источника АО напряжения подключен к входу аналогового ключг 39,
Устройство работает следующим образом.
После подачи команды Пуск сигнал внешнего запуска поступает на первый вход блока 13 управления. Последний начинает коммутировать обмотки шагового привода 6, который, взаимодействуй с механизмом 5 вертикальных перемещений сварочной головки, перемещает сварочную головку 1 вниз в позицию первой сварки. ОдноПоследующий цикл работы устройства до момента окончания образования соединения на позиции второй сяарки (сварки на траверсе мшсросхемы) происходит аналогично описанному с той разнице, что при подаче команды
временно.на конце проволоки, выступа- ,5 Пуск на опускание сварочной головющем из сварочного инструмента А, с помощью газовой горелки или электроискровым способом образуется оплавленный шарик (не показано) При зтом зажимные губки 9 расжаты электромагнитным приводом 10, на который приходит сигнал с второго выхода блока 13 управления, и при движении сварочной головки 1 проволока свободно сматывается с катушки 11.
В момент контакта инструмента 4 с выступающим из него щариком с контактной площадкой микросхемы подпружиненный рьиаг 3 начинает перемещаться относительно корпуса 2, при этом постоянньй магнит 8 удаляется от преобразователя 7 Холла, в результате чего сигнал от преобразователя 7 Холла начинает убьшать. Указанный сигнал усиливается усилителем 15 и поступает на фильтр 16 высоких частот, который обрезает постоянную составляющую сигнала от преобразова- теля 7 Холла. Преобразованный таким образом сигнал поступает на первый вход компаратора 18, на второй вход которого приходит сигнал с выхода делителя 19 напряжения, равный по величине сигналу с выхода фильтра 16 высоких частот при перемещении сварочной головки 1 на 5-10 шагов, необходимьрс для создания сварочной нагрузки на подпружиненном рычаге 3, В момент равенства сигналов на обоих входах компаратора 17 последний срабатывает и через блок 13 управления останавливает шаговый привод на время образования сварного соединения, задаваемое б.локом 13 управления, после чего шаговый привод 6 запускается вновь, перемещая сварочную головку 1 в Исходное состояние. После прихода сварочной головки 1 в исходное состоя20
ки 1 в позицию второй сварки а1шзв - ленный шарик не образуется. С учетом этого, в дальнейшем описаца работа устройства после окончания процесса образования второй сварки
После окончани.г процесса второй сварки блок 13 управления подает сигнал на шаговый привод 6 на подъем сварочной головки 1 в исходное состо- 25 лние. Одновременно третий вход блока 13 управления, которьш до этого време ни был заблокирован внутренней схемой запрета, разблокируется и с этого момента переключение второго 30 компаратора 18 повлечет за собой переключение блока 13 управления., Б про цессе подъема сваро-чной головки I па« ремещается и постоянный магнит 8 относительно преобразователя 7 Холла 22 на величину, разности расстояния, которые прошел постоянный магнит 8 относительно преобразователя 7 Холла при создании на подпр жн- ненном рычаге 3 сварочной нагруз- 40 ки, и величины, пройденной постоянным магнитом 8 относительно преобразователя 7 Холла при деформации проволоки на второй сварке. При зтом сигнал от преобразователя 7 Холла уве- 45 личнвается и в момент, когда свароч- ный инструмент А отрывается от траверсы интегральной схемы, принимает постоянную величину, так как подпр жи- ненный рычаг 3 в дальнейшем будет за- 50 фиксирован относительно корпуса 2 сварочной головки 1. При зтом в момент отрьша сигнал на первом входе второго компаратора 18 снизится до нуля и превысит сигнал, присутствую- 55 щий на его втором входе, который задается вторым делителем I9 напряжения равным величине изменения сигнала на выходе фильтра 16 высоких частот при перемещении сварочной голов
6
0
ние оператор перемещает предмегньй стопин 12 к месту второй сварки и повторно подает коман,цу Пуск иа первый вход блока 3 упрявлек :гя2 запуская тем самым шаговый прнзод б иа опускгние сварочной головки в позицию второй сварки.
Последующий цикл работы устройства до момента окончания образования соединения на позиции второй сяарки (сварки на траверсе мшсросхемы) происходит аналогично описанному с той разнице, что при подаче команды
5 Пуск на опускание сварочной голов0
ки 1 в позицию второй сварки а1шзв - ленный шарик не образуется. С учетом этого, в дальнейшем описаца работа устройства после окончания процесса образования второй сварки
После окончани.г процесса второй сварки блок 13 управления подает сигнал на шаговый привод 6 на подъем сварочной головки 1 в исходное состо- 5 лние. Одновременно третий вход блока 13 управления, которьш до этого времени был заблокирован внутренней схемой запрета, разблокируется и с этого момента переключение второго 0 компаратора 18 повлечет за собой переключение блока 13 управления., Б процессе подъема сваро-чной головки I па« ремещается и постоянный магнит 8 относительно преобразователя 7 Холла 2 на величину, разности расстояния, которые прошел постоянный магнит 8 относительно преобразователя 7 Холла при создании на подпр жн- ненном рычаге 3 сварочной нагруз- 0 ки, и величины, пройденной постоянным магнитом 8 относительно преобразователя 7 Холла при деформации проволоки на второй сварке. При зтом сигнал от преобразователя 7 Холла уве- 5 личнвается и в момент, когда свароч- ный инструмент А отрывается от траверсы интегральной схемы, принимает постоянную величину, так как подпр жи- ненный рычаг 3 в дальнейшем будет за- 0 фиксирован относительно корпуса 2 сварочной головки 1. При зтом в момент отрьша сигнал на первом входе второго компаратора 18 снизится до нуля и превысит сигнал, присутствую- 5 щий на его втором входе, который задается вторым делителем I9 напряжения равным величине изменения сигнала на выходе фильтра 16 высоких частот при перемещении сварочной головки i на одкь чгаг, .то вызовет переклю 4f He второго компя.уатора 18, кото- j . A по третьему входу блока 13 управлени запускает счетное устрой- ство ПХ последующем перемещении . сваро : ай головки I вверх счетное уст Х йство начинает отсчитывать число шяго ., пройденных сварочной головкой 1. При перемещении сварочной головки 1 на расстояние uJi определяющее оптимальную длину проволоки под сварочным инструментом для обра эованйя шарика, где п - количество шагов, запрограммированное в счетном устройстве блока 13 управления; Ah - перемещение сварочной головки 1 на один шаг, счетное устройство блока .13 управления отсчитьгоает заданное количество шагов (п) и на втором выходе блока 13 управления появляется сигнал, который включает привод 10 зажимных губок 9, Зажимные губки 9 сраба.тьшают и фиксируют проволоку При дальнейшем подъеме сварочной головки 1 проволока обрьтается у места второй сварки и длина проволоки под инструментом 4 строго фиксируется величиной перемещения сварочной головки 1 от момента отрьша инструмента 4 от места второй сварки до момента окончания работы счетного устройства блока 13 управления.
Блок 13 управления работает следующим образом.
На первый вход блока 13 управления поступает импульс внешнего запуска, который через элементы 29 ИЛИ () устанавливает на выходе триггера 26 состояние логической 1, Последняя поступс ет на управляющий вход генератора 31, который начинает генерировать ш пульсы для работы коммутатора 38 физ и счетчика 36 импульсов , Коммутатор 38 фаз может коммутировать свои выходы в последовательности 1-2-3-4-1 (сварочная головка 1 поднимается) либо в последовательности 4-3-2-1-4,,. (сварочная головка 1 опускается) в зависимости от состояния на первом входе коммутатора 38 фаз, В данном случае на первом входе коммутатора 38 фаз - сигна логического О, который поступает с выхода триггера 25, установленного в состояние логического О импульсом внешнего запуска. Коммутатор 38 фаз коммутирует свои выходы в последовательности 1-2-3-4-1.,., Этот же
0
0
0
5
сигнал логического О, поступая на первый вход сче;тчика 36, устанавливает его в режим суммирования, С приходом каждого импульса с генератора 31 на счетный БХОД счетчика 36 выходной код счетчика 36 увеличивается на единицу (сварочная головка 1 опускается), Тот же импульс анешнего запуска с первого входа блока 13 управления устанавливает триггер 27 в состояние логической I, которая, поступив на управляющий вход аналогового ключа 39, разрешает прохождение напряжения с источника 40 напряжения аналого- вьй ключ 39 на второй выход блока 13 управления.,
При поступлении напряжения на второй вход блока 13 управления (момент контакта инструмента Д с поверхностью интегральной CKSV-IM) оно запускает формирователь 20j который вырабатьгоает отрицательный импульс, поступающий через элемент 30 ИЛИ на R-вход триггера 26, перебрасывая его в состояние логическопо О, останавливал тем саньм работу генератора 31J а следовательно, и работу счетчика 36 и коммутатора. 38 фаз, Кроме TorOj тот же отрицательный импульс с выхода формирователя 20, пройдя через элемент 22 задержки, jco- торый определяет время сварки, поступает на счетный вход триггера 24, устанавливая на его выходе состояние логического О., на S-вход триггера 25, устанавливая на его выходе состояние логической 1,, и первый вход элемента 1-1ПИ 29 на S-вход триггера 26, згстанавливая на его выходе состояние логической 1, которая, поступив на управляющий вход генератора 31, разрешает его работу, Генератор 31 начинает генерировать импульсы, которые поступают на счет- ные входы счетчика 36 и коммутатора 38 фаз 5 причем теперь коммутатор 38 коммутирует свои выходы в последовательности 4-3-2-1-4,,S9 а счетчик 36 работает в режиме вьшитания, с приходом каясдого импульса уменьшая выходной рсод на единицу, так как на первых входах счетчика 36 и коммутатора 38 фаз установлено состояние логической 1, поступающей с вьгхода триггера 25. По мере работы счетчика 36 импульсов код на его . вых.одё уменьшается до нуля, после
чего на выходе Заем счетчик 36 вырабатывает отрицательный импульс, который, поступив через элемент ИЛИ 30 на R-вход триггера 26, усг..- навливает на его выходе состояние логического О и тем самым останавливает работу генератора 31 и, соответственно, счетчика 36 и коммутатора 38 фаз. Работа блока 13 управления после прихода второго импульса внешнего запуска на первый .. вход этого блока (сварочная головка опускается в позицию второй сварки полностью аналогична описанному за исключением следующего: после прихода импульса с формирователя 20 через элемент 22 задержки на счетный вход триггера 24 на его выходе устанавливается состояние логической ij которая поступает на первый вход элемента И-НЕ 32 и на первый вход . элемента И 34, и теперь при поступлении напряжения на третий вход блока 13 управления выработанный формирователем 21 и проинвертированный элементом НЕ 23 импульс через второй вход элемента И-НЕ 32 поступает на S-вход триггера 28 и устанавливает на его выходе состояние логической , которое разрешает прохождение через элемент И 35 импульсов, поступающих на второй вход элемента И 35 с выхода генератора 31, на счетный вход счетчика 37, По мере работы счетчика 37 код на его выходе и, соответственно, код на входах А схемы 42 сравнения чисел сравняется с кодом, набранным на программаторе 41, после чего на выходе схемы 42 сравнения чисел появляется состояние логической 1, которая через элемент И-НЕ 33 поступает на R-вход триггера 27 и устанавливает на его выходе состояние логического О. Сигнал логического О, поступив на управляющий вхад аналогового ключа 39, закрывает его, прекратив тем самым поступление напряжения с источника 40 напряжения через аналоговый ключ 39 на второй выход блока 13 управления.
1 10
15
20
25
30
35
45
50
10
Таким образом, с помощью устройства повышается качество сварных соединений путем стабилизации длины проволоки под инструментом после выполнения второй сварки независимо от разброса диаметра присоединяемого провод ника, деформации второй сварки и прогиба траверсы прибора и подпружиненного рычага, что приводит к повышению выхода годных приборов, Формула изобретения
Устройство для сварки давленксмд содержащее сварочную головку, состоящую из корпуса и подпружиненного рычага с закрепленным на нем инструментом, механизм вертикальных перемещений сварочной головки с шаговым приводом, датчик линейных переме щений, включающий преобразователь Холла, закрепленный на корпусеj и постоянный магнит, закрепленньм на подпружиненном рычаге, губки с приводом, закрепленные на корпусе, ка тушку с проволокой, предметньй столик, блок управления, делитель, напряжения с опорным напряжением на входе и последовательно соединенные усилитель, фильтр высоких частот и первьй компаратор, причем вход усилителя соединен с преобразователем Холла, выход делителя напряжения связан с первым входом первого компаратора, а выход первого компаратора - с вторым входом блока управления, первый выход которого соединен с щаговым приводом, а второй - с приводом губок, отличающееся тем, что, с целью повьш1ения качества сварных соединений за счет стабилизации геометрических размеров формируемого на конце проволоки ща- рика, в него введены второй компаратор и второй делитель напряжения с опорным напряжением на входе, при этом первый вход второго компаратора подключен к выходу фильтра высоких частот и второму входу первого компаратора, второй вход связан с выходом второго делителя напряжения, а выход - с входом блока управления.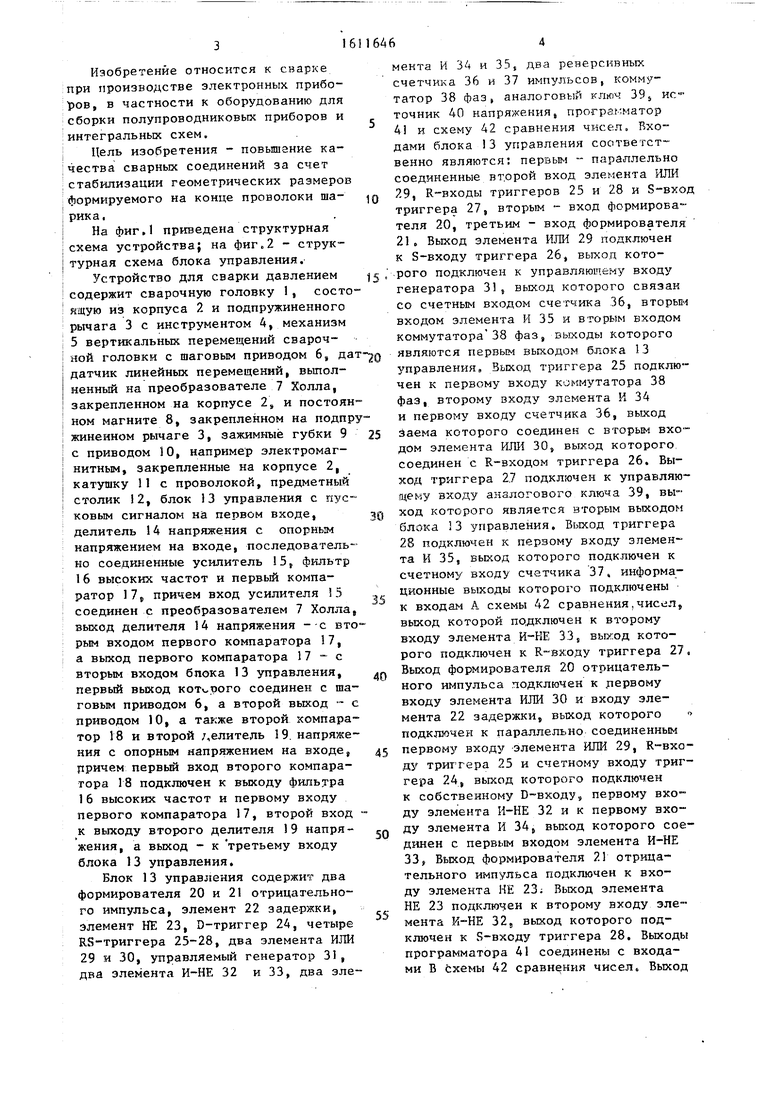

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Устройство для сварки давлением | 1986 |
|
SU1397222A1 |
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Установка для ультразвуковой сварки | 1986 |
|
SU1391831A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
| Устройство для ультразвуковой сварки | 1984 |
|
SU1228997A1 |
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |

Изобретение относится к сварке при производстве электронных приборов, в частности к оборудованию для сборки полупроводниковых приборов и интегральных схем. Цель изобретения - повышение качества сварных соединений путем стабилизации диаметра сплавленного шарика. Устройство содержит сварочную головку, состаящую из корпуса и подпружиненного рычага с инструментом, механизм вертикальных перемещений сварочной головки с шаговым приводом, датчик линейных перемещений, состоящий из преобразователя Холла и постоянного магнита, зажимные губки с электромагнитным приводом, катушку с проволокой, блок управления, первый делитель напряжения, последовательно соединенные, фильтр высоких частот и первый компаратор, а также второй компаратор и второй делитель напряжения. Блок управления координирует работу исполнительных элементов устройства, обеспечивая стабилизацию длины проволоки под инструментом после выполнения сварки. 2 ил.