1
Изобретение относится к трубопрокатному производству и касается формы заготовок, применяемых на станах продольной прокатки, в частности для пилигримовой прокатки труб, а также может быть использовано на автоматическом стане.
Известна заготовка для продольной пилигримовой прокатки труб, содержащая цилиндрическую равностенную часть и примыкающий к ней передний :утоненный концевой участок, имеющий наружную поверхность с конусной образующей и внутреннюю поверхность с прямолинейной образующей l.
заготовка несколько снижает разностеннрсть труб. Однако заостренные кромки все же являются концентраторами напряжений, вызывающих появление и раскрытие трещин на готовых трубках. Это вызывает необходимость по-прежн.ему применять меры, снижающие производительность станов.
Наиболее близким техни ским решением к предложенному является заготовка для продольной прокатки труб содержащая среднюю равностенную цилиндрическую часть и примыкакицие к ней концевые участки, имеющие наружную поверхность с криволинейной об разую1цей, соединенной с ней утонен- ным цилиндрическим концом, а внутреннюю - с прямолинейной образующей 2,
В этой заготовке сопряжение внутренней и наружной поверхностей концевого участка с ее торцовой поверхностью выполнено под прямым углом, т.е. имеет прямоугольную кромку концентратор напряжений.
0
Известная заготовка, используемая при редуцировании с натяжением, имея уменьшенную толщину стенки концевого участка, позволяет в некоторой мере снизить влияние величины обжатия при прокатке на растрескивание. Однако величина эта незначительная, .так как в начале деформации обжатие по стенке отсутствует, а растрескивание концов имеет место, что приводит к снижению,выхода годного, особенно при пилигримовой прокатке труб, при которой передний конец заготовки подвергается растягивающим напряжениям по внутренней и наружной поверхностям, интенсивность которых различна, а деформация носит немонотонный характер.
Целью изобретения является повышение выхода годного при пилигримо ВОЙ прокатке труб путем предотвраМемия растрескивания их концов.
Поставленная цель достигается тем, что в заготовке для продольной прокатки труб, содержащей среднюю разностенную цилиндрическую часть и при1шкаюцие к ней концевые участки, имеющие наружную поверхность с криволинейной образующей, концевые s aотки выполнены с криволинейной образующей внутренней поверхности,которая
сопряжена у торца с образующей наружной поверхности.
Плавные сопряжения внешней и внутренней поверхностей с поверхностью торцов позволяют перераспределить поле напряжений без выхода в докритическую стадию разрушения, при которой пластическая деформация сопровождается зарождением и медленным вязким прорастанием микротрещины.
Сопряжение внутренней и наружной поверхностей заготовки у ее торца исключает концентраторы напряжений, что позволяет вести прокатку без снижения подачи на стыке заготовок, уменьшает неравномерность деформации.
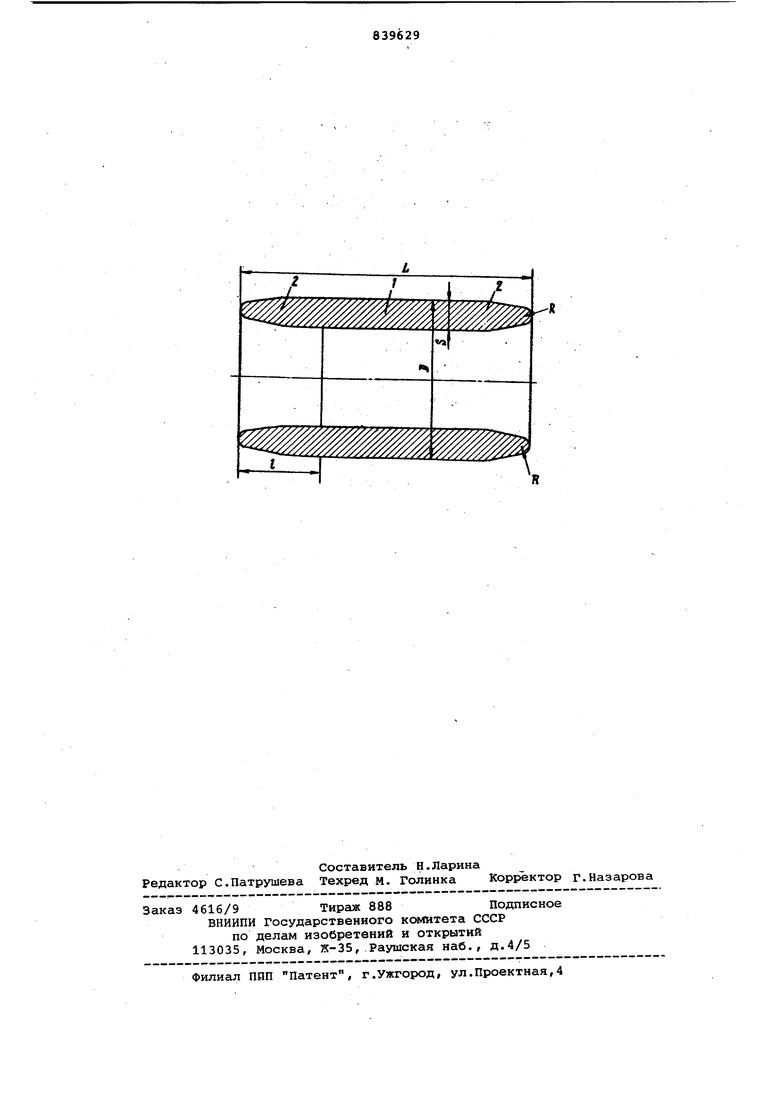
На чертеже представлена заготовка, общий вид.
Заготовка длиной L содержит основную полую цилиндрическую часть 1 и примыкающие к ней концевые участки 2. Диаметр и толщина стенки основной цилиндрической части 1 постоянны на всем ее протяжении. Концевые участки 2 имеют наружную и внутреннюю поверхности с криволинейными образующими, которые у торца сопряжены радиусом R а также плавно сопряжены и с основной равностенной цилиндрической частью.
Протяженность & криволинейных участков может составлять от 0,5 до 2 наружных диаметров заготовки.
Большая величина протяженности используется при.прокатке заготовок из низкопластичных сталей и сплавов с большими обжатиями. С уменьшением обжатий, твердости, увеличением толщины стенки протяженности концов могут быть уменьшены.
Криволинейные образующие концевых участков могут быть выполнены как по единой кривой, например параболе,Показатели степеней которой тем больше, чем меньше толщина стенки заготовки,, так и дугами различных кривых.
При сопряжении наружной поверхности с внутренней радиусом R постоянной величины минимальное значение ее не должно быть меньше половины толщины стенки.;
Если образующая концевых участков 2 составлена различными кривыми, то
радиусы R торцов могут быть постоянными и положительными, т.е. они вы- j пуклы, а радиусы наружной и внутренней поверхностей концевых участков могут быть одинаковыми,положительны-: ми и увеличиваться к основной части заготовки. Они могут быть и разными по знаку, т.е. выпуклая наружная поверхность концевого участка и вогнутая - внутреннего (или наоборот). Наружная и внутренняя поверхности могут быть обе вогнутьми. Возможен случай, когда радиусы образующих внутренней и наружной поверхностей концевых участков не равны по величине.
Заготов-ка работает следующим образом.
При первичном захвате и редуцировании величина обжатия невелика, вследствие уменьшения объема металла на концевых участках заготовки уменьшается, поэтому и напряжения, вызванные меньшей неравномерностью по деформации, что совместно с отсутствием концентраторов напряжений - острых кромок торцов, позволяет уменьшить вероятность зарождения и раскрытия трещин на концах труб.
Предложенная заготовка позволяет повысить интенсивность обжатий за проход, а следовательно, и часовую производительность станов.
При прокатКе соседних заготовок встык острые кромки не деформируют друг друга, а это устраняет дополнительный источник трещинообразования, повышая тем самым вьлход годного.
Формула изобретения
Заготовка для продольной прокатки труб, содержащая среднюю равностенную цилиндрическую часть и примыкающие к ней концевые участки, имеющие наружную поверхность с криволинейной образующей, отличающаяся тем, что, с целью повышения выхода годного при пилигримовой прокатке труб путем предотвращения растрескивания их концов, концевые участки выполнены с криволинейной образующей внутренней поверхности, которая сопряжена у торца с образующей наружной поверхности.
Источники информации, принятые во внимание при экспертизе
1.Богоявленский К.Н. и др. Обработка цветных металлов и сплавов давлением. М., 1964, с.272.
2.Авторское свидетельство СССР 471753, КЯ. В 21 В 17/14, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| Калибр валков для пилигримовой прокатки труб | 1981 |
|
SU1017396A1 |
| Способ периодической прокатки труб | 1979 |
|
SU825214A1 |
| Деформирующий инструмент пилигримового стана | 1987 |
|
SU1477489A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ПОВЫШЕННОЙ ТОЧНОСТИ ПО СТЕНКЕ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2001 |
|
RU2207200C2 |
| Ручей пилигримового валка | 1981 |
|
SU1007771A1 |
| Ручей валка для пилигримовой прокатки труб | 1976 |
|
SU670350A1 |
| Способ холодной пилигримовой прокатки труб | 1978 |
|
SU738698A1 |
| Ручей валка для холодной прокаткидВуХРЕбЕРНыХ ТРуб | 1978 |
|
SU827197A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |