Изобретение относится к области сварки при нроизводстве электронных приборов, в частности к оборудованию для присоединения проволочных выводов различных полупроводниковых приборов и интегральных схем.
Цель изобретения - упропАение конструкции и повышение производительности сварки.
Поставленная цель достигается за счет уменьшения подвижной массы установки и быстродействия срабатывания пьезоэлемен- тов.
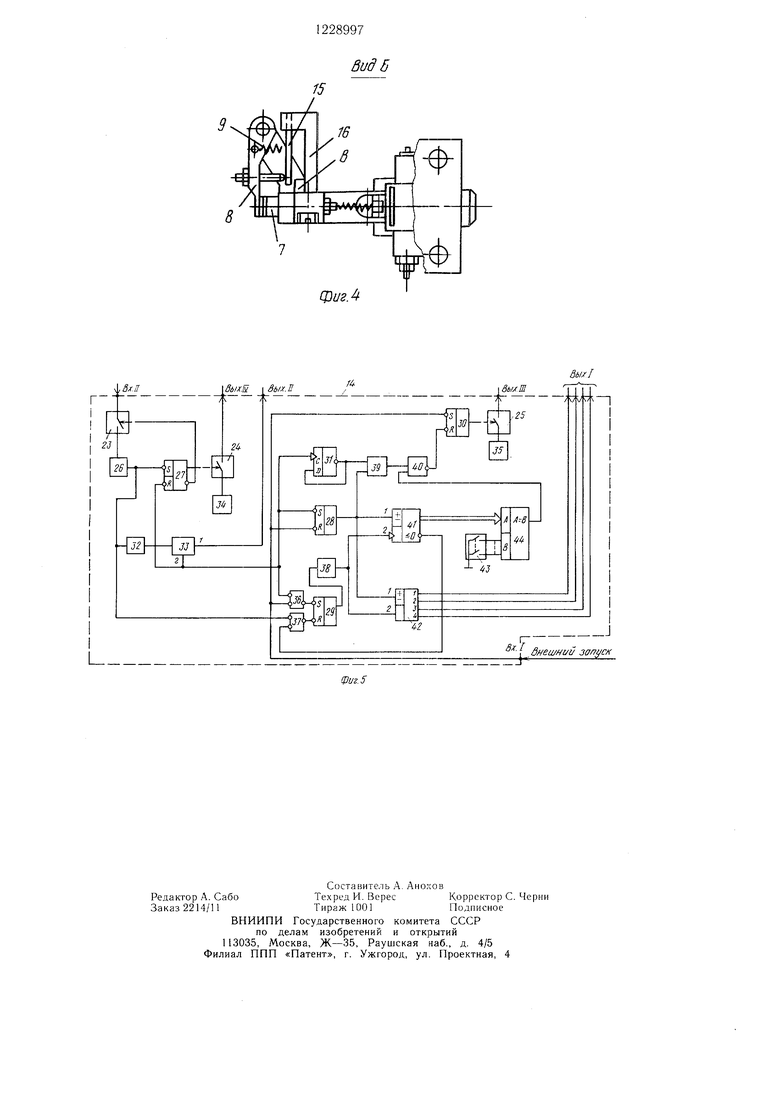
На фиг. 1 и 2 приведено устройство, общий вид; на фиг. 3 -- вид А на фиг. 2; на фиг. 4 - вид Б па фиг. 2; па ф)иг. 5 - структурная схема системы управления.
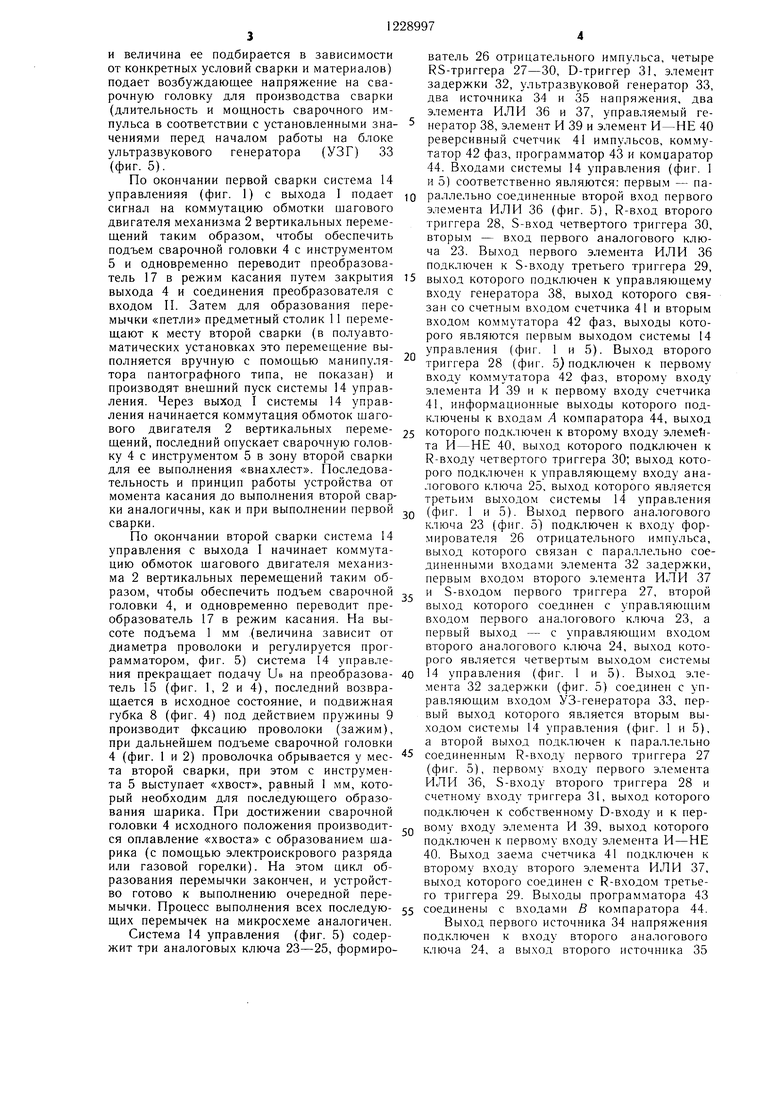
Устройство для ультразвуковой сварки (УЗ) содержит станину I, механизм вертикальных перемещений с приводом 2, корпус 3 сварочной головки, сварочную головку 4 с инструментом 5, закреплеппую в клем- мном зажиме 6, неподвижную губку 7, под- вижпую губку 8, пружину 9, катушку 10 для проволоки, предметный столик 11, упор 12 ограничения перемешения сварочной головки, рычаг 13, систему 14 управления, первый преобразователь 15, Г-образный кронштейн 16, второй преобразователь 17 и его Г-образный кронштейн 18, пружину 19, втулку 20, упругий эле.мепт 21, гайку 22, причем первый выход системы 14 управления подключеп к приводу 2 вертикальных перемещений сварочной головки 4, второй -- к сварочной головке 4, третий выход -к первому преобразователю 15, четвертый и второй выход - к второму преобразователю 17, а первый вход соединен с внегпней схемой, запуска устройства.
Упругий элемент 21 (фиг. 3) представ- ляет собой пруж11П1 ую проволоку диаметром 0.5-0,8 мм в зависимости от конструктивного испо,чпения, условий нагружения и акустических характеристик устройства.
Зазор L, равный 0,01-0,03 мм (зависит от диаметра привариваемой проволоки, зазор 0,01-----0,03 мм соответствует диаметрам 0,025-0,05мм) между преобразователем 17 (фиг. I и 2) и рычагом 13 устанавливается в исходном ио;1ожении путем переме пе- пия Г-образпого кронп1тейпа 18 отпосггге, 1ьпо корпуса 3 (папример, прокладками, не по- казапы).
Г-образпые кронп1тейны 16 и 18 вьпю; - нены с выступами В предназначенными для ограничения изгиба пьезоэлементов (преобразователей) 15 и 17 (макси.мально допусти- мый рабочий изгиб 0,3 мм) во избежание их поломки при пуско-паладочных работах. Ме- хапизм вертикальных перемеп;епий 2 выполнен в виде каретки с приводом на inaro- вом двигателе.
Устройство работает следуюп1,им образом.
Перед началом работы устанавливаются (подбираются) необходимые режимы первой и второй сварок, исходя из конкретных требований. Режимы первой и второй сварок пезависи.мы и регулируются: длительность сварки 5--50 мс, мощность 0,04-4 Вт, нагружение 0,2-2 Н (ориентировочно для приварки золотой проволоки диаметром 40 мкм длительность первой и второй сварки по 10 мс, .могцность по 0,5 Вт, нагружение соответствепно 0,8Н и 1,2 П). Затем заправляют проволоку, сматываемую с ка- туп1ки 10 (фиг. 3) в инструмент 5 (фиг. 1), и в наладочно.м режиме образуют шарик (электроискровым способом или с помощью (азовой горелки, не показано) на кончике проволоки, выступаюпхем из инструмента 5. Данное устройство .может быть использовапо как в полуавтоматических устаповках, так и в полностью автоматических, принцип действия при этом не изменяется.
Посл( нажатия кнопки «Пуск (внешний заг;уск, не показано) сигнал поступает на вход 1 системы 14 управления, по команде с выхода 1 (фиг. 1) привод механизма вертикальных перемещепий 2 опускает корпус 3 сварочной головки, а вместе с ним и сварочную головку 4 в зону первой сварки. Одновременно с ко.мандой на привод 2 вертикальных перемещепий с выхода И системы 14 управления подается напряжение UB па преобразователь 15 (фиг. 1 и 4), последний изгибается и, преодолевая усилие пружины 9 (фиг. 4), открывает губку 8, позво- .ляя при движении сварочной головки 4 (фиг, 1 и 2) с инструментом 5 вниз привариваемой проволочке свободно сматываться с катушки 10 (фиг. 3).
EI момент контакта инструмента 5 (фиг. 1 и 2) посредством выступающего из пего на Koinie привариваемой проволоки Ц1арика микросхемы (пе показаны) сварочная головка 4 начинает поворачиваться вокруг горизонтальной оси упругого элемента 21 (фиг. 3), при этом рычаг 13 (фиг. 1 и 2) открывается от упора 12 ограпичения перемещения, 1 ыбирает зазор L и вступает в коптакт с вторым преобразователем 17. Преобразователь 17 воспринимает усилие этого касания и на его электродах появляется напряжение L 1, которое поступает на вход П системы 14 управления (фиг. 1). Система 14 управ- .лепия фиксирует касание, переводит преоб- ра;-;оЕ атель 17 в режим нагружения путем отключения входа 11 и прекращает коммутацию об.моток Hjai OBOro двигателя механизма 2 вертикальных перемеп.1ений на выходе 1, а через выход IV на преобразователь 17 подает папряжение IJn, под действием которого гюследпий изгибается в обратном паправ,1ении, оказывая силовое давление на рычаг 13 и посредством сварочной юловки 4 с инструментом 5 - на привариваемую проволоку (шарик). Усилие на- груж;ения (давления) определяется величиной подаваемого папряжения на преобразователь и имеет линейную зависимость.
Одповременпо с эти.м через выход II системы 14 управления (фиг. 1) с определенной задержкой (задержка имеет регулировку
и величина ее подбирается в зависимости от конкретных условий сварки и материалов) подает возбуждающее напряжение на сварочную головку для производства сварки (длительность и мощность сварочного импульса Б соответствии с установленными значениями перед началом работы на блоке ультразвукового генератора (УЗГ) 33 (фиг. 5).
По окончании первой сварки система 14 управленияя (фиг. 1) с выхода I подает сигнал на коммутацию обмотки щагового двигателя механизма 2 вертикальных перемещений таким образом, чтобы обеспечить подъем сварочной головки 4 с инструментом 5 и одновременно переводит преобразоваватель 26 отрицательного импульса, четыре RS-триггера 27-30, D-триггер 31, элемент задержки 32, ультразвуковой генератор 33, два источника 34 и 35 напряжения, два элемента ИЛИ 36 и 37, управляемый ге5 нератор 38, элемент И 39 и элемент И-НЕ 40 реверсивный счетчик 41 импульсов, коммутатор 42 фаз, программатор 43 и компаратор 44. Входами системы 14 управления (фиг. I и 5) соответственно являются: первым - па10 раллельно соединенные второй вход первого элемента ИЛИ 36 (фиг. 5), R-вход второго триггера 28, S-вход четвертого триггера 30, вторым - вход первого аналогового ключа 23. Выход первого элемента ИЛИ 36
20
подключен к S-входу третьего триггера 29, тель 17 в режим касания путем закрытия 15 выход которого подключен к управляющему выхода 4 и соединения преобразователя с входу генератора 38, выход которого свя- входом II. Затем для образования перемычки «петли предметный столик 11 перемещают к месту второй сварки (в полуавтоматических установках это перемещение выполняется вручную с помощью манипулятора пантографного типа, не показан) и производят внещний пуск системы 14 управления. Через выход I системы 14 управления начинается коммутация обмоток щагового двигателя 2 вертикальных переме- js которого подключен к второму входу элеме - щений, последний опускает сварочную голов- та И-НЕ 40, выхоа которого подключен к ку 4 с инструментом 5 в зону второй сварки R-входу четвертого триггера 30; выход кото- для ее выполнения «внахлест. Последовательность и принцип работы устройства от момента касания до выполнения второй сварзан со счетным входом счетчика 41 и вторым входом коммутатора 42 фаз, выходы которого являются первым выходом системы 14 управления (фиг. 1 и 5). Выход второго триггера 28 (фиг. 5) подключен к первому входу коммутатора 42 фаз, второму входу элемента И 39 и к первому входу счетчика 41, информационные выходы которого подключены к входам А компаратора 44, выход
рого подключен к управляющему входу аналогового ключа 25, выход которого является третьим выходо 1 системы 14 управления
рого подключен к управляющему входу аналогового ключа 25, выход которого является третьим выходо 1 системы 14 управления
ки аналогичны, как и при выполнении первой (фиг. 1 и 5). Выход первого аналогового
сварки.
По окончании второй сварки система 14 управления с выхода I начинает коммутацию обмоток шагового двигателя механизма 2 вертикальных перемещений таким образом, чтобы обеспечить подъем сварочной . головки 4, и одновременно переводит преобразователь 17 в режим касания. На высоте подъема 1 мм .(величина зависит от диаметра проволоки и регулируется программатором, фиг. 5) система 14 управления прекращает подачу UB на преобразова- 40 тель 15 (фиг. 1, 2 и 4), последний возвращается в исходное состояние, и подвижная губка 8 (фиг. 4) под действием пружины 9 производит фксацию проволоки (зажим).
ключа 23 (фиг. 5) подключен к входу формирователя 26 отрицательного импульса, выход которого связан с параллельно соединенными входами элемента 32 задержки, первым входом второго элемента ИЛИ 37 и S-входом первого триггера 27, второй выход которого соединен с управляю цим входом первого аналогового ключа 23, а первый выход - с управляющим входом второго аналогового ключа 24, выход которого является четвертым выходом системы 14 управления (фиг. 1 и 5). Выход элемента 32 задержки (фиг. 5) соединен с управляющим входом УЗ-генератора 33, первый выход которого является вторым выходом системы 14 управления (фиг. 1 и 5), а второй выход подключен к параллельно
ключа 23 (фиг. 5) подключен к входу формирователя 26 отрицательного импульса, выход которого связан с параллельно сое диненными входами элемента 32 задержки, первым входом второго элемента ИЛИ 37 и S-входом первого триггера 27, второй выход которого соединен с управляю цим входом первого аналогового ключа 23, а первый выход - с управляющим входом второго аналогового ключа 24, выход которого является четвертым выходом системы 14 управления (фиг. 1 и 5). Выход элемента 32 задержки (фиг. 5) соединен с управляющим входом УЗ-генератора 33, первый выход которого является вторым выходом системы 14 управления (фиг. 1 и 5), а второй выход подключен к параллельно
при дальнейшем подъеме сварочной головки
4 (фиг. 1 и 2) проволочка обрывается у мес- соединенным R-входу первого триггера 27 та второй сварки, при этом с инструмен- (фиг. 5), первому входу первого элемента та 5 выступает «хвост, равный 1 мм, кото- ИЛИ 36, S-входу второго триггера 28 и рый необходим для последующего образования щарика. При достижении сварочной
головки 4 исходного положения производит- вому входу элемента И 39, выход которого ся оплавление «хвоста с образованием ща- подключен к первому входу элемента И-НЕ рика (с помощью электроискрового разряда или газовой горелки). На этом цикл образования перемычки закончен, и устройство готово к выполнению очередной перемычки. Процесс выполнения всех последую- 55 соединены с входами В компаратора 44. щих перемычек на микросхеме аналогичен.Выход первого источника 34 напряжения
Система 14 управления (фиг. 5) содер- подключен к входу второго аналогового жит три аналоговых ключа 23-25, формиро- ключа 24, а выход второго источника 35
счетному входу триггера 31, выход которого подключен к собственному D-входу и к пер40. Выход заема счетчика 41 подключен к второму входу второго элемента ИЛИ 37, выход которого соединен с R-входом третьего триггера 29. Выходы программатора 43
ватель 26 отрицательного импульса, четыре RS-триггера 27-30, D-триггер 31, элемент задержки 32, ультразвуковой генератор 33, два источника 34 и 35 напряжения, два элемента ИЛИ 36 и 37, управляемый генератор 38, элемент И 39 и элемент И-НЕ 40 реверсивный счетчик 41 импульсов, коммутатор 42 фаз, программатор 43 и компаратор 44. Входами системы 14 управления (фиг. I и 5) соответственно являются: первым - параллельно соединенные второй вход первого элемента ИЛИ 36 (фиг. 5), R-вход второго триггера 28, S-вход четвертого триггера 30, вторым - вход первого аналогового ключа 23. Выход первого элемента ИЛИ 36
подключен к S-входу третьего триггера 29, выход которого подключен к управляющему входу генератора 38, выход которого свя- которого подключен к второму входу элеме - та И-НЕ 40, выхоа которого подключен к R-входу четвертого триггера 30; выход кото-
зан со счетным входом счетчика 41 и вторым входом коммутатора 42 фаз, выходы которого являются первым выходом системы 14 управления (фиг. 1 и 5). Выход второго триггера 28 (фиг. 5) подключен к первому входу коммутатора 42 фаз, второму входу элемента И 39 и к первому входу счетчика 41, информационные выходы которого подключены к входам А компаратора 44, выход
подключен к S-входу третьего триггера 29, выход которого подключен к управляющему входу генератора 38, выход которого свя- которого подключен к второму входу элеме - та И-НЕ 40, выхоа которого подключен к R-входу четвертого триггера 30; выход кото-
рого подключен к управляющему входу аналогового ключа 25, выход которого является третьим выходо 1 системы 14 управления
(фиг. 1 и 5). Выход первого аналогового
(фиг. 1 и 5). Выход первого аналогового
ключа 23 (фиг. 5) подключен к входу формирователя 26 отрицательного импульса, выход которого связан с параллельно соединенными входами элемента 32 задержки, первым входом второго элемента ИЛИ 37 и S-входом первого триггера 27, второй выход которого соединен с управляю цим входом первого аналогового ключа 23, а первый выход - с управляющим входом второго аналогового ключа 24, выход которого является четвертым выходом системы 14 управления (фиг. 1 и 5). Выход элемента 32 задержки (фиг. 5) соединен с управляющим входом УЗ-генератора 33, первый выход которого является вторым выходом системы 14 управления (фиг. 1 и 5), а второй выход подключен к параллельно
соединенным R-входу первого триггера 27 (фиг. 5), первому входу первого элемента ИЛИ 36, S-входу второго триггера 28 и
соединенным R-входу первого триггера 27 (фиг. 5), первому входу первого элемента ИЛИ 36, S-входу второго триггера 28 и
вому входу элемента И 39, выход которого подключен к первому входу элемента И-НЕ соединены с входами В компаратора 44. Выход первого источника 34 напряжения
счетному входу триггера 31, выход которого подключен к собственному D-входу и к пер вому входу элемента И 39, выход которого подключен к первому входу элемента И-НЕ соединены с входами В компаратора 44. Выход первого источника 34 напряжения
40. Выход заема счетчика 41 подключен к второму входу второго элемента ИЛИ 37, выход которого соединен с R-входом третьего триггера 29. Выходы программатора 43
к входу третьего
напряжения подключен аналогового ключа 25.
Система управления работает следующим образом.
На первый вход системы управления поступает импульс внешнего запуска, который через первый элемент ИЛИ 36 (фиг. 5) устанавливает на выходе третьего триггера 29 состояние логической «1, которая поступает на управляющий вход генератора 38, который, в свою очередь, начинает генерировать импульсы для работы коммутатора 42 фаз и источника 41 импульсов.
Коммутатор 42 фаз может коммутировать свои выходы в последовательности 1-2-3-4-1 -..., либо в последовательности 4-3-2-1-4-..., в зависимости от состояния на первом входе коммутатора 42 фаз. В данном случае на первом входе коммутатора 42 фаз будет состояние логического «О, поступающее с выхода второго триггера 28, установленного в состояние ло- 20 гического «О импульсом внешнего запуска, и коммутатор 42 фаз будет коммутировать свои выходы в последовательности 1-2- 3-4-1.... Этот же логический «О, поступая на первый вход счетчика 41, устанавливает в счетчике 41 режим суммирования и с при- 25 ходом каждого импульса с генератора 38 на счетный вход счетчика 41 выходной код счетчика 41 увеличивается на единицу. Тот же импульс внешнего запуска с первого входа системы 14 управления устанавливает четвертый триггер 30 в состояние логической 30 единицы, которая, поступив на управляющий вход третьего аналогового ключа 25, разрешает прохождение напряжения с второго источника 35 напряжения через третий аналоговый ключ 25 на третий выход системы
элемент 38 задержки, поступает на управляющий вход УЗ-генератора 33, что вызывает появление УЗ-колебаний на первом выходе УЗ-генератора 33 и соответственно на втором выходе системы 14 управления
(фиг. 1 и 5). По истечении времени, определяемого устройством самого УЗ-генератора 33 (фиг. 5), на первом выходе УЗ-генератора и соответственно на втором выходе системы 4 управления, прекращается про10 цесс возбуждения УЗ-колебаний. УЗ-генера- тор 33 (фиг. 5) переключается для работы во втором режиме (т.е. с другими параметрами возбуждения УЗ-колебаний и другим временем их продолжительности, установленными перед началом работы), а на вто15 ром выходе УЗ-генератора 33 вырабатывается отрицательный импульс, который, поступив на R-вход первого триггера 27, устанавливает тем самым на первом выходе первого триггера 27 состояние логического «О., а на втором выходе - состояние логической «1, что соответственно приводит к открыванию первого аналогового ключа 23 и закрыванию второго аналогового ключа 24, тем самым давая возможность поступлению напряжения с второго входа системы 14 управления через первый аналоговый ключ 23 на формирователь 26 (фиг. 5) и соответственно снимая напряжение на четвертом выходе системы 14 управления, которое поступает с первого источника 34 напряжения через второй аналоговый ключ 24. Этот же импульс с второго выхода УЗ-генератора 33, поступив через первый элемент ИЛИ 36 на S-вход третьего триггера 29, устанавливает на его выходе состояние логической «1, которая, поступив на управляющий вход генератора 38, разрешает
14 управления. При поступлении напряже- 35 его работу, генератор 38 начинает генери40
ния на второй вход системы 14 управления оно, пройдя через первый открытый аналоговый ключ 23, запустит формирователь 26, который выработает отрицательный импульс, который, поступив на S-вход первого триггера 27, устанавливает на первом выходе первого триггера 27 состояние логической единицы, а на втором выходе - состояние логического нуля, которое соответственно, поступив на управляющий вход первого аналогового ключа 23, закрывает на его, и на управляющий вход второго аналогового ключа 24, открывает его и тем самым разрешает прохождение напряжения с первого источника 34 напряжения через второй аналоговый ключ 24 на четвертый выход
ровать импульсы, которые поступают на счетные входы счетчика 41 и коммутатора 42 фаз, причем теперь коммутатор 42 ком:мутирует свои выходы в последовательности «4-3--2-1-4..., а счетчик 41 работает в режиме вычитания, с приходо.м каждого импульса уменьшая выходной код на единицу, так как тот же импульс с второго выхода УЗ-генератора 33, поступив на S-вход второго триггера 28, устанавливает его выходе состояние логической «1, которая поступает на первые входы счетчика 41 и коммутатора 42 фаз. Кроме того, тот же импульс со второго выхода УЗ-генератора 33, поступив на счетный вход D-триг- гера 31, устанавливает на его выходе состоясистемы 14 управления. Этот же отрицатель- jo ние логического «О. По мере работы счетный импульс с выхода формирователя 26, поступая через первый вход второго элемента ИЛИ 37 на R-вход третьего триггера 29, перебрасывает третий триггер 29 в состояние логического нуля, останавливая тем самым рабочика 41 импульсов код на его выходе уменьшается до нуля, после чего на выходе «за- ема счетчика 41 вырабатывается отрицательный импульс, который, поступив через второй элемент ИЛИ 37 на R-вход третьего
ту генератора 38, а следовательно, и ра-55 триггера 29, устанавливает на его выходе
боту счетчика 41 и коммутатора 42 фаз.состояние логического «О, тем са.мым остаКроме того, тот же отрицательный им пульсновив работу генератора 38 и соответственс выхода формирователя 26, пройдя черезпо счетчика 4 и коммутатора фаз 42. Ра
элемент 38 задержки, поступает на управляющий вход УЗ-генератора 33, что вызывает появление УЗ-колебаний на первом выходе УЗ-генератора 33 и соответственно на втором выходе системы 14 управления
(фиг. 1 и 5). По истечении времени, определяемого устройством самого УЗ-генератора 33 (фиг. 5), на первом выходе УЗ-генератора и соответственно на втором выходе системы 4 управления, прекращается процесс возбуждения УЗ-колебаний. УЗ-генера- тор 33 (фиг. 5) переключается для работы во втором режиме (т.е. с другими параметрами возбуждения УЗ-колебаний и другим временем их продолжительности, установленными перед началом работы), а на втором выходе УЗ-генератора 33 вырабатывается отрицательный импульс, который, поступив на R-вход первого триггера 27, устанавливает тем самым на первом выходе первого триггера 27 состояние логического «О., а на втором выходе - состояние логической «1, что соответственно приводит к открыванию первого аналогового ключа 23 и закрыванию второго аналогового ключа 24, тем самым давая возможность поступлению напряжения с второго входа системы 14 управления через первый аналоговый ключ 23 на формирователь 26 (фиг. 5) и соответственно снимая напряжение на четвертом выходе системы 14 управления, которое поступает с первого источника 34 напряжения через второй аналоговый ключ 24. Этот же импульс с второго выхода УЗ-генератора 33, поступив через первый элемент ИЛИ 36 на S-вход третьего триггера 29, устанавливает на его выходе состояние логической «1, которая, поступив на управляющий вход генератора 38, разрешает
его работу, генератор 38 начинает генери
на
ровать импульсы, которые поступают на счетные входы счетчика 41 и коммутатора 42 фаз, причем теперь коммутатор 42 ком:мутирует свои выходы в последовательности «4-3--2-1-4..., а счетчик 41 работает в режиме вычитания, с приходо.м каждого импульса уменьшая выходной код на единицу, так как тот же импульс с второго выхода УЗ-генератора 33, поступив на S-вход второго триггера 28, устанавливает его выходе состояние логической «1, которая поступает на первые входы счетчика 41 и коммутатора 42 фаз. Кроме того, тот же импульс со второго выхода УЗ-генератора 33, поступив на счетный вход D-триг- гера 31, устанавливает на его выходе состояние логического «О. По мере работы счетние логического «О. По мере работы счетчика 41 импульсов код на его выходе уменьшается до нуля, после чего на выходе «за- ема счетчика 41 вырабатывается отрицательный импульс, который, поступив через второй элемент ИЛИ 37 на R-вход третьего
триггера 29, устанавливает на его выходе
бота системы 14 управления (фиг. 1) после прихода второго импульса внешнего запуска на первый вход системы 14 управления полностью аналогична описанному за исключением следующего. После прихода импульса с второго выхода УЗ-генератора 33, триггер 31 устанавливается теперь в состояние логической «1, которая поступает на первый вход элемента И 39, на втором входе которого также присутствует логическая единица с
также жесткая без люфта подвеска сварочной головки на упругом элементе, позволяют производить безинерционное нагружение с большой скоростью без возникновения при касании инструментом объекта сварки вредных колебаний, что в конечном счете позволяет повысить производительность в два и более раза.
Конструкция устройства значительно проше известной, в ней упрош,ена конструкция
выхода второго триггера 28 и, следователь- подвеса сварочной головки, исключены электно, на выходе элемента И 39 также логичес-ромеханический датчик касания, пружиннокая «1. По мере работы счетчика 41 кодрычажная система дополнительного нагруна его выходе и соответственно код на вхо-жения с приводом. Уменьшена подвижная
дах А компаратора 44 сравняется с кодом,масса, что так же, как и в быстродейнабранным на программаторе 43, после чегоствие срабатывания преобразователей, спона выходе компаратора 44 появляется логи- 5 собствуют повышению производительности.
ческая «1, которая через элемент И-НЕ 40 поступает на R-вход четвертого триггера 30 и устанавливает на его выходе состояние логического «О, которое, поступив на управляюш,ий вход третьего аналогового ключа 25, закрывает его, прекратив тем самым поступление напряжения с второго источника 25 напряжения через третий аналоговый ключ 25 на третий выход системы управления.
20
Выполнение устройства таким образом, что ось качания сварочной головки (ось упругого элемента, жестко закрепленного на клеммном зажиме) и рабочая поверхность инструмента лежат в одной плоскости, исключает вредные перемещения «ползания инструмента на сварке, что может иметь место особенно при разварке толстых проволочек, когда после фиксации момента касания делается несколько дополнительных
Таким образом, применение двух преоб- 25 ™ °™ Р щения
-- - (О Q Unu n/ п n О VI
разователей, консольно закрепленных в Г-об- разных кронштейнах, одного - в качестве привода зажимных губок, второго - фиксируршего, касание сварочного инструмента и осуществляющего его нагружения, а
сварочной головки.
Длина рычага, установленного на клеммном зажиме с обеспечивает наибольший коэффициент полезного действия ультразвуковой системы.
также жесткая без люфта подвеска сварочной головки на упругом элементе, позволяют производить безинерционное нагружение с большой скоростью без возникновения при касании инструментом объекта сварки вредных колебаний, что в конечном счете позволяет повысить производительность в два и более раза.
Конструкция устройства значительно прособствуют повышению производительности.
Выполнение устройства таким образом, что ось качания сварочной головки (ось упругого элемента, жестко закрепленного на клеммном зажиме) и рабочая поверхность инструмента лежат в одной плоскости, исключает вредные перемещения «ползания инструмента на сварке, что может иметь место особенно при разварке толстых проволочек, когда после фиксации момента касания делается несколько дополнительных
™ °™ Р щения
(О Q Unu n/ п n О VI
сварочной головки.
Длина рычага, установленного на клеммном зажиме с обеспечивает наибольший коэффициент полезного действия ультразвуковой системы.
Sf/
ЦЗиг.З
фиг А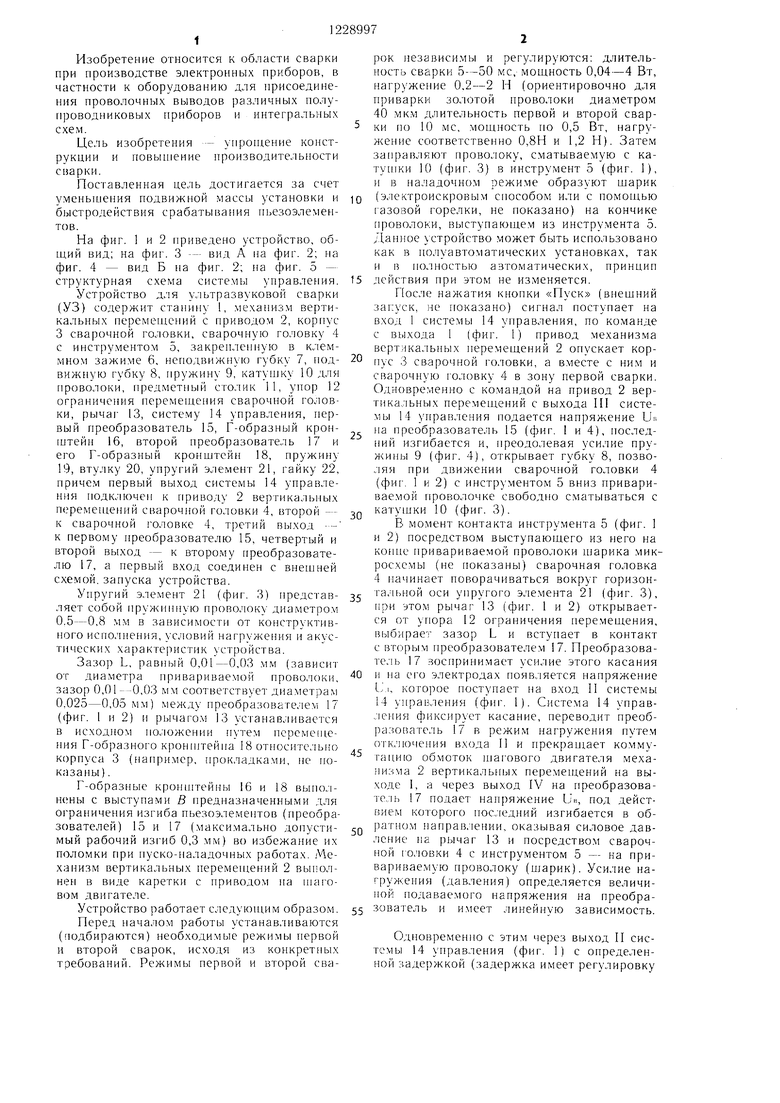
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ультразвуковой сварки | 1986 |
|
SU1391831A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1815083A1 |
| Установка для микросварки | 1991 |
|
SU1834770A3 |
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| Устройство для сварки давлением | 1988 |
|
SU1611646A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |

-{s//eu/f/i/t/ jff/7t/c/f
| Патент США № 4340166, кл | |||
| , 1982. |
