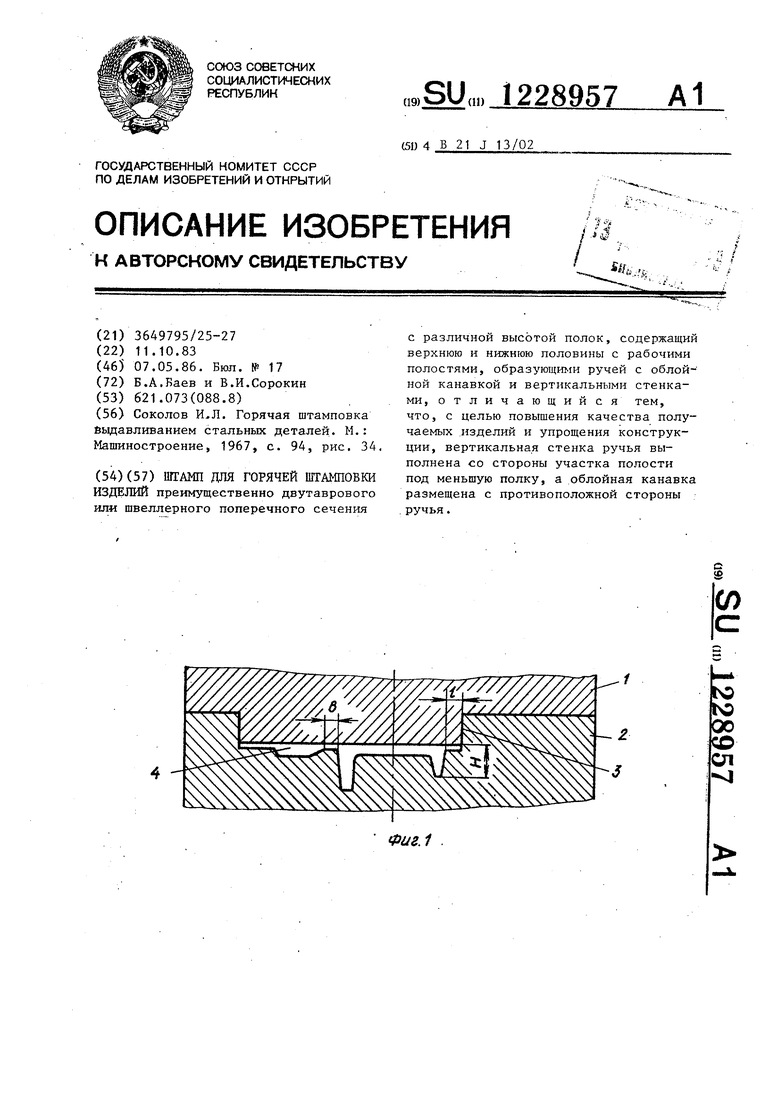
Изобретение относится к обработке металлов давлением, в частности нечно-штамловочному производству, и может быть использовано преимущест- венно для штамповки деталей двутаврового или швеллерного поперечного сечения с различной высотой полок.
Цель изобретения - повышение качества получаемых изделий и упрощени конструкции штампа.
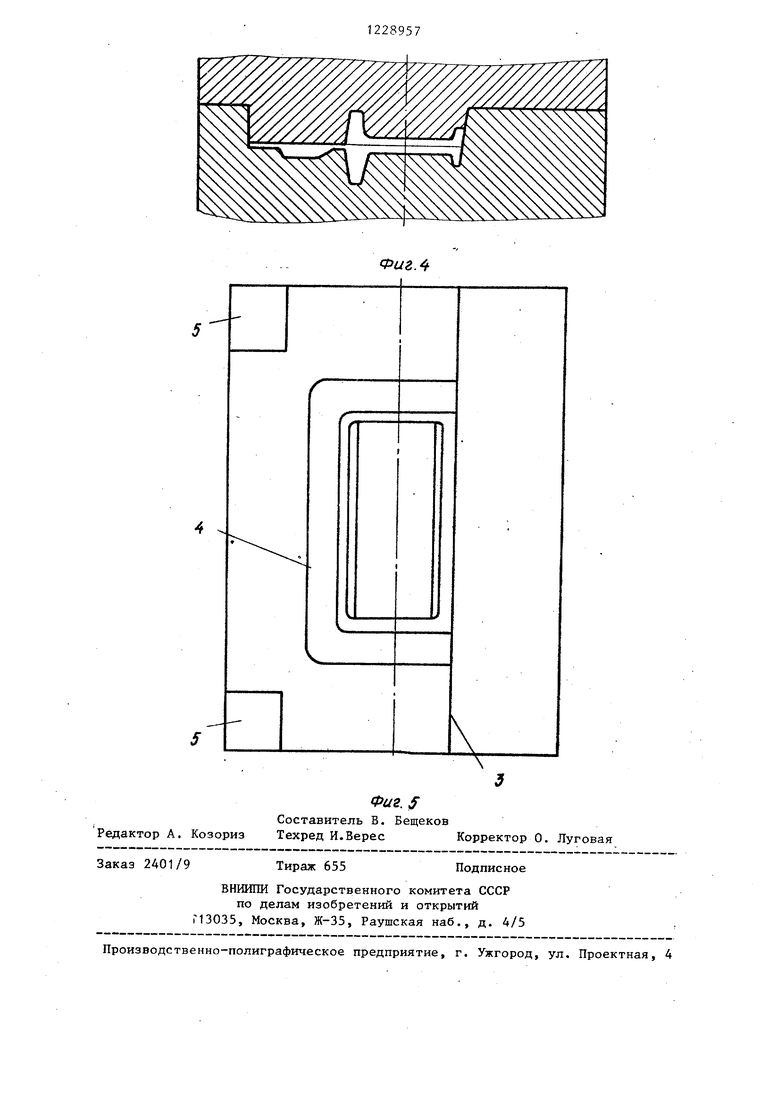
На фиг. 1 показан штамп для деталей швеллерного типа, поперечное сечение; на фиг. 2 - то же, вариант; на фиг. 3 - то же, для деталей типа двутавра; на фиг. 4 - то же, вариант; На фиг. 5 - нижняя половина штампа, вид сверху.
Штамп состоит из верхней 1 и HIIH- ней 2 половин, которые при смыкании образуют, полость ручья, ограниченную вертикальной стенкой 3, и облойную канавку 4. Половины 1 и ,2 фиксируются между собой с помощью контрзамг;а
5 (фиг. 5.
Штамп работает следующим образом. Нагретая исходная заготовка, например пруток, укладывается в ручей
нижней половины штампа, блтше к вертикальной стенке 3 (фиг. 1), примыкающей к контуру меньшей полки,.При опускании верхней половины штампа
обе половины штампа образуют ручей, закрытый для течения металла через полость меньшей полки. Для предотвращения смещения половин штампов вьтолнен контрзамок 5 (фиг. 5). После заполнеHiiH металлом полости под меньшую полку металл течет при дальнейшем опускании верхней половины штампа в по-. лость большей полки, оформляя ее, и
в облойную канавку А. После полного оформления детали со стороны большей полки и торцов детали образуется облой.
Таким образом, при штамповкз детали полость ручья оказывается замкнутой только со стороны меньшей пол- ки, поэтому для удаления отштампованной детали не требуется выталкиватель, так как со стороны большей полки и торцов ручей открыт.
Дефекты типа прострел в основа- ние меньшей полки на детали не образуются, так как течение металла через
меньшую полку отсутствует.
Фив. 2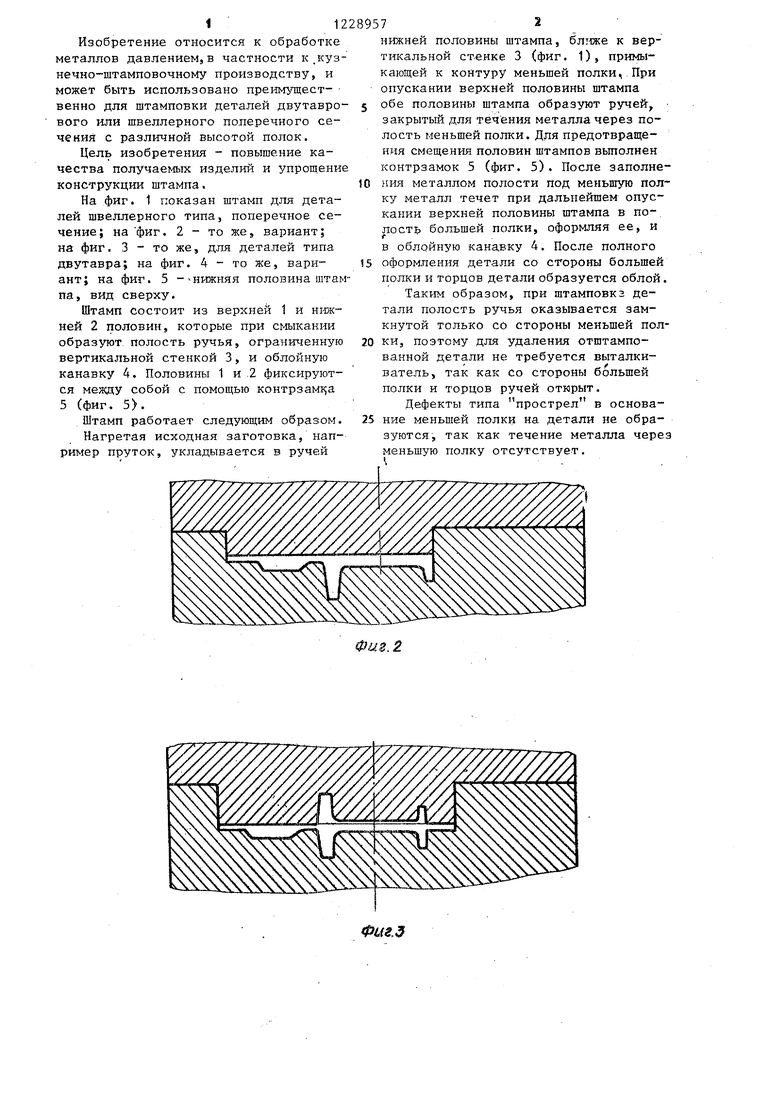
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей с изогнутой осью | 1988 |
|
SU1636107A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| Штамп для штамповки деталей | 1987 |
|
SU1503964A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Молотовой штамп для изготовления пустотелых поковок | 1980 |
|
SU940995A1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для горячей штамповки | 1984 |
|
SU1214300A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
Фиг.З
Редактор А. Козориз
Фиг.
Составитель В. Бещеков
Техред И.Верес Корректор 0. Луговая
Заказ 2401/9
Тираж 655
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий Г13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг А
Подписное
| Соколов И,Л | |||
| Горячая штамповка йьщавливанием стальных деталей | |||
| М.: Машиностроение, 1967, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
