(54) УСТАНОВКА ДЛЯ ГОРЯЧЕГО ЛУЖЕНИЯ ПЛОСКИХ ФЕРРОМАГНИТНЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для горячего лужения деталей | 1966 |
|
SU461981A1 |
| Устройство для нанесения покрытий | 1977 |
|
SU729276A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ | 1968 |
|
SU210603A1 |
| Автоматическое роторное устройство для лужения | 1978 |
|
SU703261A1 |
| Устройство для лужения | 1990 |
|
SU1743748A1 |
| Устройство для горячего лужения деталей | 1983 |
|
SU1177384A1 |
| Линия для подготовки микросхем к монтажу | 1981 |
|
SU1023687A1 |
| УСТРОЙСТВО для ЛУЖЕНИЯ ПАЗОВ и КАНАВОК МИКРОМОДУЛЬНЫХ ПЛАТ | 1967 |
|
SU195510A1 |
| Устройство для горячего лужения деталей | 1978 |
|
SU740424A1 |
| Устройство для подготовки выводов радиоэлементов к монтажу | 1972 |
|
SU441690A1 |
I
,, .
Изобретение относится к нанесению покрытий и касается установок для i горячего лужения деталей типа термо- , компенсационного диска корпуса транзистора.
Известны устйновки для горячего лужения деталей, содержащие ряд ванн, механизм передачи деталей из одной ванны в другую, а также устройство для удаления излишков припоя с детали, наличие которого улучшает качество наносимого покрытия fl.
Однако устройство для удаления излишков припоя с детали усложняет конструкцию. Кроме того, в известных установках происходит погружение в ванну лужения не только обрабатьюае- мой детали, но и отдельных элементов механизма передачи деталей из одной ванны в другую, что ведет к перерасходу припоя и загрязнению механизмов.
Наиболее близким к предлагаемому является устройство для лужения, содержащее вибробункер, ванны флюсонания И лужения, механизм подачи деталей из вибробункера в ванну флюсования и механизм передачи деталей из одной ванны в другую. Последний вьшолнен в виде ползуна, перемещающегося в направляющих под действием пружины сжатия и .кулачка. На ползуне шарнирно установлен сектор с плавающим захватом. Для удаления излишков припоя с детали установка имеет подtoпружиненный .двуплечий рычаг, который после выхода детали за зеркало припоя ударяет по сектору 2.
Основшйми недостатками данного устройства являются сложное конст15руктивное выполнение, необходимость погружения захвата в припой, а удаление излишков припоя с детали ударом не гарантирует равномерности покрытия.
иель изобретения - повышение качества лужения и упрощение конструкции.
Цель достигается тем, что установ jca для горячего лужения плоских ферромагнитных деталей, содержащая вибробункер ванны флюсования и лужения, механизм подачи деталей из вибробункера в ванну флюсования и механизм передачи деталей из одной ванны в другую, снабжена кареткой, установленной под ванной с возможностью возвратно-поступательного перемещения, а на каретке закреплена система электромагнитов, причем над каждой из ванн установлены неподвижные элекромагниты, связанные с системой элек ромагнитов механизмом управления. 1 Такое конструктивное выполнение установки позволяет сориентировать деталь в ванне лужения в вертикально положении вдрль силовых линий, что обеспечивает стекание излишков припоя с детали и получение равномерного покрытия.
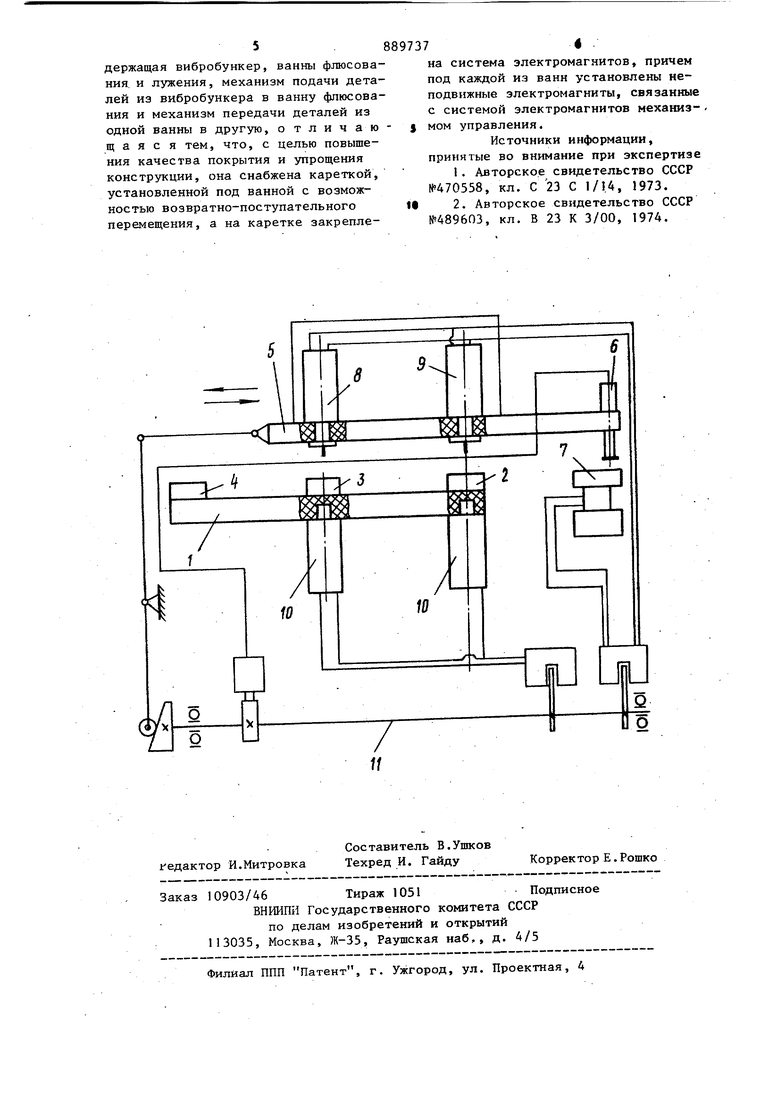
На. чертеже схематично изображена предложенная установка для покрытия плоских ферромагнитных деталей методом горячего лужения.
Установка содержит,плиту 1, на которой установлен ряд ванн 2, 3 и 4 флюсования, лужения и промывки соответственно. На каретке 5, установленной с возможностью возвратно-поступательного перемещения, закреплен механизм 6 подачи деталей из вибробункера 7 в канну 2 с флюсом. Механизм 6 выполнен в виде вакуумной присоски для пощтучной подачи деталей. Механизм передачи деталей из одной ванны в другую выполнен в виде системы электромагнитов и включает два электромагнита 8 и 9, установленные над ваннами 2 и 3 и закрепленные на каретке 5. Под ваннами 2 и 3 установлены неподвижные электромагниты 10, закрепленные на плите 1. Верхние и нижние электромагниты связаны между собой общей системой управления, а именно распределительным валом 11. Работа вибробункера 7, перемещение каретки 5, включение и отключение электромагнитов 8, 9 и 10 и вакуума производится по программе, заданной кулачковым распределительным валом 1.
В начале цикла каретка 5 находится в правом крайнем положении, и при включении вакуума присоска 6 захватывает деталь из вибробункера 7, в котором детали сориентированы в горизонтальном положении. При перемещении каретки 5 влево на шаг, равный расстоянию между ваннами, деталь устанавливается над ванной 2 с флюсом. При отключении вакуума включаются S нижние электромагниты 10, деталь погружается в ванну 2 и под действием силовых линий электромагнита 10 устанавливается в вертикальное положение. Каретка 5 возвращается в крайнее правое положение и присоска 6 берет следующую деталь-из вибробункера 7. Одновременно нижние электромагниты IО отклйэчаются и включаются верхние электромагниты В и 9. При
15 этом деталь в вертикальном положении из ванны 2 с флюсом притягивается верхним электромагнитом и удерживается им до передвижения каретки 5 в крайнее левое положение. Когда деталь 20 оказывается над ванной 3 лужения, верхние электромагниты отключаются, включаются нижние и деталь под дей|Ствием сил магнитного поля подается на дно ванны 3 с припоем, где облу25 живается. За счет того, что деталь при подъеме из ванны 3 находится в вертикальном положении, припой,стекает с ее поверхности, создавая ровное покрытие.
30 Далее цикл повторяется. Каретка 5 перемещается в правое крайнее положение за. очередной деталью, а деталь из ванны 3 притягивается верхним электромагнитом, переносится в крайнее левое положение и при отключении верхних электромагнитов погружается в ванну А с водой для промьюки. Таким образом за один цикл работы установки происходит облуживание одной ферромагнитной детали.
Предложенная установка может найти широкое применение для нанесения покрытий на плоские ферромагнитные детали методом горячего лужения. Установка проста по конструкции, надежна в работе, так как исключает окунание механизмов в ванны и обес- . печивает качественное покрытие деталей. При использовании в установке десяти потоков обработки деталей
достигается производительность 65007000 деталей в час. При этом условный годовой экономический эффект на предприятии составляет 8 тыс.руб.
.55 Формула изобретения
Установка для горячего лужения плоских ферромагнитных деталей, содержащая вибробункер, ванны флюсова ния. и лужения, механизм подачи дета лей из вибробункера в ванну флюсова ния и механизм передачи деталей из одной ванны в другую, о т л и ч а ю щ а я с я тем, что, с целью повышения качества покрытия и упрощения конструкции, она снабжена кареткой, установленной под ванной с возможностью возвратно-поступательного перемещения, а на каретке закрепле897374
на система электромагнитов, причем под каждой из ванн установлены неподвижные электромагниты, связанные с системой электромагнитов механизмом управления.
Источники информации, принятые во внимание при экспертизе
10 №489603, кл. В 23 К 3/00, 1974.
1
о±1.
О
ГЛ .1
W
ij
Q
О
