Изобретение относится к1 области обработки металлов давлением, в частности к конструкции молотовых штампов.
Известен молотовой штамп, содержаш,ий верхнюю и нижнюю половин-ы с уклонами, образующими штамповочный ручей в виде кольцевой полости, увеличивающейся по площади 1В поперечном сечении в направлении верхней половины штампа 1.
Недостатком конструкции известного штампа является то, что при штамповке пустотелых поковок требуется большое количество ударов. Это вызывает ускоренный износ штампов.
Целью изобретения является повышение производительности и стойкости штампа и сокращение расхода металла. 1
Цель достигается тем, что в молотовом штампе для изготовления пустоггелых поковок, содержащем верхнюю и нижнюю половины с уклонами, образующими штамповочный ручей в (ВИде кольцевой полости, увеличивающейся в пояеречном сечении в направлении верхней половины штампа, штамповочный уклон в нижней половине штампа выполнен больше соответствующего уклона верхней половины на .1-2.
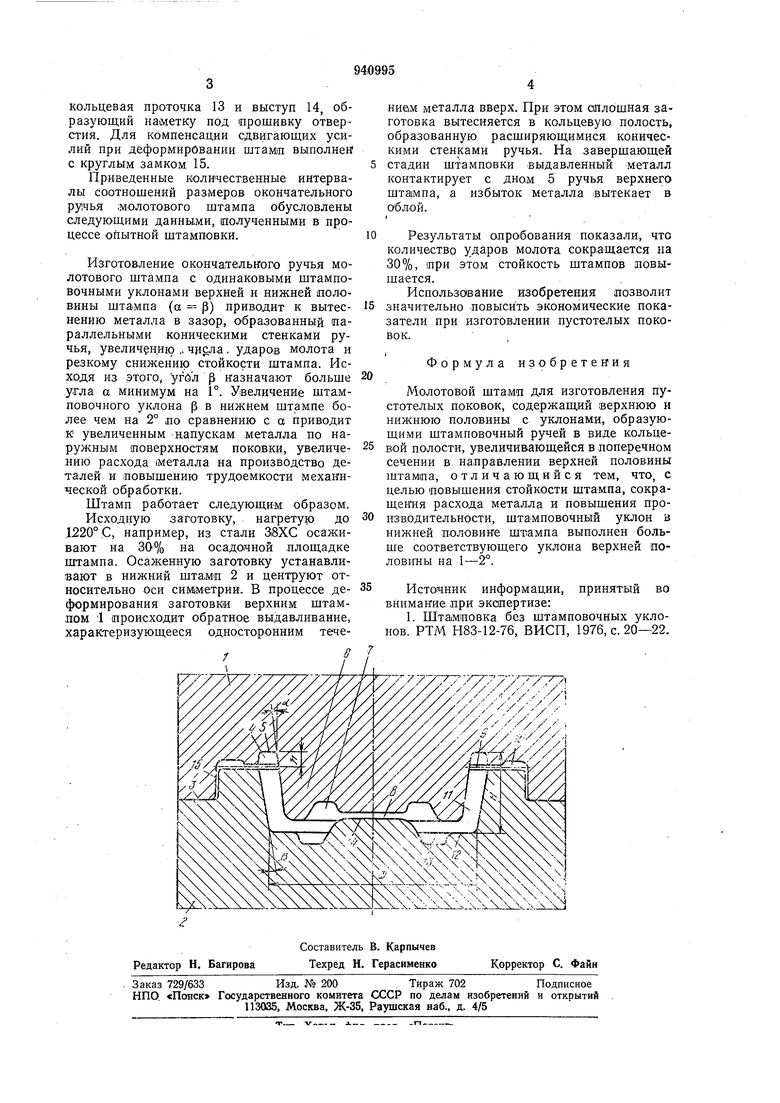
На чертеже изображен ручей молотового штампа для изготовления пустотелых поковок, поперечное сечение.
Штамп состоит из двух половин -
5 верхней 1 и нижней 2, контактирующих на завершающем этапе деформирования по плоскости разъема 3. Верхняя половина .1 штампа представляет собой кубик, в центральной части которого по оси выполнена глухая (полость 4 с дном 5 и выступающий знак 6, на торце которого предусмотрена кольцевая проточка 7 для оформления профиля поковки и выступов для формирования перемычки 8 под прошивку отверстия. Для свободного съама отштампованной заготовки по знаку 6, формирующему внутренюю полость поковки, предусмотрен штамповочный улон а, выполненный равным 6°. На расстоянии Л от
20 дна 5 верхнего штампа расположена поверхность разъема, по которой размещена облойная канавка 9. Для размещения избытка металла в верхнем штампе предусмотрен магазин 10. В нижней половине
25 штампа 2, в центральной его части, выполнена коническая проточка 11, образующая наружный контур поковки, стенки которой наклонены к вертикальной оси штампа под углам Р, равным 8°. По дну;
30 12 ручья нижнего щтампа вьшолнена
| название | год | авторы | номер документа |
|---|---|---|---|
| Молотовой штамп | 1983 |
|
SU1152698A1 |
| Штамп для объемной штамповки поковок с отростком и фланцем | 1982 |
|
SU1139555A1 |
| Молотовой штамп | 1974 |
|
SU490551A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| Молотовой штамп | 1982 |
|
SU1045991A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |
