия при прокатке измеряется тоннами. Под его давле- 25 нием задний конец предыдущей заготовки нагружен радиальными усилиями распора, а передний конец последующей заготовки - радиальными усилиями сжатия. На контакте возникает си- зо ла трения. Осевое усилие действует периодически. При наличии осевого усилия торцы упруго деформируются в радиальном направлении, что дает возможность смещаться в осевом направлении друг относительно друга, при этом сила трения направлена противоположно смещению. При снятии осевого усилия торцы под действием радиальных нагрузок стремятся разойтись. Однако сила трения, всегда направленная противоположно смещению, меняет свое направление и препятствует расхождению торцов. Благодаря выбранному углу конуса происходит самоторможение и радиальная нагрузка с торцов не снимается. Таким образом, задний торец передней заготовки, не склонный к растрескиванию, нагружен распирающими радиальными , обрезь.
35
45
Для подготовки предла товки, например из стали маршруту, ммг - 28x точно снять на 38 концах ращенные одна 1 чтрь, дру под углом к оси до 5°. Вы более 5° нецелесообразно он может превысить угол да возможно самопроизвол динение торцов при прока
При угле наклона фаски щине стенки заготовки 4 м ны стыка равна 46 мм. В прокатки зона стыка удли этому длина подрезаемого тавит 160 - 210 мм ( где 3,5-455 - вытяжка пр Особой аккз/ратности при не требуется.
Экспериментальная про прокатке подготовленной показала в условиях цеха рительные результаты.
По сравнению с наибол используемой в производс лагаемая заготовка для х катки труб имеет ряд пре при входе в очаг деформа ка надежнее кантуется ав (не требуется ручная под скольку силы трения на т гают передаче вращения о емой заготовки к последу прокатке тонкостенных тр ется врезание торца одно в торец другой, снижаетс
Редактор Н.Слободяник
Составитель Л.,Матурина
Техред Л.Олейник Корректор Т.Колб
Заказ 2242/8Тираж 518Подписное
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,, д. 4/5
Производственно-полиграфическое предприятие,, г., Ужгород, ул. Проектная, 4
o
з 0
5 о обрезь.
5
5
усилиями, а передний торец последующей заготовки, склонный к растрескиванию, - сжимающими. При прокатке передний торец последующей заготовки стремится растрескаться, а трещина раскрыться, однако охват его торцом предыдущей заготовки и радиальные усилия сжатия препятствуют этому. Тем самым задний конец предыдущей заготовки играет роль своеобразного жесткого конца, препятствующего растрескиванию.
Для подготовки предлагаемой заготовки, например из стали Х25Т по маршруту, ммг - 28x2, достаточно снять на 38 концах фаски, обращенные одна 1 чтрь, другая наружу под углом к оси до 5°. Выполнять угол более 5° нецелесообразно, так как он может превысить угол трения, тогда возможно самопроизвольное разъединение торцов при прокатке.
При угле наклона фаски 5 и толщине стенки заготовки 4 мм длина зоны стыка равна 46 мм. В процессе прокатки зона стыка удлиняется,, поэтому длина подрезаемого конца составит 160 - 210 мм (,5 - ,5, где 3,5-455 - вытяжка при прокатке). Особой аккз/ратности при снятии фасок не требуется.
Экспериментальная проверка по прокатке подготовленной заготовки показала в условиях цеха удовлетворительные результаты.
По сравнению с наиболее близкой, используемой в производстве, предлагаемая заготовка для холодной прокатки труб имеет ряд преимуществ: при входе в очаг деформации заготовка надежнее кантуется автоматикой (не требуется ручная подкрутка, поскольку силы трения на торцах помогают передаче вращения от прокатываемой заготовки к последующей), при прокатке тонкостенных труб исключается врезание торца одной заготовки в торец другой, снижается концевая
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для пилигримовой прокатки труб | 1988 |
|
SU1553226A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2493932C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2429102C2 |
| Способ получения заготовки | 1985 |
|
SU1308403A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2017 |
|
RU2652924C1 |
| Способ периодической прокатки труб | 1981 |
|
SU1005963A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2586726C2 |
| Способ изготовления втулок с буртами из листового материала | 1977 |
|
SU740363A1 |
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| Способ прессвалковой прошивки | 1991 |
|
SU1821251A1 |
| Розов Н.В | |||
| Холодная прокатка стальных труб | |||
| М.: Металлургия, 1977, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Заготовка для продольной прокаткиТРуб | 1979 |
|
SU839629A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
