Изобретение относится к обработке металлов давлением и может быть использова- но на трубопрокатных установках с прессвалковым прошивным станом при производстве бесшовных горячедеформи- рованных труб из квадратной либо многогранной заготовки.
Целью изобретения является повыше-. ние выхода годного путем предотвращения образования на заднем конце стакана торцевых выступов. .
Сущность изобретения заключается в том, что осуществляют безоправочную про катку донной части стакана с приложением к выходящему из валков стакану осевого усилия против хода прокатки, сообщая ему осевую скорость, составляющую 0,5-1,03 от окружной скорости валков по вершине калибра.
Предлагаемый способ осуществляется следующим образом. Квадратную заготовку
задают принудительно в валки с круглым калибром при соотношении скоростей толкателя и валков по вершине калибра 1,08- 1,3, происходит первичный захват заготовки. После того, как передний торец заготовки доходит до носка оправки, для увеличения тянущих сил валков и внедрения оправки в заготовку, соотношение скоростей толкателя и валков изменяют таким образом, чтобы по всей контактной поверхности металл заготовки - стакана отставал от валков. Это достигается уменьшением скорости толкателя до выполнения соотношения скоростей толкателя и валков 0,8-0,9. После заполнения очага деформации скорость прошивки повышают до величины скорости установившегося процесса, а при приближении толкателя к валкам уменьшают. При этом соотношении скоростей толкателя и валков сохраняют равным 0,8-0,9. Скорость выходящего из очага деформации стакана
ел
с
00
to
N ел
превышает скорость толкателя на величину коэффициента вытяжки в прессвалковом стане (j«. 1,17-1,21). После остановки толкателя и снятия упора стержня заднюю (донную) часть стакана обжимают по ребрам квадратной заготовки в круглом калибре валков с приложенным к выходящему из валков стакану подпором против хода прокатки, при отношении осевой скорости стакана к окружной скорости валков по вершине калибра 0,5-1,03
Передний подпор, регулирующий скорость выхода стакана из очага деформации, прикладывают к стакану либо через стер- жень-оправкодержатель, с помощью меха- низма отвода стержня из валкое, либо к переднему торцу стакана, с помощью специального дополнительного устройства. В технологическом отношении эти способы равноценны, предпочтение одному из них может быть отдано только исходя из конструктивного ВЫПОЛНенИЯ:
С прмбщью переднего подпора стакана скорость его выхода из очага деформации устанавливают меньше окружной скорости валков гто контактн ым площадкам. При этом суммарный вектор окружной скорости валков по контактным площадкам относительно скорости стакана направлен по ходу
прокатки, его проекция на горизонтальную
плоскость обеспечивается вектором 2.v. Вследствие этого, течение металла против хода прокатки при обжатии ребер заготовки в условиях отсутствия жесткого заднего конца сдерживается, и интенсифицируется те- чение металла по ходу прокатки: из обжимаемых участков металл смещается вперёд и в стороны, происходит расширение контактной площадки с калибром ва/1- ков/;;;:: :/--..ч- ,-:/ J ,:. -..-...,У
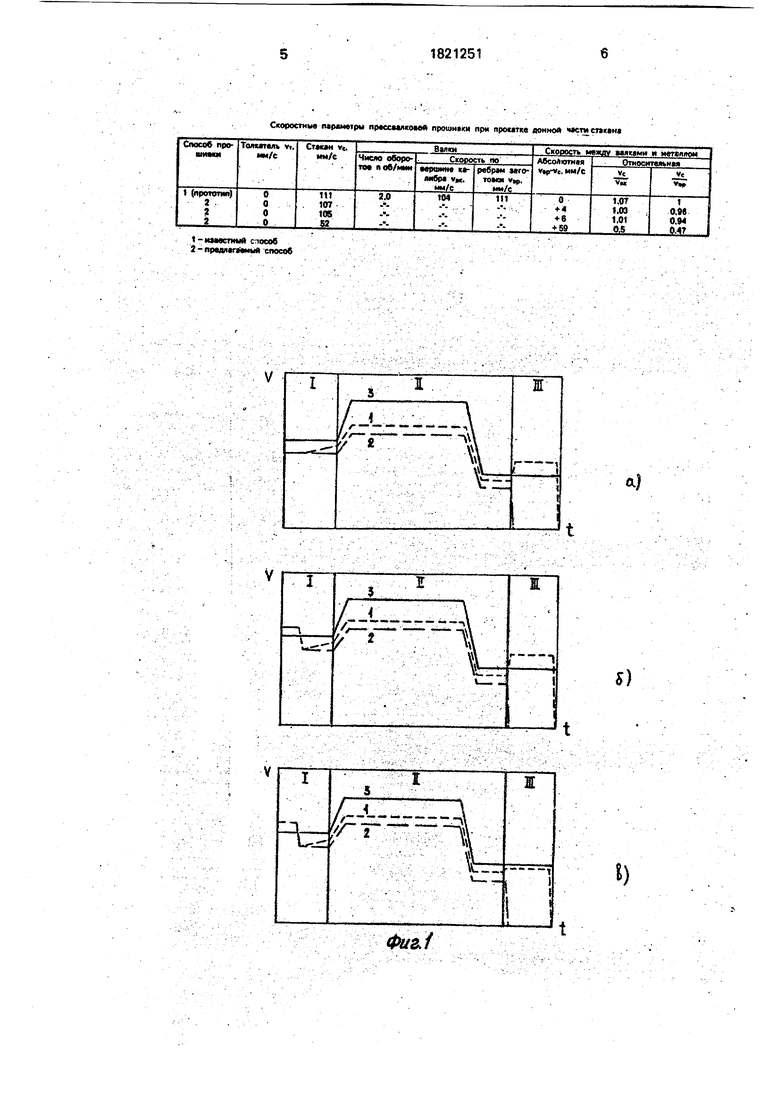
При прошивке квадратных заготовок со стороной квадрата 360 мм на прессвалковом стане ТПА 159-426 ВТЗ (Волжского трубногр завода) при идеальном диаметре валков 143$ мм, диаметре калибра 432 мм и диаметре оправки 226 мм, коэффициент вытяжки составляет 1,176. Скоростные пара- метры стакана, толкателя и валков представлены в таблице.
По известному способу за счет повыше- ния скорости толкателя (заготовки) во время первичного захвата изменяется направление вектора относительной скорости между валками и ребрами квадратной заготовки против хода прокатки (vBp - VT 30,9 мм/с),
0
5 0
5
0
1 5 о
5
0 5
что способствует уменьшению длины торцевых выступов на переднем конце стакана. Однако на заднем конце стакана торцевые выступы образуются так как vep -vc 0 и в условиях отсутствия жесткого заднего конца во время освобождения калибра металл вытесняется из обжимаемых участков за торец заготовки. По предлагаемому способу прокатку донной части стакана проводят с приложенным к стакану подпором против хода прокатки, например, через стержень оправкодержатель с помощью механизма отвода стержня из валков, уменьшая скорость выходе стакана (vBp - vc - +6,4 мм/с). При; .этом-УС/VBK 1,01, a vc/vBp 0,94. Направление вектора относительной скорости между валками и ребрами заготовки по ходу прокатки обеспечивает при освобождении очага деформации сдерживание течения металла против хода прокатки и интенсифицирует по ходу прокатки, торцевые выступы на заднем конце стакана не образуются.
Таким образом, применение предлагаемого способа по:сравнению с известным позволяет предотвратить образование на задних концах прошиваемых в прессвалковом стане стаканов торцевых выступов, а следовательно, повысить выход годного за счет уменьшения обрези. Это обусловлено тем. что регулирование скорости прокатки с помощью переднего подпора стакана позволяет интенсифицировать течение металла по ходу прокатки при обжатии ребер донной части стакана.
Ф о р м у л а и з о б ре те н и я
Способ прессвалковой прошивки, включающий принудительную задачу толкателем нагретой многогранной заготовки в валки, продольную прокатку заготовки в валковом калибре на оправке с подпором ее заднего конца толкателем до момента подхода заднего торца заготовки к сечению захвата валками и снятие заднего подпора заготовки, о т личающийс.я тем, что, с целью повышения выхода годного путем предотвращения образования на заднем конце стакана торцовых выступов, осуществляют безоправочную прокатку донной части стакана с приложением к выходящему из валков стакану осевого усилия против хода прокатки, сообщая ему осевую скорость, составляющую 0,5-1.03 окружной скорости валков по вершине калибра.
Скоростные lupjumpw прсссмякомй прошивни при лроитке лонной стан
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессвалковой прошивки | 1980 |
|
SU1005962A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| Способ производства гильз на косовалковом стане | 1989 |
|
SU1650316A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК С ДНОМ | 2015 |
|
RU2596519C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Составной валок стана винтовой прокатки | 1987 |
|
SU1445828A1 |
| УСТРОЙСТВО ПОДПОРА ЗАГОТОВКИ НА СТАНЕ ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2605013C2 |


Использование: на трубопрокатных установках с прессвалковым прошивным Станом при производстве бесшовных горячеде- формирОванных труб из многогранной заготовки. Осуществляют продольную прокатку многогранной заготовки в валковом калибре на оправке с подпором ее заднего конца толкателем до момента подхода заднего торца заготовки к сечению захвата валками. Снимают задний подпор заготовки и осуществляют безопрэвочную прокатку донной части стакана в валках с приложением к выходящему из валков стакану осевого усилия против хода прокатки. При этом отношение осевой скорости стакаша к окружной скорости валков по вершине калибра сохраняют равным 0,,03. 1 табл., 4 ил.
1-имвсттм способ 1 - прммгймый способ
S)
Фи&/
Фиг.1
1821251
ГУ
Фиг.3
Ж
Фиг. 4
4
)
| Патент США №4190887, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
