Изобретение относится к технологии изготовления электрических машин, а именно к производству асинхронных двигателей с безотходным магнитопроводом, и может быть использовано в электротехнической промыш- ленности.
Цель изобретения - повышение КПД электрической машины путем создания монолитного магнитного соединения между гофрированной зубцовой зоной, и ярмом ротора и снижение трудоемкости изготовления.
На фиг. 1 показано приспособление для осуществления способа; на фиг. 2 - ротор, изготовленный предлагаемым способом.
Изготовление ротора электрической машины осуществляется следующим образом.
Изготавливают зубцовую зону 1 цилиндрической формы гофрированием ленты из электротехнической стали. Размещают зубцовую зону в разъемной втулке 2, охватывающей ее по наружной поверхности. Втулка 2 служит для обеспечения заданного наруж- ного диаметра ротора. Втулку 2 с зубцовой зоной 1 устанавливают на основание 3 с центральным направляющим стержнем 4. Ярмо 5 ротора изготавливают литым или ме- таллокерамическим с диаметром больщим внутреннего диаметра зубцовой зоны на величину, равную двойной толщине ленты.
Перед соединением ярма с зубцовой зоной нагревают поверхностный слой ярма ротора до 1200 1400°С высокочастотным водоохлаждаемым индуктором 6. Соединение ярма с зубцовой зоной производят запрессовкой ярма вовнутрь зубцовой зоны пуансоном 7, наружный диаметр которого равен диаметру ярма ротора.
Контур радиального сечения поверхности ярма 5 ротора, образуемой после запрессовки его в зубцовую зону 1, полностью повторяет контур радиального сечения внутренней поверхности кольцевой гофрированной зубцовой зоны 1. Это обеспечивается выдавливанием пластичного поверхностного слоя материала ярма ротора в воздушные зазоры между гофрами по всей внутренней поверхности зубцовой зоны. При этом выдавливание части материала ярма в зону пазов 8 зубцовой зоны дополнительно увеличивает поверхность контакта зубцовой зоны с ярмом ротора, что уменьшает магнитное напряже- ние в месте перехода зоны к ярму ротора к обеспечивает монолитное магнитное соединение между гофрированной зубцовой зоной и ярмом, ротора.
t i
Фиег
Изготовление ярма ротора с наружным диаметром большим внутреннего отверстия зубоцовой зоны на величину равную двойной толщине ленты электротехнической стали, из которой изготавливают гофрированную зубцовую зону, обусловлено требуемым количеством металла на разогреваемой поверхности ярма ротора, необходимого для заполнения пространства между гофрами по внутреннему отверстию зубцовой зоны в зависимости от толщины ленты электротехнической стали гофрированной зоны. Верхний предел температуры нагрева поверхностного слоя до 1400°С обуславливается нижним пределом вязкости расплавленного поверхностного слоя металла, при котором он еще удерживается на поверхности ярма и обеспечивается запрессовка ярма ротора вовнутрь зубцовой зоны без больших механических усилий. Нижний предел нагрева до 1200°С обусловлен нижним пределом пластичности поверхностного слоя, при которой осуществляется запрессовка ярма с механическими усилиями, не приводящими к деформированию зубцовой зоны.
Повышение температуры нагрева поверхностного слоя выше 2400°С снижает его вязкость и приводит к стенанию металла с поверхностью ярма до его запрессовки, а снижение температуры нагрева поверхностного слоя ярма ниже 1200°С снижает его пластичность, что требует повышения механических усилий для запрессовки, приводящих к тому, что зубцовая зона начинает деформироваться в процессе запрессовки.
Формула изобретения
Способ изготовления ротора электрической машины, включающий изготовление кольцевой зубцовой зоны гофрированием ленты из электротехнической стали, изготовление ярма, соединение зубцовой зоны с ярмом и заполнение пазов электропроводным материалом, отличающийся тем, что, с целью повышения КПД электрической машины и снижения трудоемкости изготовления, наружный диаметр ярма выполняют большим внутреннего диаметра зубцовой зоны на величину, равную двойной толщине ленты, перед соединением ярма с зубцовой зоной ярмо нагревают до температуры поверхностного слоя 1200-1400° С, а соединение производят запрессовкой вовнутрь зубцовой зоны.
ВНИИПИЗаказ 2008/54
Тираж 631Подписное
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4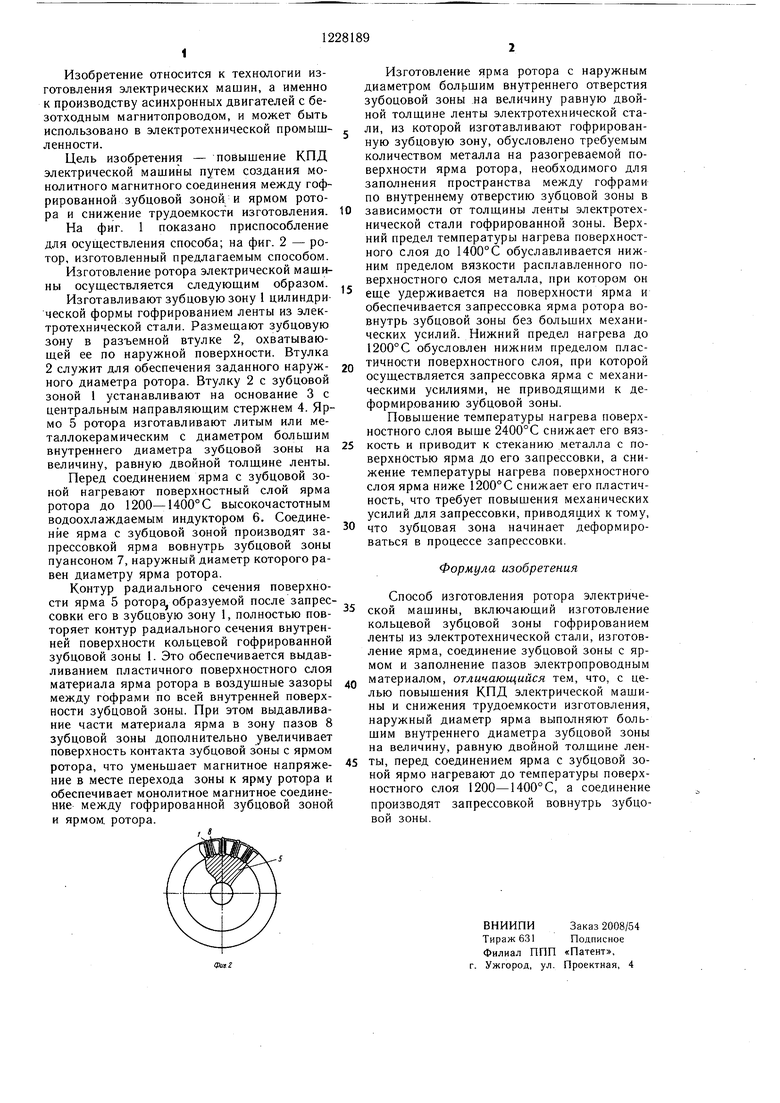
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1990 |
|
SU1810959A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Магнитопровод электрической машины | 1981 |
|
SU1137554A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Ротор асинхронной машины | 1982 |
|
SU1040567A1 |
| Способ изготовления ротора электрической машины с короткозамкнутой обмоткой | 1985 |
|
SU1394337A1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075350A1 |
| Способ изготовления ротора электрической машины | 1985 |
|
SU1339778A1 |
Изобретение относится к производству асинхронных двигателей с безотходным магнитопроводом. Способ изготовления ротора электрической машины состоит в том. что вначале изготавливают зубцовую зону 
| Ротор асинхронной машины | 1982 |
|
SU1040567A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
