Изобретение относится к обработке давлением листового материала.
Известен способ изготовления втулок с буртами из листового материала, при котором свертывают гладкую цилиндрическую втулку, осуществляют раздачу ее конца с образованием раструба и последукзшее формообразование бурта в путей приложения осевого усилия при помощи пуансона l .
Этот способ обладает рядом недостатков.
При изготовлении биметаллических -втупок торцовая поверхность бурта образуется материалом как внутреннего, так и наружного слоев, что недопустимо, например, при изготовлении втулок шорноупорных подшипников скольжения. Кроме того, из-за погрешностей размеров исходного материала получаемые втулки 20 имеют низкую точность и недостаточную стабильность плотности стыка.
Целью изобретения является изготовл©-/ ние биметаллических втулок, имеющих на
IB сей торцовой поверхности бурт& металл ШЕ внутреннего слоя и ппо-гный стык по №вй длине бурта и цилиндрической части без. осуществления сварки.
Эта цель достигается благодаря тому, что перед образованием раструба производят кал1йровку гладкой шшиндрической втулки по внутренюму и наружному диаметрам, затем подрезают оба торца, а ее торце, со стороны формируемого в даяь- .нейшем фпашха, снимают фаску по всей толщине наружного слоя под углом, равным углу Mesgjy образующей раструба и осью втулки, при этом максимальный диаметр раструба, равный диа метру полости мйгршы для формообразования бурта, а посйе формовки последнего производят осадку в торед арлучев ной втулки.
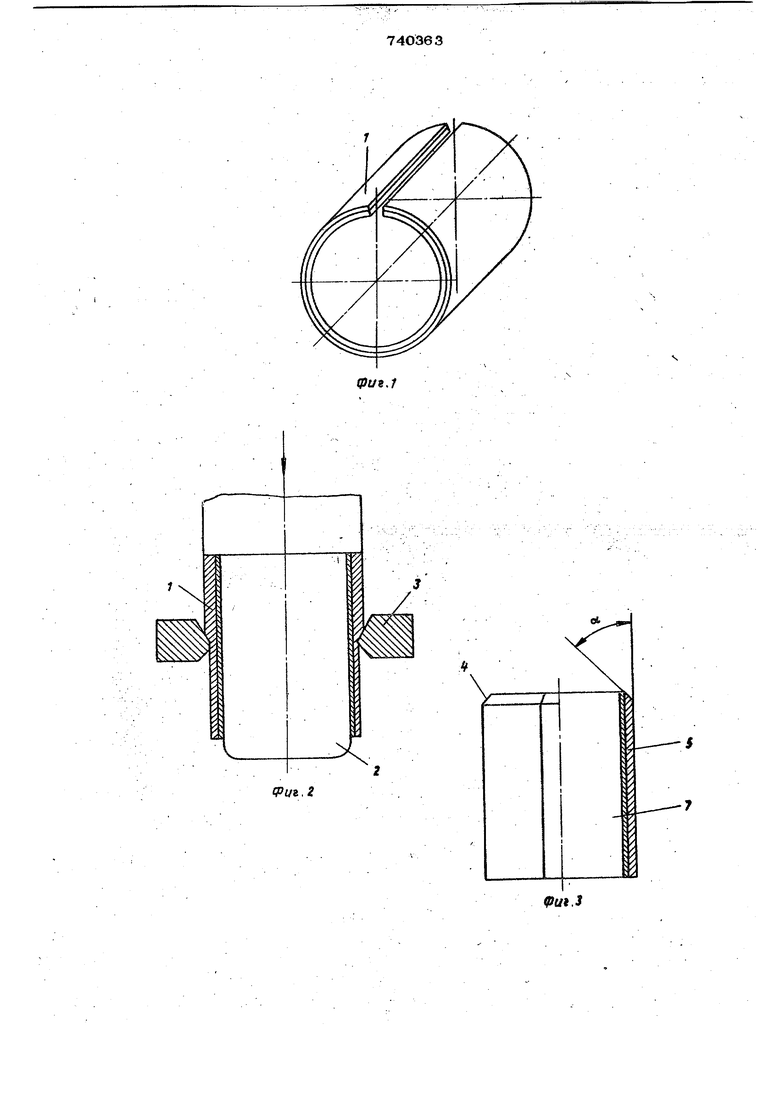
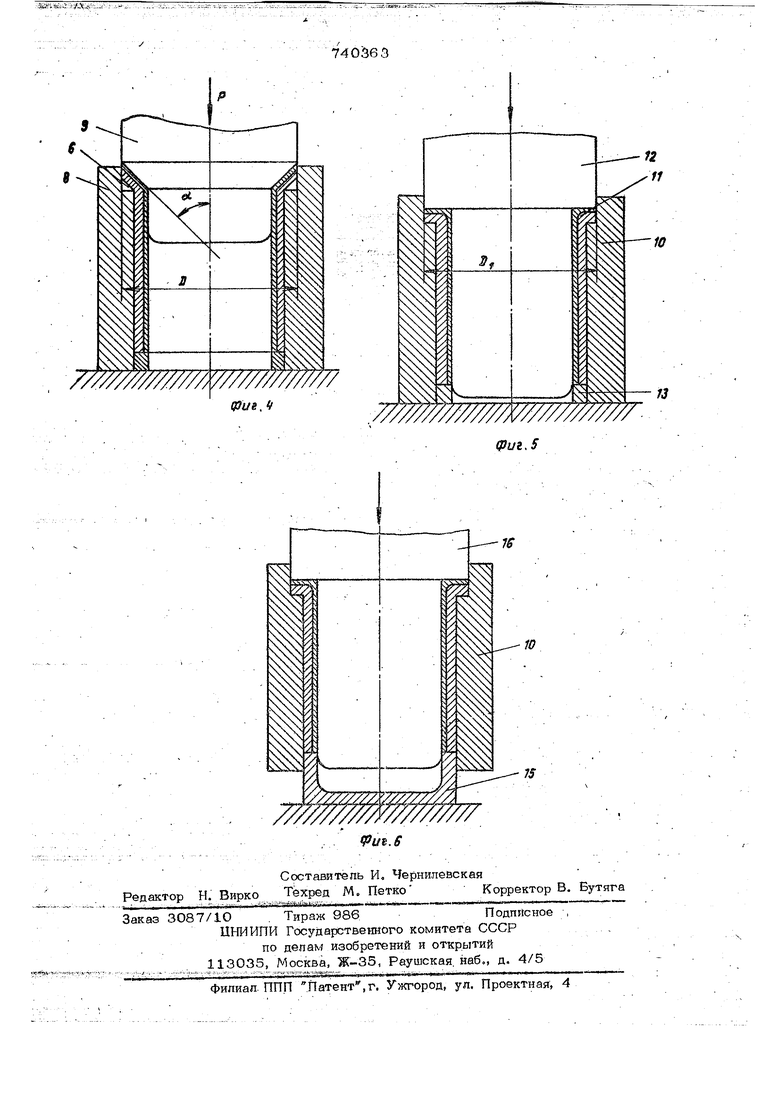
Калибровка ципшш рической втулия я. подрезка торцов обеспечивают получение точной заготовки с плотно замкнутым стыком. Снятие фаски наружного слоя .под углом, равным углу между образую щей раструба и осью втупки, предот-ч, |&рШ1вет выход материала наружного слоя на трриовую поверхность бурта и дает воз гожность осуществлять етх формообрэзозавяе при постоянном ко1гтакте поверх- вести фаски и стенки полости матргщы, обе{ 1шчзюаюздем радиальный обжим материала раструба, высокую точность бурга и плотность стыка. Совдтание калибровки аилиндрической втулки и формообразования бурта при поверхностифаски со стенкой матрицы обесп чявааот плотность стыка по всей длина бурФоЬой втупки. Осадка в тореп дополнительно повышает гшотн к;ть стыка. На фиг. 1 показана гладкая цилиндрическая втулка после свертки , на фиг. 2 схемй ее кал 5бровки; на фиг 3 - втупка после подрезки торцов и снятия фаски::, на фиг. 4 - схема образования раструба ; на фиг. 5 - схема формообразования бурта; на фиг. 6 - схема осадки в торец. Металйическуй) полосу разрезают на плоские заготовки.(на, фигурах;не показаны), 1фойзв6дят их свертку сполучением цйлша й едкйх втулок 1 и калибровку 9fих втулок путем обжима на оправке 2 в матрице 3 по внутреннему и Наружному ШаМе рам и по Толщи1ае стенки. После STdfo осу1ц эетвлак)Т подрезку обоих торцов в упкнД и снятиена одйомиз них фагки 4 по всей трещине HapyKiffit-o сйоя 5втуййзй пЬй ytnoM, равным углу мёлсду , образующей формуемого в дальнейшем раструба 6 и осью втуЛки. В peisynbTfiTe получают цилтадрйческутю втулку 7, имеющую точньте размеры и плотнозамкнутый стык. Раструб 6 формируй путем разйачи конца ётупки 7 в матрице 8 под аействием осёваг Ь усипйя Р, c03jaaBaeMblS пУайс о- ; ном Si Максимальный диаметр) pacTpjr6a 6равен диаметру 3). полости матрицы 1О для формообразования бурта Hi который формуют при ПОМОЩИ пубнсрйа 12, пере-моцаёмого в осевом нШравлении. При Фор мообразовани бурга 11 матрица 10 установлена неподвижно, обрабатываемая втулка Уйираетсй торцом в неподвйногоё кольцо 13, а поверхность фаски 4 постоянно контактир;у-ет со стенкой полости мат рицы 10 При этом происходит радиальный абжимрЕструба. Пример. Предложенным способом изготавливают биметаллические стальбронзовые буртовые втулки, основные пара метры технологического процесса изготовлвнв;я. 74 34 Исходный Материал - стале-бронзовая полоса (сталь О8КП ГОСТ 1050-60, бронза ОФ6,6-0,15 ГОСТ 5017-49). 1. Рубка полосы на штучные заготовки. 5. Свертка ПЛОСКОЙзаготовки во втулку. 3.Фосфатирование заготовок. 4.Калибровка втулок на оправке по: внешнему и внутреннему диаметрам и по тош1ине стенки. 5.Подрезка торцов втулки и снятие фаски по всей толщине наружного слоя. 6.Высадка бурта за три перехода в ч одной матрице: а)образование раструба; б)высадка бурта; в)осадка в торец втупки. 7.Механическая обработка резанием и шлифование наруяшого диаметра втулки. Данный способ дает возможность изготавливать биметаллические втулки, имеющие на всей торцовой поверхности бурта внутреннего слоя и плотный стык по всей длине фпанца и цилиндрической части без осуществления сварки. Формула и 3 о б р е т е к и я Способ изготовления втулок с буртами йй листового Материала, при котором из листов свертывают гладкую цилиндрическую втулку, осуществляют раздачу ее коада с образованием раструба и nooieдующее формообразование бурта в матрице путем Приложения осевого усилия, о т Л и ч а ю щ и и с я тем, что, с цепЬк) изготовлений биметаллических втулок, имеющих на всей торцовой поверхности бурта металл их внутреннего слоя и плотный стык, на всей длине без осуществления сварки, перед образованием, раструба производят калибровку гладкой цилинд ряческбй втулки по наружному и внутреннему диаметрам, затем подрезшот оба торца, а на торце со стороны фор муемого в дальнейшем бурта снимают фаску по всей тотхине наружного слоя под утЛом, равным углу между образую-. щей раструба и осью втулки, раздачу конца втулки осуществляют до диаметра раструба, равного диаметру полости матрицы для формообразования бурта, а пос... ле формовки Последнего производят осаичку в торец получетгаой втулки. Источники информации, принятые вр внимание при экспертизе 1. Авторское свидетельство СССР Ns 327960, кл. В 21 D 53/10, 1972,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007271C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2015 |
|
RU2594039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2001 |
|
RU2185918C1 |
| Способ изготовления разрезных цилиндрических втулок с одним фланцем и штамп для его осуществления | 1975 |
|
SU599890A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2403490C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ СФЕРИЧЕСКОЙ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКИ С ДВУМЯ СООСНЫМИ, ДИАМЕТРАЛЬНО РАСПОЛОЖЕННЫМИ ОТВЕРСТИЯМИ | 2001 |
|
RU2211106C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
/ 1
fPi/z.2
