1
Изобретение относится к обработке металлов давлением и предназначено для объемной штамповки изделий типа стаканов, при значительных колебаниях исходных заготовок.
Известен штамп для закрытой штамповки поковок типа стаканов, который содержит два попуштампа, образующих при соприкосновении поверхностями разъема закрытую гравюру, к пуансон, ра мешенный в одном попу штампе fl}.
Однако в нем невозможно получить точные по высоте и толщине дна поковки при штамповке разновесных заготовок.
Наиболее близким к изобретению является штамп, содержаший верхнюю и ннюю прижимные ппиты, верхний корпус, устаиовпенные в верхнем KOpnycie верхнюю подкладку, пуансон и съемник, а также нижний корпус, имеющий цилиндрическую расточку, в котором соосно пуансону установлены матрица и выталкиватель.
В этом штампе не обеспечивается требуемая точность поковок по высоте и толщине донышка, так как съемник, fei-i рез который к -гториу поковки прикладывается противодавление, под действием нормальных сил перемещается в осевом направлении. Кроме того, конструкция штампа из-за противодавящего устройства: BecibMia сложна н громоздка.
Целью изобретения является упрощение конструкции, повышение ее надежности, снижение потребного усилия деформированая и повышение точности поковок.
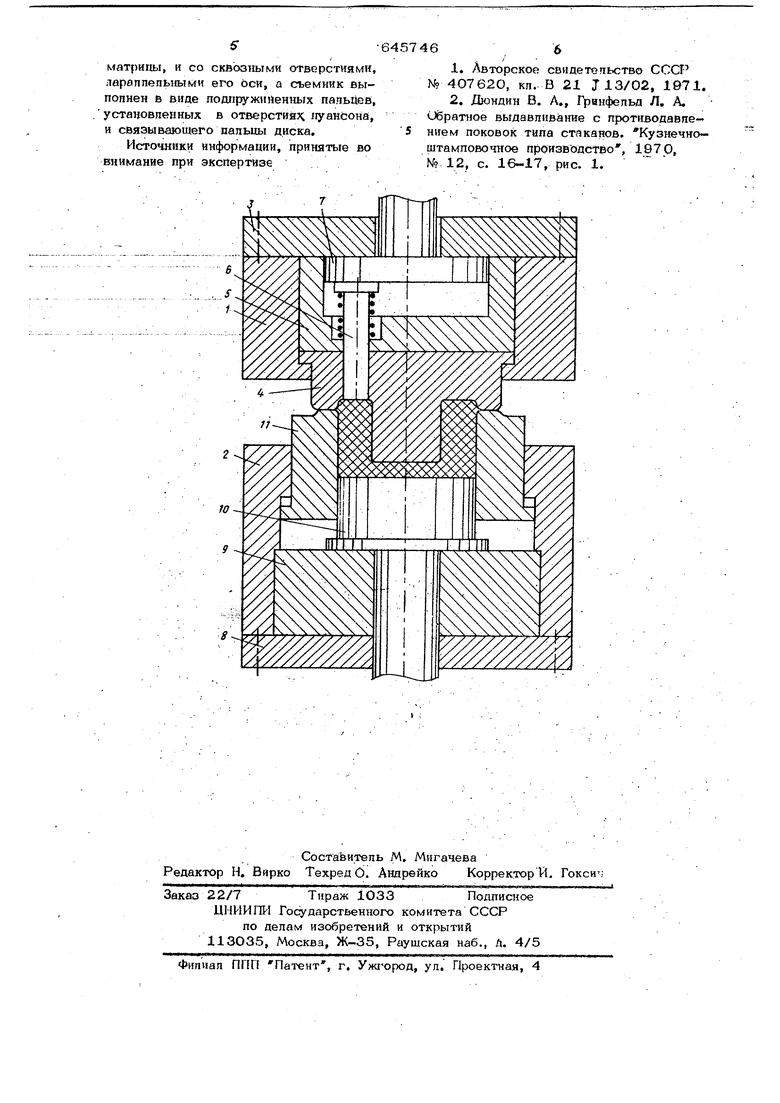
Указанная цель достигается тем, что {Матрица установлена свободно в осевом налравлении и выполнена с фаской между внутренней цилиндрической поверхностью и торцовой поверхностью, обращенной к пуансону,а nyaHcoli выполнен с буртом,могущим контактировать своей торцовой по верхностью с торцовой поверхностью матрицы, и со сквозными отверстиями, параллельнымиего оси, а съемник выполнен, в виде подпружиненных пальце)з, установяенных в отверстиях пуансона и связанных диском. На чертеже изображен штамп обратного выдавливания дпя.закрытой объемной штамповки, продольный разрез. Штамп имеет верхний 1 и нижний 2 корпусы. В верхнем корпусе 1 верхней плитой - прижимом 3, имеющей сквозное центральное отверстие для прохода толкателя пресса, .закреплены цуансон 4 и верхняя подкладка 5, в сквозных верт . кал ьных отв е рстиязс которых у станов лены подгфужиненные пальцы 6, связанные диском 7. В нижнем корпусе 2 ниж ней плитой - прижимом 8 закреплена нижняя подкладка 9, В плите-прижиме 8 и подкладке 9 выполнены сквозные отберстия для прохода толкателя пресса. На нйжнкио подкладку 9 опираются 1выталкиватель 1О и матрица 11, в исход. ном положении. Для ограничения, хода матриць 11 вверх цилиндрическая расто ка в нижнем корпусе 2 выгюпнена сту. пенчатой. . ,.; ..:-:.v;;. .;. : : ., Штамй работает следующим образом. Загот6 &ка кладётся на выталкиватель 1О (в это время матрица 11 находится а крайнем нижнем положении). При включениихода ползуна пресса пуансон 4 опускается и начинает деформировать заготовку. В процессе штамповки выдавливаемый металл кШьШвую часть, которая перемешается вверх 6 направлении, протнвопрложйом д&вдаенйю цуансона 4, и. за счет сил трения меишет за собой матрицу 11. При неко тором недоходе ползуна пресса н, сОсУг ввтственно, пуансона 4 до кра|ЕяеГо ниж него положения матрица 11 смыкается с торцовой noBejfKXHocTMo рта на пуансоне, образуя закрытую гравюру. При объеме ИСХОДНОЙ заготовки, равном объе y поковки, мафнца 11 и пуансон 4 остбаотея в сомкнутом положении до kOHlia штамповки. В случае превышения объема исходу ной заготовки, объема поковки, cBJisan ного с допусками на резку п|зоката и егсГ диаметральные размеры, после . заполнения закрытой гравюры штампа прбисхбднт дапьнёйш1Е е Внедрение пуансона 4, что приводит к повыщеншр дав яеная внутри гравюры штампа, при этом на фаску м атрйпы 11 начинает действовать усилие, направлейное вниз н превы шающее силы трения на боковой гюверх- ности матрицы 11, за счет чего мвтрида сдвигается вниз и образуется шепь 6 6.4 для выхода избыточного металла. Повышение давления внутри закрытой гравкьры способствует также лучшему заполнению нижнего угла и образованию плоской торцовой поверхности верхней кольдевой части. Высота поковки при этом Остается постоянной. Вытесненный чз полос-. :,ти штампа избыточный металл образует радиальный облой. При ходе ползуна пресса вверх поковка удаляется выталкивателем 10 из матрицы 11, которая при этом удерживается в крайнем верхнем положении выступом в расточке нижнего корпуса 2. Если поковка остается на пуансоне .4, то ее удаление производится съемником, выполненным в виде подпружиненных пальцев 6, при перемещении диска 7 верхним выталкивателем пресса. Благодаря перемещению матрицы в направлении течения металла снижаетря потребное усилие штамповки вследствие исключения влияния сил треНия на боковой поверхности матрицы. С увеличением, глубины быдавливания к уменьшения толщины стенки кольцевой части Поковки потребное усилие деформирова- ни: может быть понижено на 50%. Это в значительной степени .способствует повышению стойкротн инструмента. Oi сутствие в штампе противодавящего устройстаа упрощает конст| кцию и повышает ее надежность. Ф О рмула изо.бретения Штамп обратного выдавливания для закрытой объемной штамповки, содержащий верхнюю и нижнюю прижимныр плиты, верхн иЙ корпус, установленные 16 верхнем корпусе верхнюю прокладку, ifiyartcoH и съемник, а также нижний корпус, имеющий цилиндрическую расточку, в коГорой х)осно пуансону установлены матрица, и выталкиватель, о т л и ч а ю щ и и с я Тем, что, с целью упрощения конструкции, повышения ее надежности, снижения потребного усилий деформирования и повышения тЬч;ности hoKOBOK, матрица установлена свободно в осевом направлении и выполнена с фаской между внутренней цилиндрической поверхностно и торцовой поверхностью, обращенной к пуансону, пуансон выполнен с буртом, имеющим возможность контактировать своей торцовой поверхностыо с торцовой поверхностью
матрицы, и со cKBbaiibiNfH отверстиями, лараппепьными его оси, а съемник выпопнен в виде подпружиненных пальцев, устаповпенных в отверстийх; пуансона, и связывающего пальцы диска.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство CCCF №407620, кп. В 21 J 13/02, 1971.
2.Дюндин В. Л., Гринфельд Л, А. иёратное выдавливание с противодавпением поковок типа стаканов, Кузнечно- штамповочное произвъдство, 1970,
N0 12, с. 16-17, рис. 1. 
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| СПОСОБ ХОЛОДНОГО ВЫДАВЛИВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ СО СКВОЗНЫМ ОТВЕРСТИЕМ | 2007 |
|
RU2356682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
