Изобретение относится к области обработки металлов давлением, а именно к технологии штамповки чашеобразных деталей.
Цель изобретения - повьшение ка- чества получаемых деталей путем обеспечения центрирования заготовок в течение всего процесса их деформирования . .
На фиг. 1 изображена последова- тельность приемов осуществления способа; на фиг. 2 - схема расчета высоты выдвижения пуансона.
Способ осуществляют следующим образом.
Выталкиватель 1 первоначально, выдвигают вверх на высоту -Н RM
Затем заготовку 2 диаметром .rj свободно укладывают в матрицу 3. Предлагаемая схема установки исходит из того, что заготовка в матрице опирается на матрицу как периферийной поверхностью, так и центром тяжести на выталкиватель одновременно, что позволяет строго центрировать заготовку в матрице. Затем осуществляют подвод пуансона 4 к заготовке до касания ее и одновременное движение пуансона и выталкивателя вниз, в процессе которого осуществляют Формообразование изделия, при этом надежность центрации значительно по- вьшается.
( Процесс выдавливания заканчивают в момент смыкания пуансона и матрицы по плоскости А. Съем детали осуществляют выталкивателем 1 при движении вверх, при этом выталкиватель выдвигают на высоту Н, которую определяют исходя из размеров заготовки и матрицы (фиг. 2). Если - радиус полости матрицы (сферической поверхности матрицы) , а Tj - радиус заготрвки, то исходя из предлагаемой схемы,
R2,-r|(R«-H) яг,-2Е„Н+Н2 , откуда
;Н -2RH+r| 0,
2R±V4R -4r2
Н
Л
5
0
5
0
5
0
5
0
В данном случае возможно только одно решение, когда , тогда
В СКТБ Тантал проводилось опро- бывание предлагаемого способа. Способ опробовался при штамповке детали Полусфера 160 мм. В матрицу с нижним выталкивателем укладывали заготовки различной конфигурации: плоские, цилиндрические, конические и обработанные по форме гравюры штампа.
Из цилиндрических и плоских заготовок не удалось получить деталей без дефектов, т.е. на всех отштампованных заготовках имелись фестоны, неравномерность по толщине стенки, зажимы и т.п. дефекты. Кроме того, на установку заготовки в штамп затрачивалось большое количество времени.
Штамповка полусфер проводилась на прессе ДБ2432 из сплава АМГб. Внешний диаметр полусферы составлял 160 мм, толщина стенки - 3-5 мм. При штамповке из конических заготовок время установки значительно уменьшилось, качество деталей улучшилось, однако резко снизился КИМ и появилась необходимость в предварительной обработке заготовок.
При штамповке деталей из заготовок, обработанных по форме гравюры штампа, штамповочные дефекты не проявлялись, однако резко снизился коэффициент использования металла и резко увеличилась трудоемкость изготовления заготовок под штамповку.
На этом же штампе производилась штамповка деталей из плбских цилиндрических заготовок, при центрации их с помощью нижнего выталкивателя, выдвинутого на определенную величину, зависящую от размеров заготовки.
При проведении штамповки установлено отсутствие штамповочных дефектов из-за неравномерности деформации, увеличение производительности процесса за счет уменьшения времени установки в штамп, при этом центрирование заготовки производится самопроизвольно под действием силы тяжести заготовки.
ffJui,2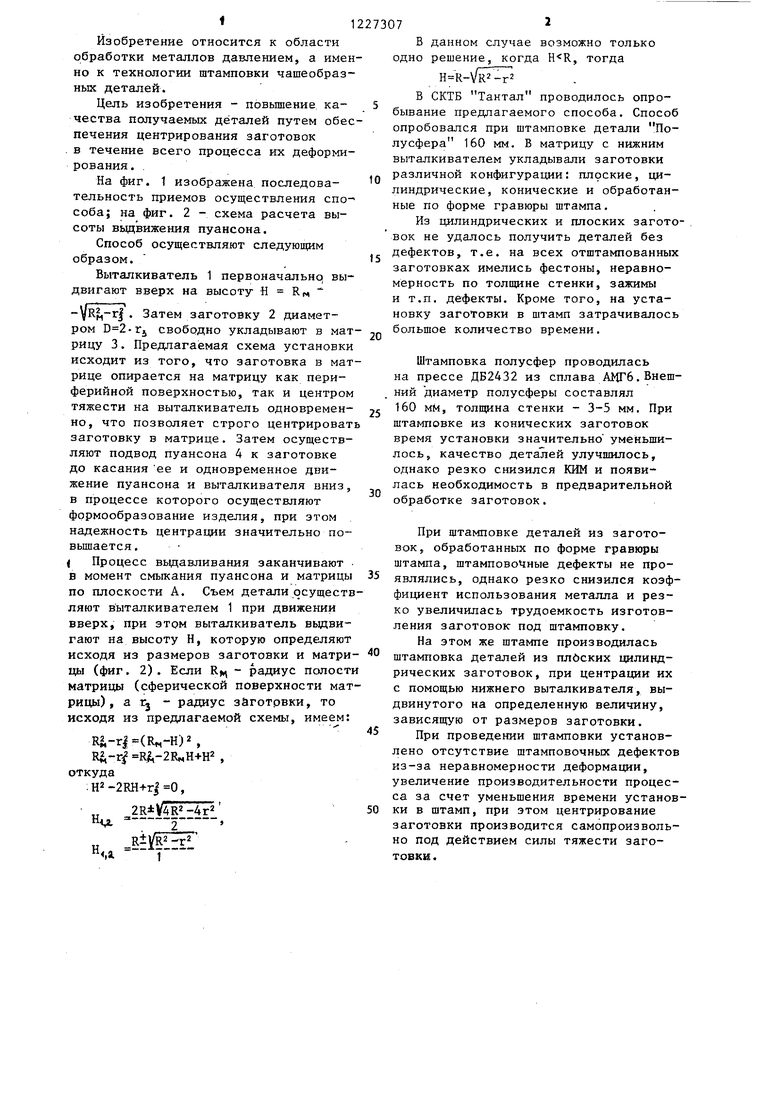
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ И ДЕТАЛЕЙ К НИМ ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
SU1746609A2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп обратного выдавливания для закрытой объемной штамповки | 1977 |
|
SU645746A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК В ШТАМП ПРЕССА ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1993 |
|
RU2063286C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |

| Способ штамповки чашеобразных деталей | 1981 |
|
SU986575A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
