Изобретение относится к обработке металлов давлением, а именно к технологии и оборудованию для гфав- ки тонкостенных труб, и является усовершенствованием известного способа и устройства по авт,св,1 935159,
Целью изобретения .является повышение качества правки концевых участков трубы путем периодического перемещения по ее длине усилия изгиба.
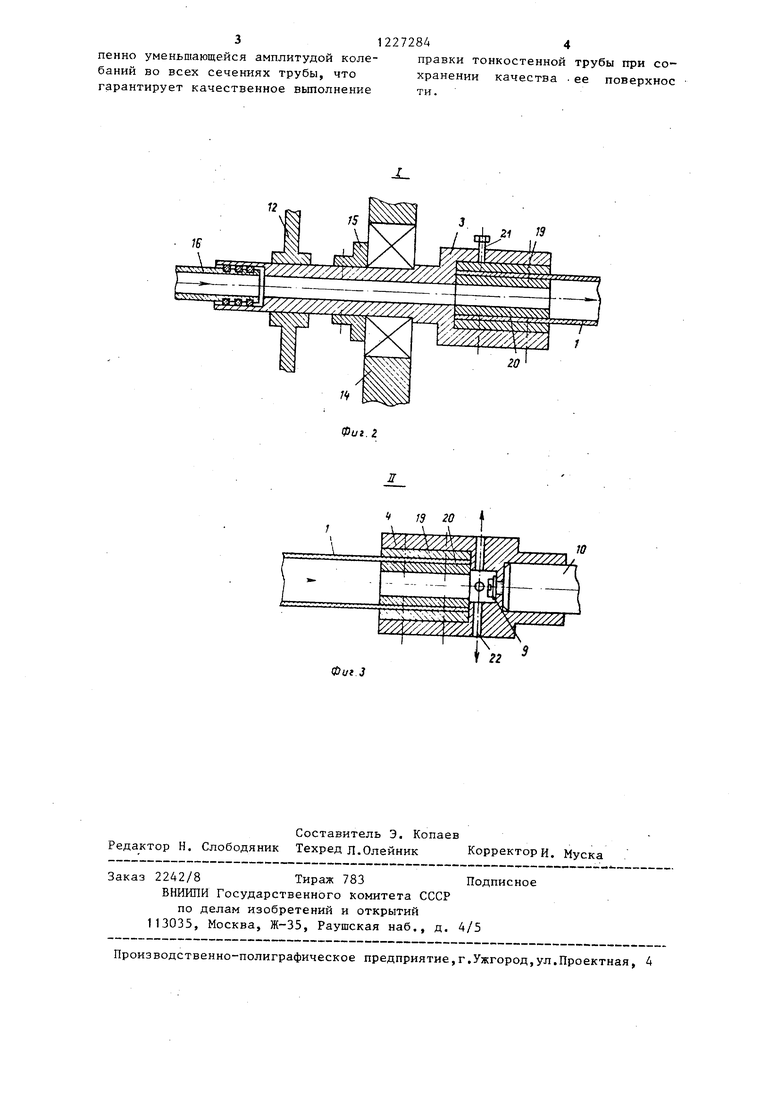
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 узел 1 на фиг. 1j на фиг. 3 - узел 11 на фиг. 1,
Способ осуществляют следующим: образом.
Трубу 1 согласно известному способу устанавливают горизонтально, поместив перед этим внутри нее несколько шаров 2, удерживают за концы в захватах 3 и 4, вращают с переменной угловой скоростью вокруг ее продольной оси и обдувают из щелевид Ного сопла 5 газовым потоком, котоый равномерно распределен по всей длине трубы и расположен 2з вертикальной плоскости, проходящей через ее продольную ось с переменной по времени правки скоростью, а внутри трубы при этом периодически перемещают с помощью компрессора от одного конца трубы к другому дополнительные грузы - шары.
Величина интенсивности инерционной нагрузки,а соответственно и величина центробежной силы, увеличатся в местах нахож,дения шаров за счет добавки к массе трубы на этом участке массы дополнительного груза.
Максимальные усилия упругопласти™ ческого знакопеременного изгиба будут при этом достигаться в местах наибольшей кривизны, что и является основным условием обеспечения высококачественной правки трубы.
Устройство для осуществления способа содержит согласно авт.св.№ 935159 станину 6, концевые захваты 3 и Aj щелевидное сопло 5, выполненное из двух пластин 6 и 7, закрепленных с возможностью вертикального их перемещения винтами 8. Подвижньп захват жестко соединен винтом 9 с валом 10 электродвигателя 11, а неподвиж- ный захват через зубчатую передачу 12- с электродвигателем 13, Вал неподвижного захвата установлен на кронштейне 14 и зафиксирован фланцем 15. К торцу полого вала неподвижного захвата пристыкован трубопровод 16 распределительного золотника 17, сое- g диненного с линиями нагнетания и всасывания компрессора 18.
Для обеспечения бездефектного многостороннего обжима трубы в захватах труба обжимается зажимами 19 из плас0 тичного металла с продольным разрезом, а внутри трубы вводятся оправки 20 со сквозным отверстием. Обжиг трубы происходит при ввертывании винтов 21. Для сообщения полости тру5 бы с атмосферой в корпусе подвижного захвата выполнены радиальные отверстия 22.
Устройство г;аботает следующим образом,,
0 Труба, имеющая пространственную кривизну, крепится в захватах 3 и 4, Электродвигатели 11 и 13, синхронизированные между собой, вращают трубу за ее концы, В камеру станины уст5 ройства подают воздух (направление движения воздуха и вращения трубы показано соответственно стрелками), которьй, вытекая через щелевидйое сопло оказывает аэродинамическое воздействие на выпрямляемую трубу. В процессе выпрямления трубы специальный гигектропривод (не показан) через зубчатую передачу перемещает электродвигатель 11, выбирая тем самым удлинение трубы. С помощью компрессора через распределительный золотник, создавая внутри трубы избыточное давление или разрежение сообщают дополнительным грузам - шарам возвратно- поступательное движение в пределах длины трубы.
Таким образом, снабжение известного устройства оправками со сквозными отверстиями, соединенными у под вижного захвата с атмосферой через радиальные отверстия, а у неподвижного захвата через его полый вал и распределительный золотник с линиями нагнетания и всасывания компрес0 сора, обеспечивает периодическое перемещение в процессе правки усилия изгиба по всей длине трубы. В сочетании с возможностью изменения скорости вращения трубы и скорости ис5 течения газового потока изобретение позволяет создать условия для образования многократного объемного уп- ругопластического изгиба с посте0
312272844
пенно уменьшающейся амплитудой коле- правки тонкостенной трубы при со- баний во всех сечениях трубы, что хранении качества ее поверхнос гарантирует качественное вьтолнение ти.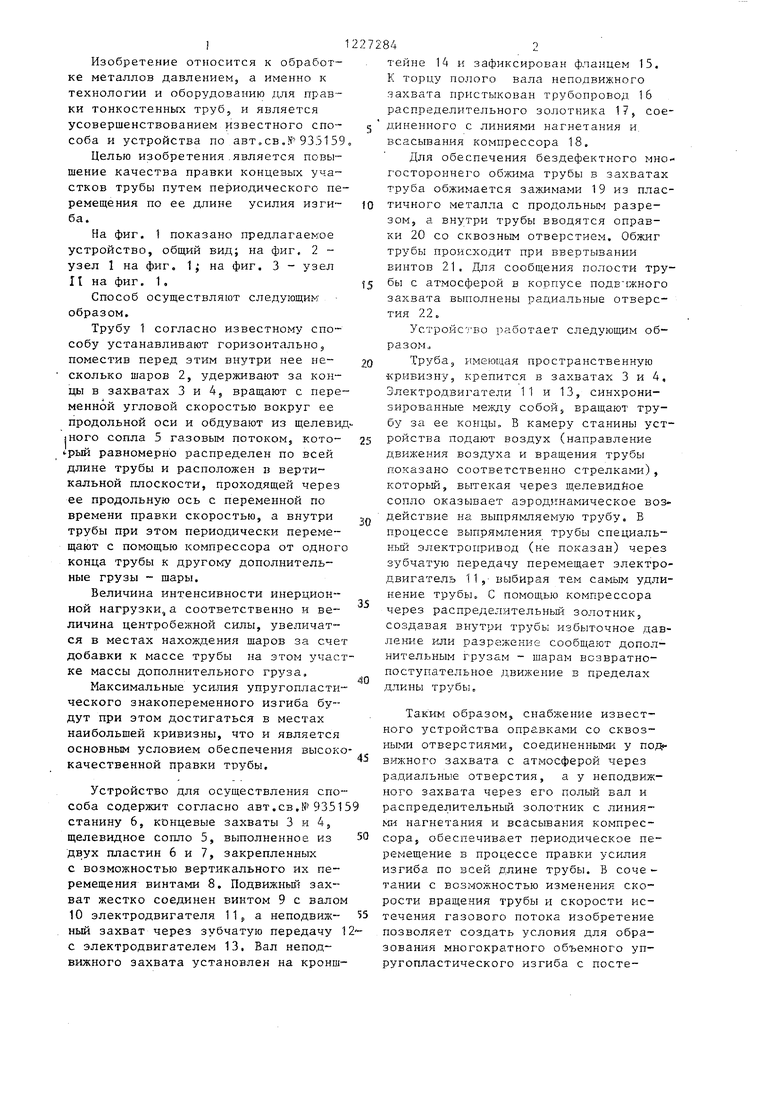
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки тонкостенных труб и устройство для его осуществления | 1982 |
|
SU1094638A2 |
| Способ правки тонкостенных труб и устройство для его осуществления | 1980 |
|
SU935159A1 |
| ЭЛЕКТРОПРИВОДНОЙ НАСОСНЫЙ АГРЕГАТ | 1991 |
|
RU2073797C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Насос | 1985 |
|
SU1312243A1 |
| Привод лебедки | 1985 |
|
SU1273331A1 |
| ПОРШНЕВОЙ НАСОС ДЛЯ ПОДАЧИ ПЛОТНЫХ СРЕД | 2005 |
|
RU2353802C2 |
| ЦИЛИНДРИЧЕСКОЕ УСТРОЙСТВО ДВУСТАДИЙНОЙ ОЧИСТКИ КАНАЛИЗАЦИОННЫХ КОЛОДЦЕВ И ЖИЖЕСБОРНИКОВ | 2021 |
|
RU2778323C1 |
| МАГНИТНЫЙ РОТОРНО-ПОРШНЕВОЙ КОМПРЕССОР | 1998 |
|
RU2135829C1 |
| УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ПРОЦЕССА ГАЗООБМЕНА В ДВС (ВАРИАНТЫ). | 2012 |
|
RU2528197C2 |
1. Способ правки тонкостенных труб по авт.св. № 935159, отличающийся тем, что, с целью повышения качества правки концевых участков труб путем периодического перемещения по длине трубы усилия изгиба, в трубу помещают с зазором грузы, преимущественно металлические шары в мягкой оболочке, которым сообщают возвратно-поступательное движение в пределах длины трубы. 2. Устройство для правки тонкостенных труб по авт.св. № 935159, отличающееся тем, что в одном захвате, связанном с приводом вращения трубы, смонтированном на станине с возможностью возвратно- поступательного перемещения вдоль ее продольной оси, вьшолнены осевое и радиальные отверстия, а в другом захвате выполнено осевое отверстие, при этом устройство снабжено компрессором, соединенным магистралями всасывания и нагнетания через распределительный золотник с осевым отверстием захвата. ( (Л П ff ГО 10 00 4ib Фаг.1 
гг
;ff
21 3
I/
Д ФХучЯЧчЧ - //// // //х/У//,
20
Ч J3 20
т/л// /
у
У//77У/А/
W
//Л////7 7//А
т.
У/////А
3
1 5 t 22
Составитель Э. Копаев Редактор Н. Слободяник Техред Л.Олейник .
Заказ 2242/8Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно
-полиграфическое предприятие,г.Ужгород,ул.Проектная, 4
