w
ё

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода электрической машины | 1990 |
|
SU1815747A1 |
| Магнитодиэлектрическая композиция | 1990 |
|
SU1760565A1 |
| Устройство крепления обмотки в пазах магнитопровода электрической машины, магнитодиэлектрическая композиция для изготовления устройства и способ его изготовления | 1991 |
|
SU1814147A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU1001329A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Способ изготовления статора электрической машины | 1983 |
|
SU1157618A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1981 |
|
SU1077021A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
Использование: электротехника, технология электрических машин. Зубцовуюзону маЫитопровода изготавливают предварительно, а соединяют ее с ярмом в процессе изготовления последнего путем прессования из порошкового материала. При этом ярмо прессуют из магнитодиэлектрической композиции без связующего, содержащей 80-90 мас.% магнитомягкото материала, при давлении 10 т/см2. Способ позволяет снизить трудоёмкость изготовления и. улучшить качество магнитопроводов путем увеличения их плотности и магнитной индукции. 1 ил. 3 табл.
Изобретение относится к электромашиностроению, в частности, к способу изготовления магнитопровода электрических машин, преимущественно малой мощности, со сборными безотходными магнитопрово- дами и способам их изготовления.
Целью изобретения является уменьшение трудоемкости изготовления и расхода электротехнической стали и улучшения качества магнитопровода путем увеличения их плотности и магнитной индукции.
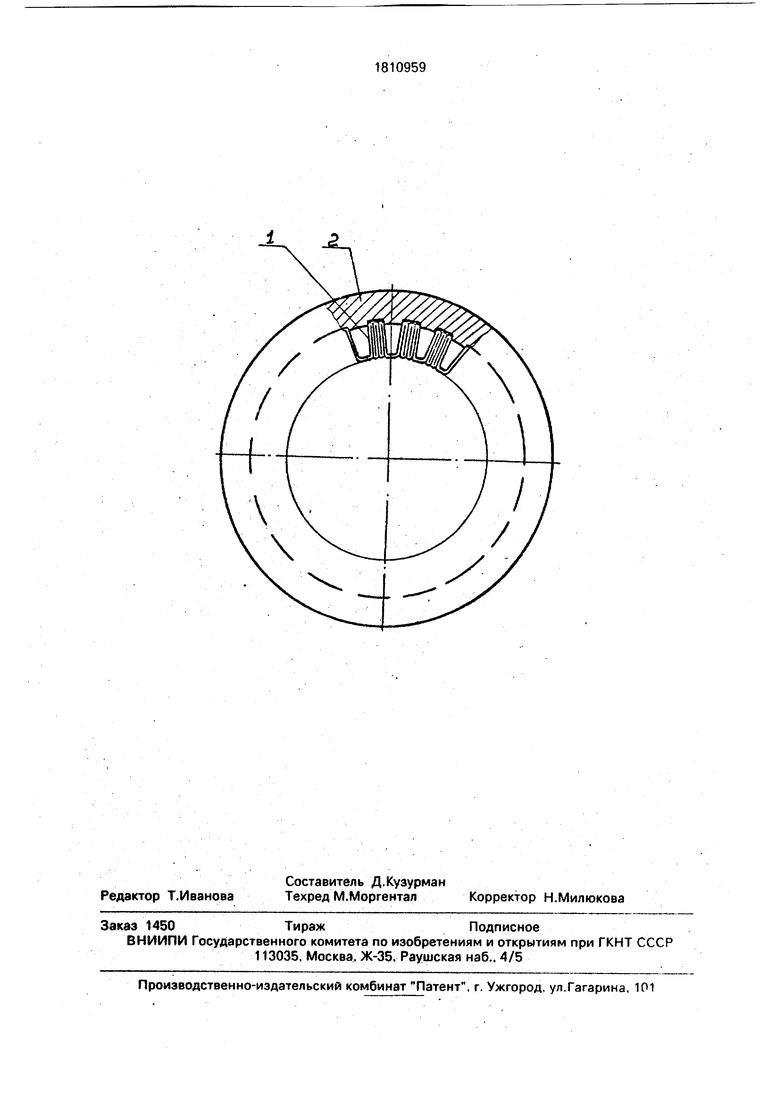
Чертеж иллюстрирует предлагаемый способ.
В табл. 1 приведены конкретные составы, в табл. 2 - зависимости плотности от давления, в табл. 3 - зависимости характеристик от давления;
Способ изготовления статора (ротора) электрической машины осуществляется следующим образом.
Формируют из ленты электротехнической стали заготовку зубцовой зоны, с зубцами и пазами путем гофрирования ленты в специальном приспособлении.
После гофрирования ленты заготовку зубцовой зоны изгибают в прессующем устройстве и сворачивают зубцовую зону в кольцо.
Далее заготовку зубцовой зоны в форме кольца устанавливают в пресс-форму и оп- рессовывают магнитодиэлектрическим ма- териалом. Давление при прессовании F-100 т/см2. На чертеже позиции 1 - гофрированная зубцовая зона, позиция 2- ярмо, спрессованное из магнитодиэлектрика.
Получают соединенную зубцовую зону с ярмом за одну операцию прессования.
По предлагаемому способу статор (ротор) электрической машины получают путем выполнения ярма прессованием из магнитодиэлектрика и запрессовки в него зубцовой зоны на глубину, обеспечивающую прочность.
со
о
ю
СП Ю
Использование предлагаемого способа получения магнитопровода электрической машины позволяет получить следующий технико-экономический эффект: улучшение качества магнитопровода путем увеличения их плотности и магнитной индукции; снижение расхода дефицитной электротехнической стали более чем на 20%.
Формула изобретения Способ изготовления магнитопровода электрической машины, согласно которому
0
выполняют зубцовую зону и соединяют ее с ярмом в процессе прессования его из порошкового материала, о тли чаю щ и и - с я тем, что, с целью уменьшения трудоемкости изготовления и расхода электротехнической стали и улучшения качества магнитопроводов путем увеличения их плотности и магнитной индукции, ярмо прессуют из магнитодиэлектрической композиции без связующего, содержащей 80-90 мас.% магнитомягкого материала, при давлении Ют/см2.
15
Таблица 1
Таблица 2
Т « б л и ц }
| Способ изготовления магнитопровода статора электрической машины | 1984 |
|
SU1247995A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
