1
Изобретение относится к области обра ботки металлов давлением, а именно к способам горячей объемной штамповки.
Известен способ штамповки Cl 3 в котором горячую заготовку укладывают в матрицу, затем на нее устанавливают тромбовку, имеющую плоский рабочий торец, а на другом торце - выемку под черновой пуансон, и с помощью этого пуансона, вдавливают заготовку в матрицу. Предварительно прошивают тем же пуансоном, но без тромбовки. Затем производят окончательную штамповку чистовым пуансоном.
Недостатком этого способа является повышенное усилие штамповки, обусловленное, в частности, неблагоприятными условиями контактного трения в полости штампа, так как направление точения металла при прошивке прсугивсяюложно движеншо деформирующего инструмента/
Известен также способ штамповки чашеобразных деталей С 2 , наиболее бпвакий к предлагаемому, в котором пипинд-
рическую заготовку нагревают, укладывают в осевое отверстие верхней части матрицы и выдавливают в кольцевой зазор между верхней и нижней частями матрицы, неизменяемый в процессе деформирования.
Этот способ, в отличие от описанного выше, позволяет получить изделие аа один переход при любом соотношении его размеров.
Недостатком этого способа является большое усилие деформирования, которое зависит, в частности, от велйчввы зазора между вepiнeй и «вмсней частями матрв-. цы, т.е. по существу, от толщины стенки штампуемого изделия, а также от. контактного трения в полости штампа. . Цепью изобретения является снижение усилия выдавливания.
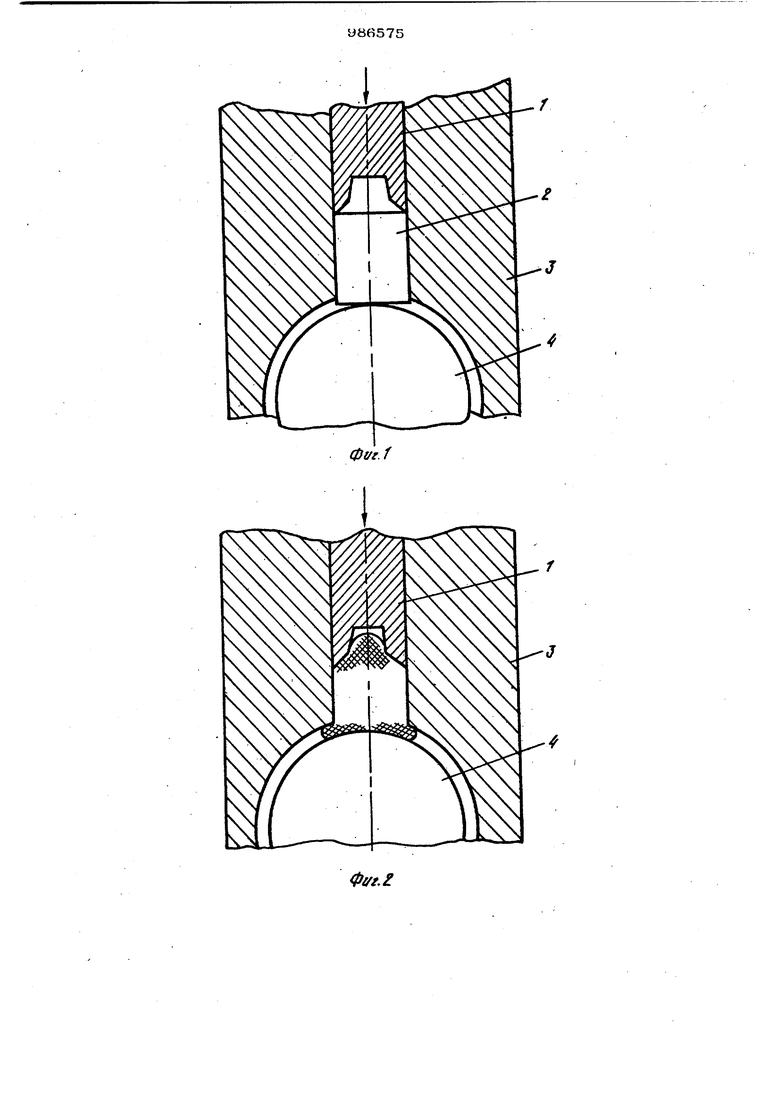
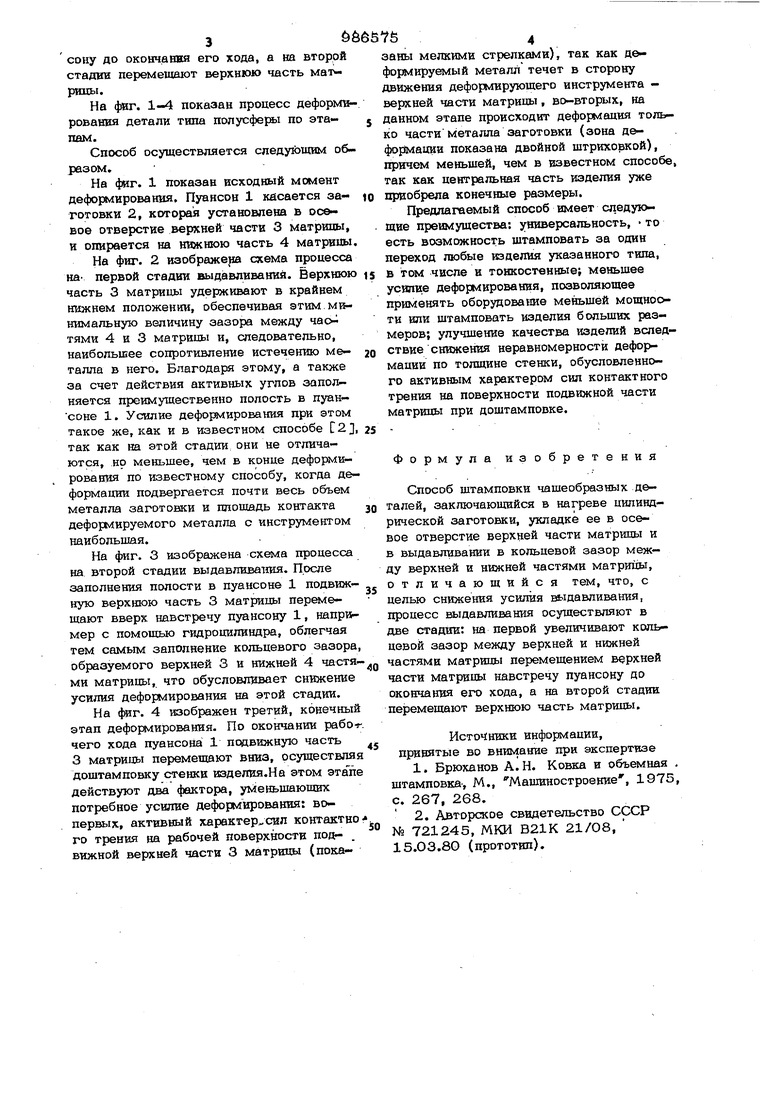
Для этого процесс выдавливания осуществляют в две стадии: аа первой уввяи« чивают копьсевой зазор между верхней в нижней-частями матрицы перемещением верхней части матрипь навстречу пуавсону до окончания его хода, а на второй стадии перемещают верхнюю часть матрицы. На фиг. 1-4 показан процесс деформи рования детали типа полусферы по эта пам. Способ осуществляется следующим образом. На фиг. 1 показан исходный момент деформирования. Пуансон 1 касается заготовки 2, KDTopain установлена в отверстие верхней части 3 матрицы, и опирается на нижнюю часть 4 матрицы На фиг. 2 изображен схема процесса на- первой стадии выдавливания. Верхнюю часть 3 матрицы удерживают в крайнем нижнем положении, обеспечивая этим,минимальную величину зазора между чао тями 4 и 3 матрицы и, следовательно, наибольшее сопротивление истечению металла в него. Благодаря этому, а также за счет действия активных углов заполняется преимущественно полость в пуансоне 1. Усилие деформирования при этом такое же, как и в известном способе 2 так как на этой стадии они не отличаются, но меньшее, чем в конце деформирования по известному способу, когда деформации подвергается почти весь объем металла заготовки и площадь контакта деформируемого металла с инструментом наибольшая. На фиг. 3 изображена схема процесса на второй стадии выдавливания. После заполнения полости в пуансоне 1 подвижную верхнюю часть 3 матрицы перемещают вверх навстречу пуансону 1, например с помощью гидроцилиндра, облегчая тем самым заполнение кольцевого зазора образуемого верхней 3 и нижней 4 частями матрицы, что обусловливает снижение усилия деформирования на этой стадии. На фиг. 4 изображен третий, конечный этап деформирования. По окончании рабоч чего хода пуансоНа 1 подвижную часть 3 матрицы перемещают вниз, осуществляя доштамповку стенки изделия.На этом действуют два фактора, у1У1еньщающих потребное усилие деформирования: вопервых, активный характер сил контактно го трения на рабочей поверхности подвижной верхней части 3 матрицы (показаны мелкими стрелками), так как деформируемый металл течет в сторону движения деформирующего инструмента верхней части матрицы, во-вторых, на данном этапе происходит деформация только части металла заготовки (зона дефорыации показана двойной щтриховкой), причем меньщей, чем в известном способе, так как центральная часть изделия уже приобрела конечные размеры. Предлагаемый способ имеет следук щие преимущества: универсальность, то есть возможность щтамповать за один переход любые юделия указанного типа, в том числе и тонкостенные; меньшее усШ1ие деформирования, позволяющее применять оборудование меньщей мощнооти или щтамповать изделия больщих размеров; улучшение качества изделий вследствие снижения неравномерности деформации по толщине стенки, обусловленного активным характером сил контактного трения на поверхности подвижной части матрицы при доштамповке. Формула изобретения Способ щтамповки чашеобразных деталей, заключающийся в нагреве цилиндрической заготовки, укладке ее в осевое отверстие верхней части матрицы и в выдавливании в кольцевой зазор межу верхней и нижней частями матрихш, отличающийся тем, что, с целью снижения усилия к 1давливания, процесс выдавливания осуществляют в ве стадии: на первой увеличивают кольцевой зазор между верхней и нижней частями матрицы перемещением верхней части матрицы навстречу пуансону до окончания его хода, а на второй стадии перемещают верхнюю часть матрицы. Источники информации, принятые во внимание при экспертизе 1.Брюханов А.Н. Ковка и объемная . щтамповка-, М., Машиностроение, 1975, с. 267, 268. 2.Авторское свидетельство СССР № 721245, МКИ В21К 21/08, 15.03.80 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ штамповки полых изделий с наружным фланцем | 1988 |
|
SU1669630A1 |
| Способ штамповки изделий с наклонным к продольной оси боковым отростком | 1979 |
|
SU871976A1 |
| Способ получения изделий | 1980 |
|
SU1003985A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Устройство для штамповки изделий из порошковых материалов | 1985 |
|
SU1282959A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
| Пуансон для выдавливания полостей в деталях | 1988 |
|
SU1611513A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |