со Х)

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Устройство для ультразвуковой сварки | 1984 |
|
SU1228997A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
| Установка для микросварки | 1991 |
|
SU1834770A3 |
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Установка для микросварки | 1985 |
|
SU1260136A1 |
| Устройство для сварки давлением | 1988 |
|
SU1611646A1 |
Изобретение относится к микросварке, а именно к оборудованию для сборки полупроводниковых приборов и интегральных схем. Цель - повышение качества сварки за счет стабилизации отрезка проволоки под инструментом для последующего оплавления в шарик стабильного диаметра. В установку, содержащую станину, механизм вертикальных перемещений, сварочную головку, преобразователь ультразвуковых колебаний с инструментом, датчик касания, рычаг, неподвижную и подвижную губки с приводом, катушку с проволокой, предметный столик, систему управления (СУ), введено устройство для стабилизации длины отрезка проволоки под инструментом. Оно состоит из двух пьезоэлектрических пластин биморфного типа, расположенных в горизонтальной и вертикальной плоскостях. При подъеме преобразователя с инструментом от позиции второй сварки на определенную высоту СУ подает команду на привод зажимных губок для зажима проволоки. В случае обрыва проволоки от второй сварки до подачи команды СУ на привод, СУ подает команду на пьезоэлектрическую пластину для фиксации остатка проволоки. После разжима губок подается команда на пьезоэлектрическую пластину, расположенную в горизонтальной плоскости для ее изгиба в вертикальной плоскости. Затем зажимаются губки, пластина, расположенная в вертикальной плоскости, освобождает проволоку, а пластина в горизонтальной плоскости возвращается в исходное положение. Цикл продолжается до тех пор, пока отрезок проволоки не достигнет заданной величины. 4 ил. I сл
00
со
Изобретение относится к микросварке, а именно к оборудованию для сборки полупроводниковых приборов (ПП) и интегральных схем (ИС).
Цель изобретения - повышение качества сварки за счет стабилизации отрезка проволоки под инструментом для последующего оплавления в шарик стабильного диаметра.
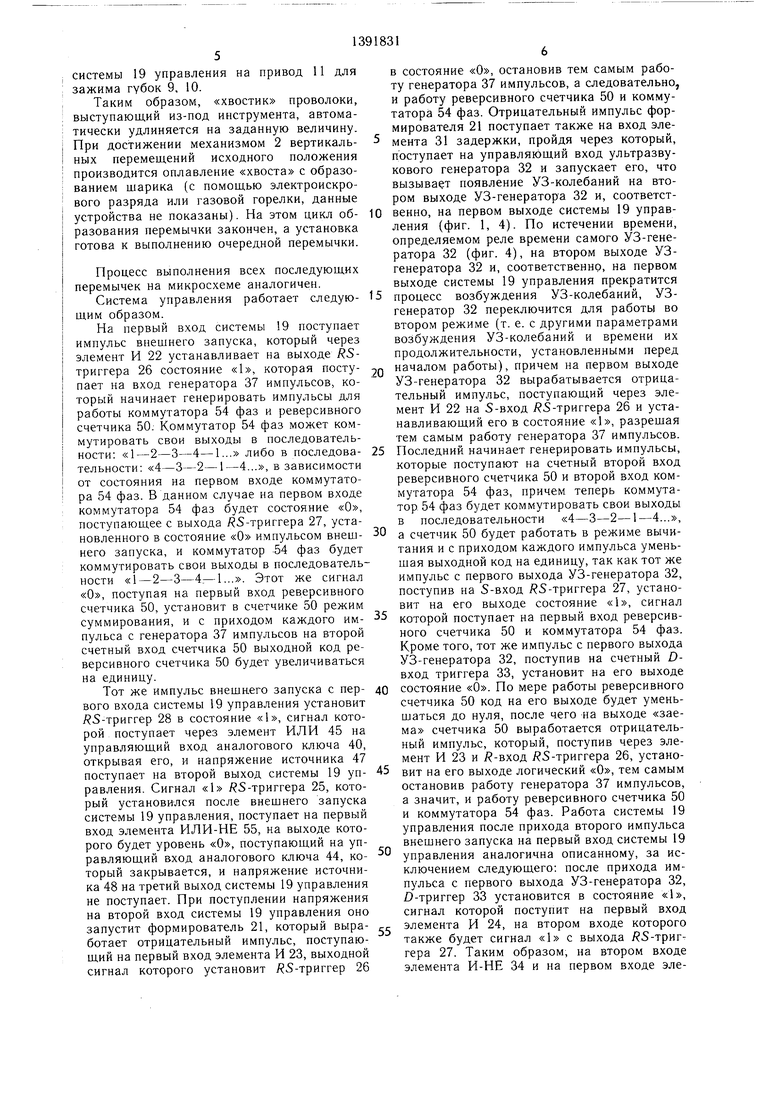
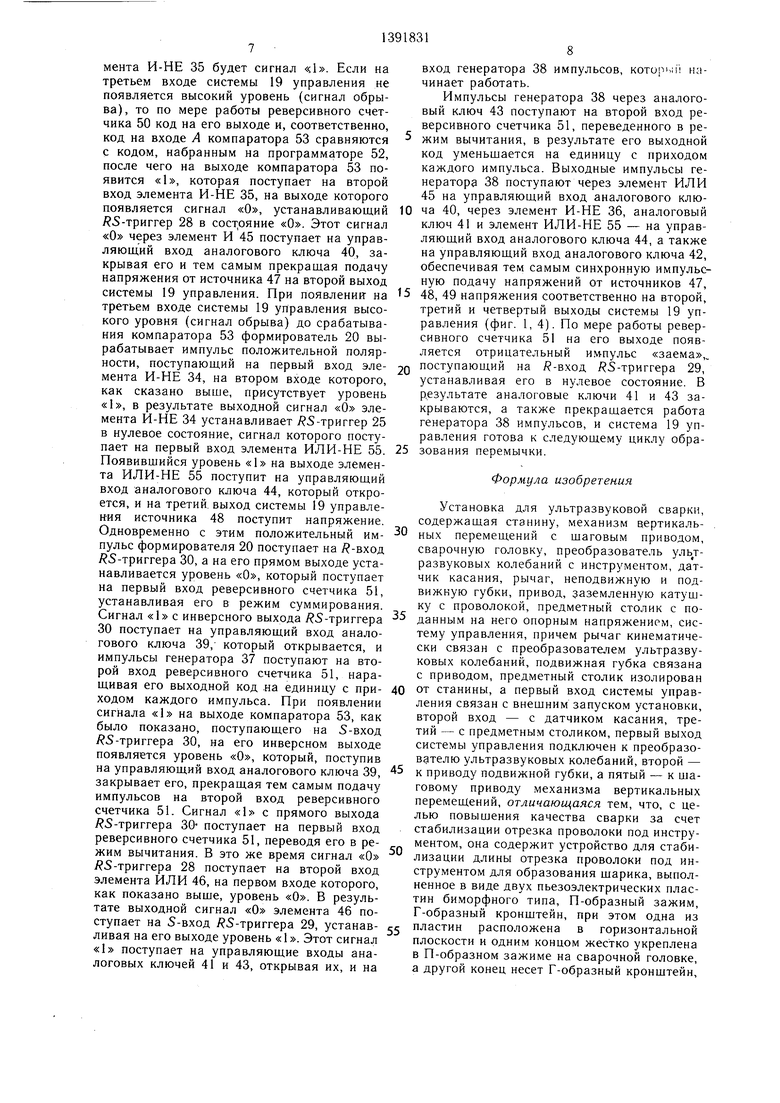
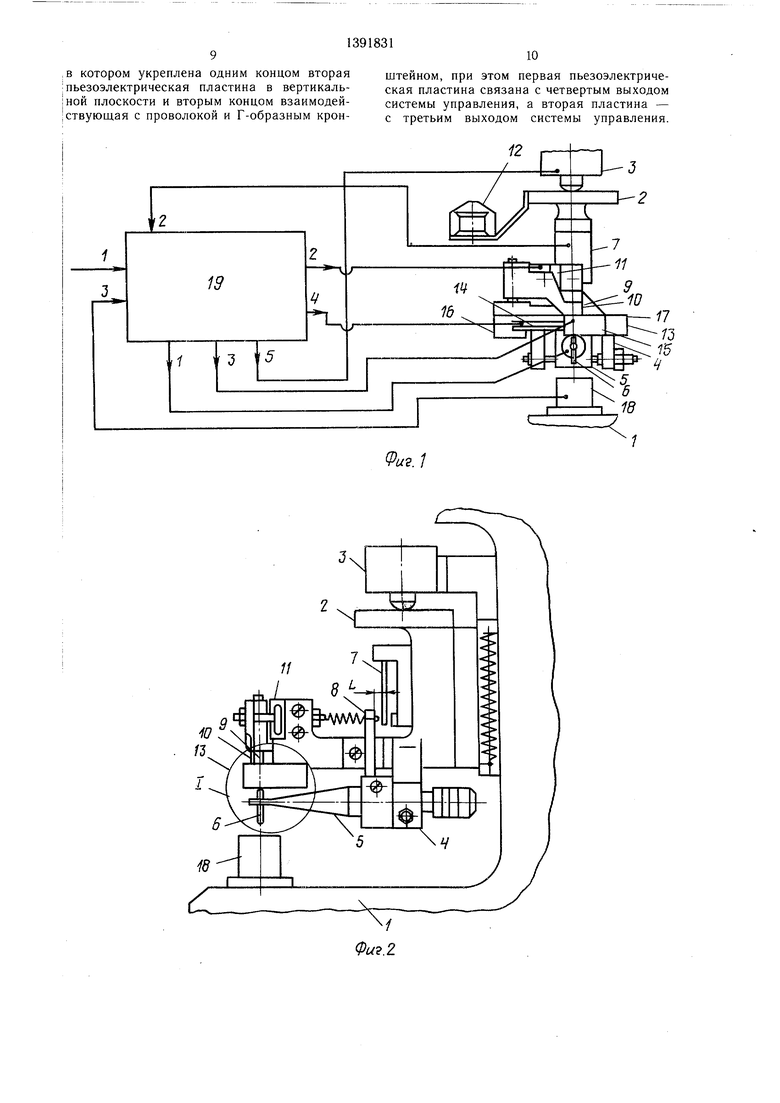
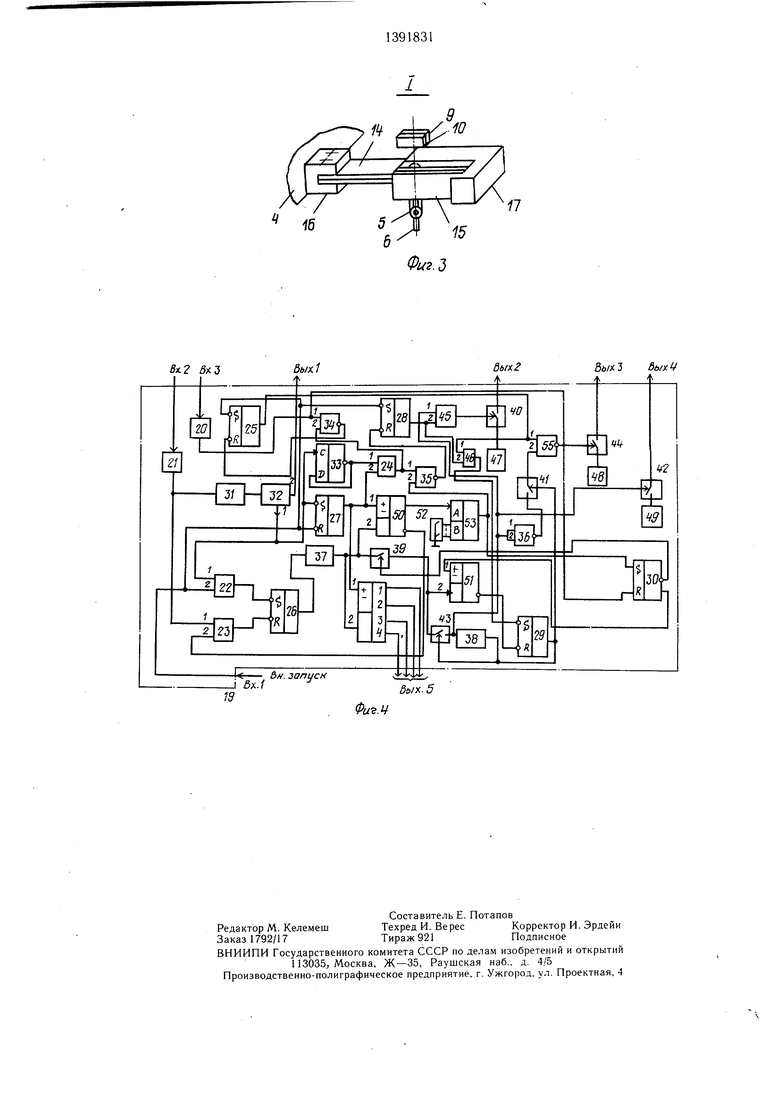
На фиг. 1 и 2 приведена установка, обш,ий вид; на фиг. 3 - узел I на фиг. 2 в аксонометрии; на фиг. 4 - структурная схема системы управления.
Установка для ультразвуковой сварки содержит станину 1 (фиг. 1 и 2), механизм 2 вертикальных перемеш.ений, шаговый привод 3, сварочную головку 4, преобразователь 5 ультразвуковых колебаний, инструмент 6, датчик 7 касания, выполненный в виде пьезоэлектрической пластины, рычаг 8 (фиг. 2) неподвижную губку 9, подвижную губку 10, привод 11, выполненный на основе пьезоэлектрической пластины биморфного типа, заземленную катушку 12 с проволокой, устройство 13 стабилизации длины отрезка под инструментом 6, две пьезоэлектрические пластины 14, 15 биморфного типа (фиг. 1 и 3), П-образный зажим 16, Г-образный кронштейн 17, предметный столик 18 (фиг. 1) систему 19 управления (фиг.-4), которая содержит: формирователи 20 и 21, элементы И 22-24, / 5-триггеры 25-30, элемент 31 задержки, ультразвуковой генератор 32, D-триггер 33, элементы И-НЕ 34-36, генератор 37 импульсов, генератор 38 импульсов, аналоговые ключи 39-44, элементы ИЛИ 45 и 46, источники 47-49 напряжения, реверсивные счетчики 50 и 51, программатор 52, компаратор 53, коммутатор 54 фаз, элемент ИЛИ-НЕ 55.
При этом рычаг 8 (фиг. 2) кинематически связан с преобразователем 5, подвижная губка 10 связана с приводом 11, пластина 14 жестко укреплена одним концом в горизонтальной плоскости с помощью П-образного зажима 16 на сварочной головке 4, второй конец пластины 14 несет Г-образный кронштейн 17, в котором также укреплена одним концом в вертикальной плоскости вторая пластина 15, свободным концом взаимодействующая с проволокой катушки 12. Первый вход системы 19 управления подключен к внешнему запуску установки, второй вход - к датчику 7 касания, третий - к предметному столику 18, первый выход системы 19 управления соединен с преобразователем 5 ультразвуковых колебаний, второй выход - с приводом 11 подвижной губки 10, третий - с пьезоэлектрической пластиной 15, четвертый подключен к пьезоэлектрической пластине 14, пятый - к шаговому приводу 3 механизма 2 вертикальных перемещений, причем входами системы 19 управления (фиг. 4) соответственно являются: первым- параллельно соединенный второй вход элемента И 22 (фиг. 4), / -вход S-триггера 27,
0
5
5
0
0
5
0
5
0
5
S-входы / S-триггеров 25 и 28, вторым - вход формирователя 21, а третим - вход формирователя 20. Первый вход элемента И 22 соединен с первым выходом ультразвукового генератора 32, S-входом / 5-триг- гера 27 и С-входом D-триггера 33, инверсный выход которого соединен с его D-входом и первым входом элемента И 24, второй вход которого связан с первым входом реверсивного счетчика 50, выходом / 5-триггера 27 и первым входом коммутатора 54 фаз, выходы которого являются пятым выходом системы 19 управления, (фиг. 1). Второй вход коммутатора 54 фаз (фиг. 4) подключен к выходу генератора 37 импульсов, входу аналогового ключа 39 и второму входу реверсивного счетчика 50, выход «заема которого соединен с вторым входом элемента И 23, первый вход которого подключен к выходу формирователя 21 и входу элемента 31 задержки, выход которого соединен с входом ультразвукового генератора 32, второй выход которого является первым выходом системы 19 управления. Выходы элементов И 22, 23 соответственно подключены к S- и / -входам 5-триггера 26, выходом связанного с входом генератора 37 импульсов. Выход формирователя 20 соединен с Я-вхо- дом / 5-триггера 30 и первым входом элемента И-НЕ 34, выход которого соединен с / -входом / 5-триггера 25, а второй вход элемента И-НЕ 34 - с выходом элемента И 24 и первым входом элемента И-НЕ 35, выход которого связан с / -входом / 5-триггера 28, а вторым входом - с выходом компаратора 53 и S-входом / 5-триггера 30, прямой выход которого соединен с первым входом реверсивного счетчика 51, а инверсный выход - с управляющим входом аналогового ключа 39, выходом подключенного к второму входу реверсивного счетчика 51 и выходу аналогового ключа 43, управляющий вход которого связан с управляющим входом аналогового ключа 41, входом генератора 38 импульсов и выходом / 5-тригге- ра 29, / -вход которого связан с выходом «заема счетчика 51, а S-вход - с выходом элемента ИЛИ 46, вторым входом соединенного с выходом / 5-триггера 28 и вторым входом элемента ИЛИ 45, первый вход элемента ИЛИ 46 соединен с выходом триггера 25 и первым входом элемента ИЛИ- НЕ 55, второй вход которого связан с выходом аналогового ключа 41, вход которого соединен с выходом элемента И-НЕ 36, двумя своими входами связанного с выходом генератора 38 импульсов, входом аналогового ключа 43, управляющим входом аналогового ключа 42 и первым входом элемента ИЛИ 45, выход которого связан с управляющим входом аналогового ключа 40, входом соединенного с источником 47 напряжения. Управляющий вход аналогового ключа 44 подключен к выходу элемента ИЛИ-НЕ 55, выход аналогового ключа 44 является третьим выходом системы 19 управления (фиг. 1), а выход аналогового ключа 42 (фиг. 4) - четвертым выходом системы 19 управления, при этом вход аналогового ключа 44 (фиг. 4) подключен к источнику 48 напряжения, вход аналогового ключа 42 - к источнику 49 напряжения. Выходы программатора 52 соединены с входами В компаратора 53, вход А которого связан с выходом реверсивного счетчика 50.
Установка работает следующим образом.
Перед началом работы устанавливаются (подбираются) необходимые режимы первой и второй сварки и образования шарика (электроискровым способом или с помощью
ния второй сварки аналогичны, как и при выполнении первой сварки.
После завершения второй сварки система 19 управления с пятого выхода подает сигнал на шаговый привод 3 механизма 2 вертикальных перемещений и поднимает сварочную головку 4. На определенной высоте подъема (величина зависит от диаметра проволоки и регулируется программатором 52) система 19 управления с второго выхода 10 подает сигнал на привод 11 подвижной губки 10, возвращая ее в исходное положение, и производит зажим проволоки. При дальнейшем подъеме сварочной головки 4 проволока обрывается у места второй сварки.
газовой горелки, не показано) на кончике tc при этом из инструмента 6 выступает «хвост проволоки, выступающем из инструмента 6. После нажатия кнопки «Пуск (внешний запуск не показан) сигнал поступает на первый вход системы 19 управления по команде с пятого выхода шаговый привод 3 перемещает сварочную головку 4 вниз на позицию 20 первой сварки. Одновременно с командой на шаговый привод 3 с второго выхода системы 19 управления поступает напряжение на привод II, который воздействует на подзаданной величины, который необходим для последующего образования шарика. При обрыве проволоки до срабатывания губок 9, 10 на предметном столике 18 появляется высокий уровень (так как проволока заземлена, а на столик подано опорное напряжение). Этот сигнал поступает на третий вход системы 19 управления, которая с третьего выхода подает . напряжение на пьезоэлектрическую пластину 15. Последняя извижную губку 10 и освобождает проволоку. -,- гибается в сторону Г-образного кронштейВ момент контакта инструмента 6 с выступающим из него шариком с контактной площадкой микросхемы преобразователь 5 УЗ-колебаний начинает поворачиваться вокруг горизонтальной оси своей подвески, при этом рычаг 8, кинематически связанный с преобразователем 5 УЗ-колебаний, выбирает зазор L и вступает в контакт с датчиком 7 касания. На выходе датчика 7 касания появляется сигнал, который поступает на второй вход системы 19 управления. Послед25
30
на 17 и фиксирует проволоку, а значит и выступающий отрезок проволоки под инструментом 6. Одновременно с этим система 19 управления считает число шагов по вертикали от момента, когда произошел обрыв проволоки до подачи сигнала с второго выхода на привод 11 для зажима губок 9, 10, т. е. вычисляется недостаюш,ая длина «хвоста. При дальнейшем подъеме происходит, как уже было описано, зажим проволоки (в данном случае уже зафиксированной пьезо40
няя фиксирует касание и с пятого выхода 35 электрической пластиной 15) губками 9, 10. дает команду на остановку шагового привода 3 механизма 2 вертикальных перемещений. Одновременно с первого выхода системы 19 управления с регулируемой задержкой, величина которой подбирается в зависимости от конкретных условий сварки и материалов, поступает сигнал на запуск преобразователя 5 УЗ-колебаний для производства сварки (длительность и мощность сварочного импульса соответствуют установленным значениям перед началом работы дг на блоке УЗГ 32, фиг. 4).
По окончании первой сварки система 19 управления с пятого выхода подает сигнал на запуск щагового привода 3 механизма 2 вертикальных перемещений, обеспечивая подъем сварочной головки 4. Затем для об- 50 разования перемычки предметный столик 18 перемещают к месту второй сварки, система 19 управления с пятого выхода подает сигнал на запуск шагового привода 3, а последний опускает сварочную головку 4 в зону второй сварки для ее выполнения перемещений «внахлест.
Последовательность и принцип работы установки от момента касания до выполне55
После этого на втором выходе системы 19 управления появляется импульс напряжения и привод 11 производит расфиксацию проволоки. Одновременно на четвертом выходе появляется импульс напряжения, поступающий на пьезоэлектрическую пластину 14, которая изгибается вниз по вертикали и перемещает зафиксированную проволоку пьезоэлектрической пластиной 15 на один шаг (величина изгиба пьезоэлектрической пластины 14, а значит и подаваемое на нее напряжение, выбирается равны.м шагу щагового привода 3). Затем на втором выходе системы 19 управления выключается напряжение и губки 9, 10 фиксируют проволоку. Одновременно сни.мается напряжение с третьего и четвертого выходов системы 19 управления, в результате чего пьезоэлектрическая пластина 15 освобождает проволоку, а пьезоэлектрическая пластина 14 занимает исходное положение. Далее процесс повторяется. Число циклов подачи проволоки определяется числом сосчитанных системой 19 управления шагов по вертикали от момента, когда произошел обрыв проволоки до подачи сигнала с второго выхода
ния второй сварки аналогичны, как и при выполнении первой сварки.
После завершения второй сварки система 19 управления с пятого выхода подает сигнал на шаговый привод 3 механизма 2 вертикальных перемещений и поднимает сварочную головку 4. На определенной высоте подъема (величина зависит от диаметра проволоки и регулируется программатором 52) система 19 управления с второго выхода подает сигнал на привод 11 подвижной губки 10, возвращая ее в исходное положение, и производит зажим проволоки. При дальнейшем подъеме сварочной головки 4 проволока обрывается у места второй сварки.
при этом из инструмента 6 выступает «хвост
при этом из инструмента 6 выступает «хвост
заданной величины, который необходим для последующего образования шарика. При обрыве проволоки до срабатывания губок 9, 10 на предметном столике 18 появляется высокий уровень (так как проволока заземлена, а на столик подано опорное напряжение). Этот сигнал поступает на третий вход системы 19 управления, которая с третьего выхода подает . напряжение на пьезоэлектрическую пластину 15. Последняя изгибается в сторону Г-образного кронштей
на 17 и фиксирует проволоку, а значит и выступающий отрезок проволоки под инструментом 6. Одновременно с этим система 19 управления считает число шагов по вертикали от момента, когда произошел обрыв проволоки до подачи сигнала с второго выхода на привод 11 для зажима губок 9, 10, т. е. вычисляется недостаюш,ая длина «хвоста. При дальнейшем подъеме происходит, как уже было описано, зажим проволоки (в данном случае уже зафиксированной пьезо0
5 электрической пластиной 15) губками 9, 10. г
0
5
После этого на втором выходе системы 19 управления появляется импульс напряжения и привод 11 производит расфиксацию проволоки. Одновременно на четвертом выходе появляется импульс напряжения, поступающий на пьезоэлектрическую пластину 14, которая изгибается вниз по вертикали и перемещает зафиксированную проволоку пьезоэлектрической пластиной 15 на один шаг (величина изгиба пьезоэлектрической пластины 14, а значит и подаваемое на нее напряжение, выбирается равны.м шагу щагового привода 3). Затем на втором выходе системы 19 управления выключается напряжение и губки 9, 10 фиксируют проволоку. Одновременно сни.мается напряжение с третьего и четвертого выходов системы 19 управления, в результате чего пьезоэлектрическая пластина 15 освобождает проволоку, а пьезоэлектрическая пластина 14 занимает исходное положение. Далее процесс повторяется. Число циклов подачи проволоки определяется числом сосчитанных системой 19 управления шагов по вертикали от момента, когда произошел обрыв проволоки до подачи сигнала с второго выхода
системы 19 управления на привод 11 для зажима губок 9, 10.
Таким образом, «хвостик проволоки, выступающий из-под инструмента, автоматически удлиняется на заданную величину. При достижении механизмом 2 вертикальных перемещений исходного положения производится оплавление «хвоста с образованием щарика (с помощью электроискрового разряда или газовой горелки, данные устройства не показаны). На этом цикл образования перемычки закончен, а установка готова к выполнению очередной перемычки.
10 венно, на первом выходе системы 19 управления (фиг. 1, 4). По истечении времени, определяемом реле времени самого УЗ-генератора 32 (фиг. 4), на втором выходе УЗ- генератора 32 и, соответственно, на первом выходе системы 19 управления прекратится
Процесс выполнения всех последующих перемычек на микросхеме аналогичен.
Система управления работает следую- 15 процесс возбуждения УЗ-колебаний, УЗ- щим образом.генератор 32 переключится для работы во
20
На первый вход системы 19 поступает импульс внещнего запуска, который через элемент И 22 устанавливает на выходе iRS- триггера 26 состояние «1, которая поступает на вход генератора 37 импульсов, который начинает генерировать импульсы для работы коммутатора 54 фаз и реверсивного счетчика 50. Коммутатор 54 фаз может коммутировать свои выходы в последовательности: «1-2-3-4-1... либо в последовательности: «4-3-2-1-4..., в зависимости от состояния на первом входе коммутатора 54 фаз. В данном случае на первом входе коммутатора 54 фаз будет состояние «О, поступающее с выхода / 5-триггера 27, установленного в состояние «О импульсом внеш- 30 него запуска, и коммутатор 54 фаз будет коммутировать свои выходы в последовательности «1-2-3-4-1.... Этот же сигнал «О, поступая на первый вход реверсивного счетчика 50, установит в счетчике 50 режим суммирования, и с приходом каждого импульса с генератора 37 импульсов на второй счетный вход счетчика 50 выходной код реверсивного счетчика 50 будет увеличиваться на единицу.
Тот же импульс внещкего запуска с первого входа системы 19 управления установит x S-тpиггep 28 в состояние «Ь, сигнал которой поступает через элемент ИЛИ 45 на управляющий вход аналогового ключа 40, открывая его, и напряжение источника 47 поступает на второй выход системы 19 уп- 45 равления. Сигнал «1 / S-триггера 25, который установился после внешнего запуска системы 19 управления, поступает на первый вход элемента ИЛИ-НЕ 55, на выходе которого будет уровень «О, поступающий на управляющий вход аналогового ключа 44, который закрывается, и напряжение источника 48 на третий выход системы 19 управления не поступает. При поступлении напряжения на второй вход системы 19 управления оно запустит формирователь 21, который выработает отрицательный импульс, поступающий на первый вход элемента И 23, выходной сигнал которого установит / 5-триггер 26
втором режиме (т. е. с другими параметрами возбуждения УЗ-колебаний и времени их продолжительности, установленными перед началом работы), причем на первом выходе УЗ-генератора 32 вырабатывается отрицательный импульс, поступающий через элемент И 22 на S-вход 7 5-триггера 26 и устанавливающий его в состояние «1, разрещая тем самым работу генератора 37 импульсов. 25 Последний начинает генерировать импульсы, которые поступают на счетный второй вход реверсивного счетчика 50 и второй вход коммутатора 54 фаз, причем теперь коммутатор, 54 фаз будет коммутировать свои выходы в последовательности «4-3-2-1-4..., а счетчик 50 будет работать в режиме вычитания и с приходом каждого импульса умень- щая выходной код на единицу, так как тот же импульс с первого выхода УЗ-генератора 32, поступив на S-вход / 5-триггера 27, установит на его выходе состояние «1, сигнал которой поступает на первый вход реверсивного счетчика 50 и коммутатора 54 фаз. Кроме того, тот же импульс с первого выхода УЗ-генератора 32, поступив на счетный D- вход триггера 33, установит на его выходе состояние «О. По мере работы реверсивного счетчика 50 код на его выходе будет уменьшаться до нуля, после чего на выходе «зае- ма счетчика 50 выработается отрицательный импульс, который, поступив через элемент И 23 и -вход Л5-триггера 26, установит на его выходе логический «О, тем самым остановив работу генератора 37 импульсов, а значит, и работу реверсивного счетчика 50 и коммутатора 54 фаз. Работа системы 19 управления после прихода второго импульса внешнего запуска на первый вход системы 19 управления аналогична описанному, за исключением следующего: после прихода импульса с первого выхода УЗ-генератора 32, D-триггер 33 установится в состояние «1, сигнал которой поступит на первый вход элемента И 24, на втором входе которого
35
40
50
55
также будет сигнал «1 с выхода / 5-триг- гера 27. Таким образом, на втором входе элемента И-НЕ 34 и на первом входе элев состояние «О, остановив тем самым работу генератора 37 импульсов, а следовательно, и работу реверсивного счетчика 50 и коммутатора 54 фаз. Отрицательный импульс формирователя 21 поступает также на вход элемента 31 задержки, пройдя через который, поступает на управляющий вход ультразвукового генератора 32 и запускает его, что вызывает появление УЗ-колебаний на втором выходе УЗ-генератора 32 и, соответственно, на первом выходе системы 19 управления (фиг. 1, 4). По истечении времени, определяемом реле времени самого УЗ-генератора 32 (фиг. 4), на втором выходе УЗ- генератора 32 и, соответственно, на первом выходе системы 19 управления прекратится
процесс возбуждения УЗ-колебаний, УЗ- генератор 32 переключится для работы во
0
0
5
втором режиме (т. е. с другими параметрами возбуждения УЗ-колебаний и времени их продолжительности, установленными перед началом работы), причем на первом выходе УЗ-генератора 32 вырабатывается отрицательный импульс, поступающий через элемент И 22 на S-вход 7 5-триггера 26 и устанавливающий его в состояние «1, разрещая тем самым работу генератора 37 импульсов. 5 Последний начинает генерировать импульсы, которые поступают на счетный второй вход реверсивного счетчика 50 и второй вход коммутатора 54 фаз, причем теперь коммутатор, 54 фаз будет коммутировать свои выходы в последовательности «4-3-2-1-4..., а счетчик 50 будет работать в режиме вычитания и с приходом каждого импульса умень- щая выходной код на единицу, так как тот же импульс с первого выхода УЗ-генератора 32, поступив на S-вход / 5-триггера 27, установит на его выходе состояние «1, сигнал которой поступает на первый вход реверсивного счетчика 50 и коммутатора 54 фаз. Кроме того, тот же импульс с первого выхода УЗ-генератора 32, поступив на счетный D- вход триггера 33, установит на его выходе состояние «О. По мере работы реверсивного счетчика 50 код на его выходе будет уменьшаться до нуля, после чего на выходе «зае- ма счетчика 50 выработается отрицательный импульс, который, поступив через элемент И 23 и -вход Л5-триггера 26, установит на его выходе логический «О, тем самым остановив работу генератора 37 импульсов, а значит, и работу реверсивного счетчика 50 и коммутатора 54 фаз. Работа системы 19 управления после прихода второго импульса внешнего запуска на первый вход системы 19 управления аналогична описанному, за исключением следующего: после прихода импульса с первого выхода УЗ-генератора 32, D-триггер 33 установится в состояние «1, сигнал которой поступит на первый вход элемента И 24, на втором входе которого
5
0
0
5
также будет сигнал «1 с выхода / 5-триг- гера 27. Таким образом, на втором входе элемента И-НЕ 34 и на первом входе элемента И-НЕ 35 будет сигнал «1. Если на третьем входе системы 19 управления не появляется высокий уровень (сигнал обрыва), то по мере работы реверсивного счетчика 50 код на его выходе и, соответственно, код на входе А компаратора 53 сравняются с кодом, набранным на программаторе 52, после чего на выходе компаратора 53 появится «1, которая поступает на второй вход элемента И-НЕ 35, на выходе которого появляется сигнал «О, устанавливающий / 5-триггер 28 в состояние «О. Этот сигнал «О через элемент И 45 поступает на управляющий вход аналогового ключа 40, закрывая его и тем самым прекращая подачу напряжения от источника 47 на второй выход системы 19 управления. При появлении: на третьем входе системы 19 управления высокого уровня (сигнал обрыва) до срабатывания компаратора 53 формирователь 20 вырабатывает импульс положительной полярности, поступающий на первый вход эле- мента И-НЕ 34, на втором входе которого, как сказано выше, присутствует уровень «1, в результате выходной сигнал «О элемента И-НЕ 34 устанавливает / 5-триггер 25 в нулевое состояние, сигнал которого поступает на первый вход элемента ИЛИ-НЕ 55. Появившийся уровень «1 на выходе элемента ИЛИ-НЕ 55 поступит на управляющий вход аналогового ключа 44, который откроется, и на третий выход системы 19 управле- н-ия источника 48 поступит напряжение. Одновременно с этим положительный им- пульс формирователя 20 поступает на / -вход / 5-триггера 30, а на его прямом выходе устанавливается уровень «О, который поступает на первый вход реверсивного счетчика 51, устанавливая его в режим суммирования. Сигнал «1 с инверсного выхода 5-триггера 30 поступает на управляющий вход аналогового ключа 39, который открывается, и импульсы генератора 37 поступают на второй вход реверсивного счетчика 51, наращивая его выходной код .на единицу с при- ходом каждого импульса. При появлении сигнала «1 на выходе компаратора 53, как было показано, поступающего на S-вход 5-триггера 30, на его инверсном выходе появляется уровень «О, который, поступив на управляющий вход аналогового ключа 39, закрывает его, прекращая тем самым подачу импульсов на второй вход реверсивного счетчика 51. Сигнал «1 с прямого выхода S-тркггера 30- поступает на первый вход реверсивного счетчика 51, переводя его в режим вычитания. В это же время сигнал «О У 5-триггера 28 поступает на второй вход элемента ИЛИ 46, на первом входе которого, как показано выще, уровень «О. В результате выходной сигнал «О элемента 46 поступает на 5-вход / 5-триггера 29, устанав- ливая на его выходе уровень «1. Этот сигнал «1 поступает на управляющие входы аналоговых ключей 41 и 43, открывая их, и на
вход генератора 38 импульсов, котопьи начинает работать.
Импульсы генератора 38 через аналоговый ключ 43 поступают на второй вход реверсивного счетчика 51, переведенного в режим вычитания, в результате его выходной код уменьшается на единицу с приходом каждого импульса. Выходные импульсы генератора 38 поступают через элемент ИЛИ 45 на управляющий вход аналогового ключа 40, через элемент И-НЕ 36, аналоговый ключ 41 и элемент ИЛИ-НЕ 55 - на управляющий вход аналогового ключа 44, а также на управляющий вход аналогового ключа 42, обеспечивая тем самым синхронную импульсную подачу напряжений от источников 47, 48, 49 напряжения соответственно на второй, третий и четвертый выходы системы 19 управления (фиг. 1, 4). По мере работы реверсивного счетчика 51 на его выходе появляется отрицательный импульс «заема,, поступающий на / -вход / 5-триггера 29, устанавливая его в нулевое состояние. В результате аналоговые ключи 41 и 43 закрываются, а также прекраш.ается работа генератора 38 импульсов, и система 19 управления готова к следующему циклу образования перемычки.
Формула изобретения
Установка для ультразвуковой сварки, содержащая станину, механизм вертикальных перемещений с щаговым приводом, сварочную головку, преобразователь уль,т- развуковых колебаний с инструментом, датчик касания, рычаг, неподвижную и подвижную губки, привод, заземленную катушку с проволокой, предметный столик с поданным на него опорным напряжением, систему управления, причем рычаг кинематически связан с преобразователем ультразвуковых колебаний, подвижная губка связана с приводом, предметный столик изолирован от станины, а первый вход системы управления связан с внешним запуском установки, второй вход - с датчиком касания, третий - с предметным столиком, первый выход системы управления подключен к преобразователю ультразвуковых колебаний,второй - к приводу подвижной губки, а пятый - к шаговому приводу механизма вертикальных перемещений, отличающаяся тем, что, с целью повышения качества сварки за счет стабилизации отрезка проволоки под инструментом, она содержит устройство для стабилизации длины отрезка проволоки под инструментом для образования щарика, выполненное в виде двух пьезоэлектрических пластин биморфного типа, П-образный зажим, Г-образный кронщтейн, при этом одна из пластин расположена в горизонтальной плоскости и одним концом жестко укреплена в П-образном зажиме на сварочной головке, а другой конец несет Г-образный кронщтейн.
.в котором укреплена одним концом вторая I пьезоэлектрическая пластина в вертикаль- :ной плоскости и вторым концом взаимодей- |ствуюш,ая с проволокой и Г-образным крон,
штейном, при этом первая пьезоэлектрическая пластина связана с четвертым выходом системы управления, а вторая пластина - с третьим выходом системы управления.
/
Вх.2 5x3
&/Х/
15
8б/х
Вь/х 3 6б/ V
дых- 5
Фи-sM
| Патент США № 4444349, кл | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
