114
Изобретение относится к микросварке, а именно к оборудованию для сборки полупроводниковых приборов (ПП) и интегральных схем (НС).
Целью изобретения является повыЕие- нйе качества сварки за счет стабилизации отрезка проволоки под инструментом для последующего оплавления в шарик стабильного диаметра.
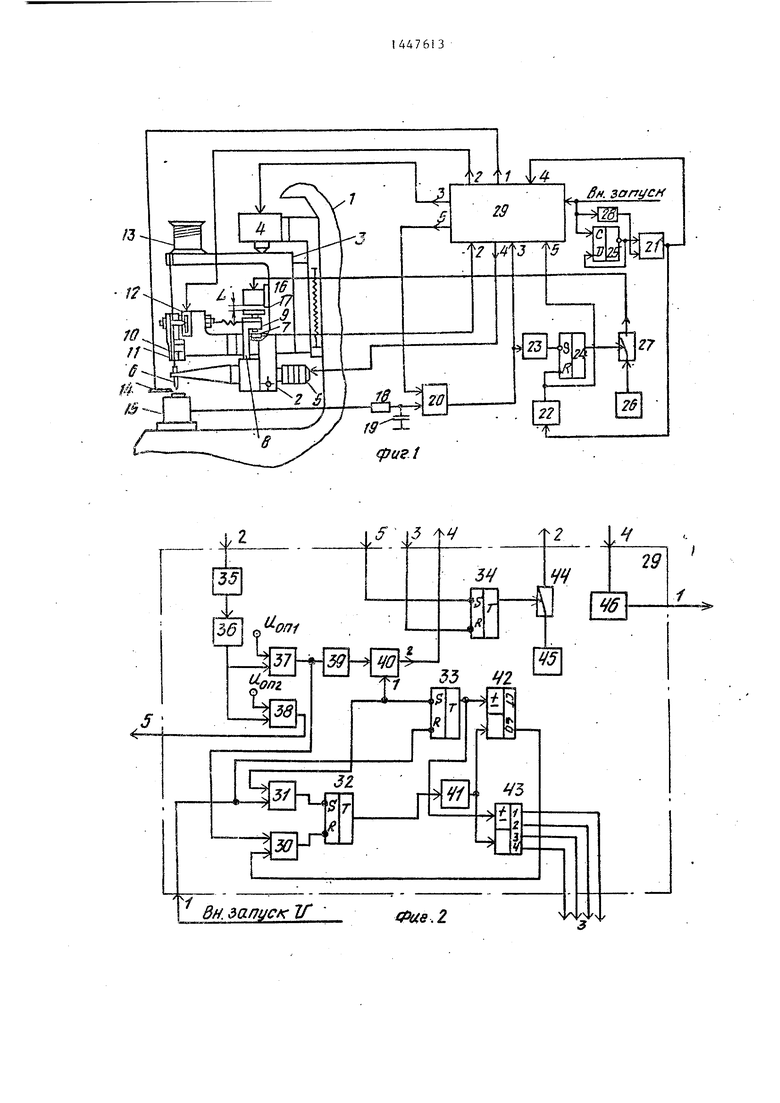
На фиг.1 приведена структурк.я схема установки; на фиг.2 - структурная схема блока управления ; на фиг.З - временная диаграмма работы установки.
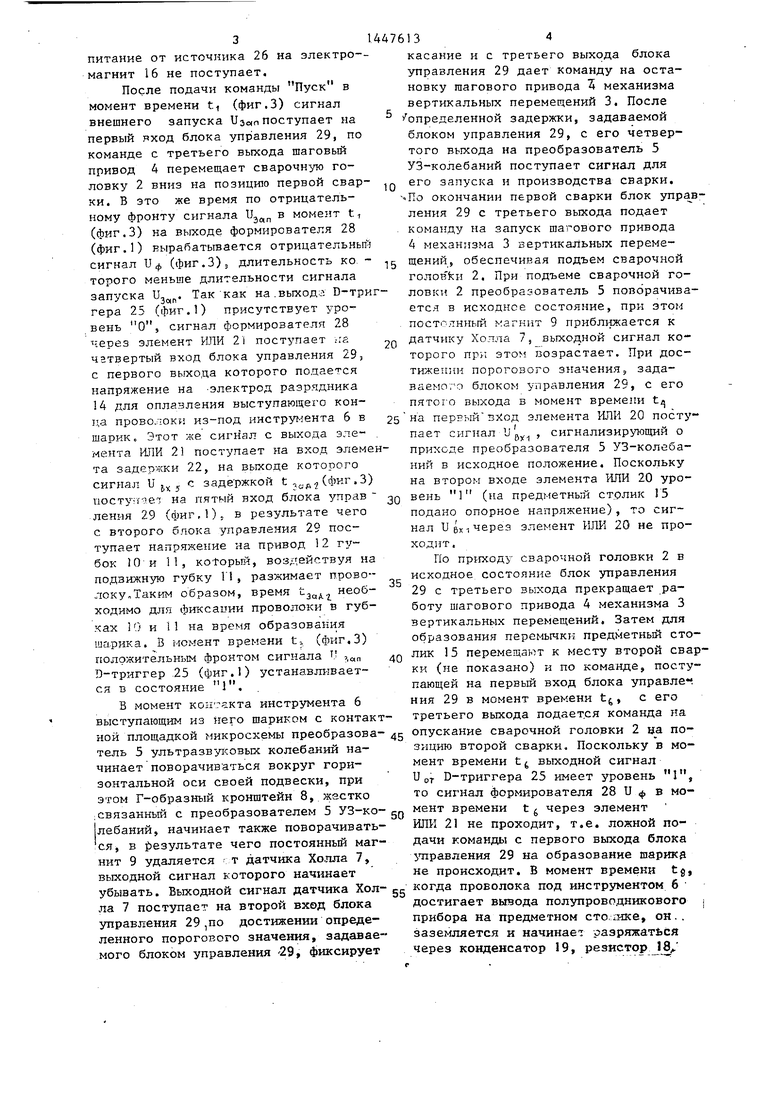
Установка для ультразвуковой сварки содержит: станину 1 (фиг,1)э сварочн то головку 2, маханизм 3 1зер-- тикальньгк псремещенигг сварочной го- лоЕГСи 2, 1 1аговый привод 4, прео6;:1 о вагель 5 ультразвуковых колеба1.нй с т нструментом 6, датчик Холла 7, Г-образный кронн1тейн 8, жестко закреп лспньш на преобразователе 5 ультра- Эх уковых колебаний и несущий постояв- лый магнит 9s неподвижную 10 и под™ пижн},по 11 губки с прршодом 12, выполненном на основе пьезоэлектрической плас1 ины биморфного типа, заземлевш/ю Adiymc; 3 с проволокойзЗлерстрод разР цн11ка 14, предметный столкк 15,, кзолпрО1 а1- яьн с т станины 1 с поданны на о)1орнь 1 наглряженнем, грквсд вертикального перемещения преобразователя 5 з-льтразвуковьк колебаний, состоящаго из эле11Тромагнита Idj х естхо псрепленнвго на мexaниз e 3 вертякальлых пepe seжeник5 и 17, укреплен1-лО1 О на Г-образном кронштай- ле 8 с воэможностьго регулировки, ре- аистор 18. конденсатор 19 два эле- ieнтa 1 ШИ 20 и 21, два элемента задержки 22 и 23, RS Tpnrrep 24,D Tp;ir- гер 25J источник питания 2б„ аналоговый
Ч
кгооч 27,. формирователь 28 и Олок управления 29 первый вход которого яБляется линией внешнего запус- «са к связан с входом формирователк 28 и С-входом D-триггера 25, инверс- яый вькод которого соедлБ вн с его Б входом и nepBbLM входом злеме; гэ ИЛИ 21, второй вхмд которого связан с выходом .ирояателя 28, а выход элемента ИЛИ 21 с вторым входом блока управления 29 и ЕХОДОМ элемента ;:а держкп 12- выход .которого соединен с пятым BKC.TLTM блока управления 29 и R-входом К -- грит гера 24, выходом связанного с упрявляюг1,им входом аналого
132
вого к.гаоча 27,входом соединенного с источником питания 26, а вьгходом - с электромагнитом 16, S-вход RS-триг- гера 24 соединен с выходом элемента задержки 23, входом связанного с третьим входом блока управления 29 и вьгходом элемента ИЛИ 20, один вход которого связан с одним выводом резистора 18 и одной из обкладок конденсатора 19, другая обкладка которого заземлена, а другой вывод резистора J8 связан с предметным столиком 15, другой вход элемента ИЛИ 20 соединен с пятым выходом блока управления 29, четвертый выход которого соединен с преобразователем ультразвуковых колебаний 5s третий - с. ша- а овьгм приводом , второй - с приводом 12 губок 10 и i J 5 -ервый - с электродом разрядника 14, а второй вход блока управления 27 - с датчиком Холла 7.
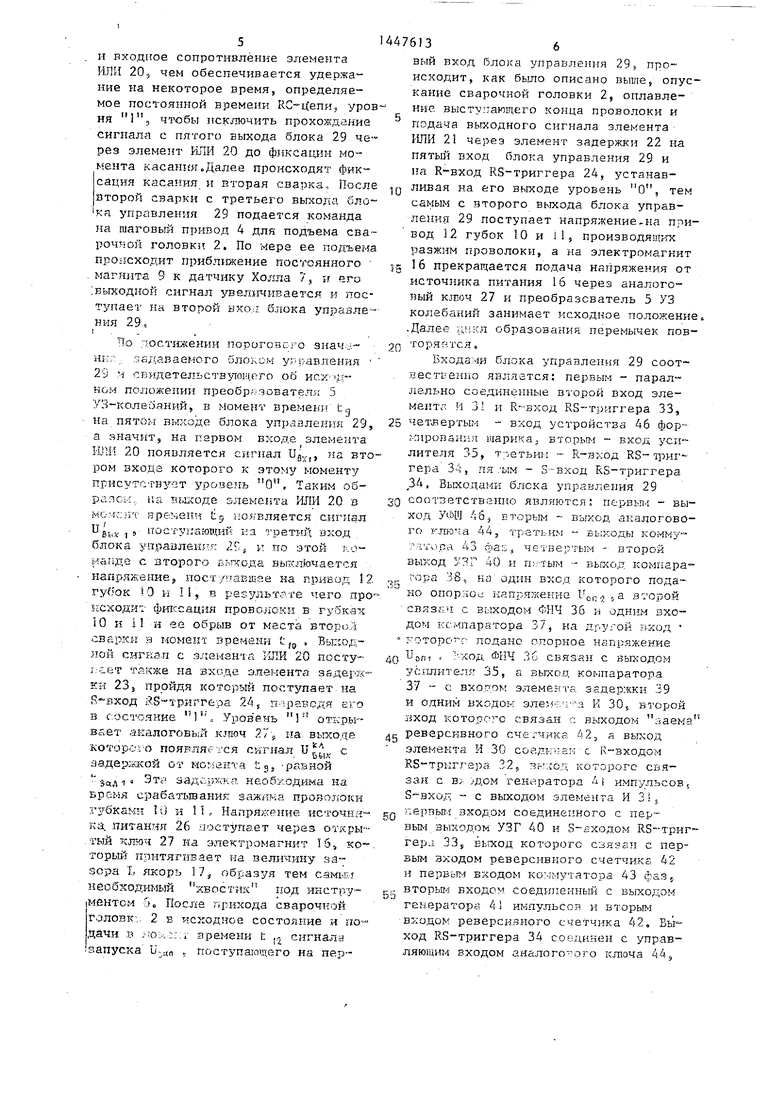
Елок управления 29 (фиг,2) содержит д;к элемента И 30 к 31, три Д3 триг гера 32 - 34, усилитель 35, фильт ) ниж1 ч:х частот () 36, два
компаратсра 37 и
элемент задерж
ки 39, Х льтразвуковой генератор УЗГ 40. генератор 4i импульсов5 реверсивный счетч; к 42, коммутатор 43 фаз.; atr-алогозый кл.оч 44, источник 45 тгглшя и устройство формирования (УФУ) 46«
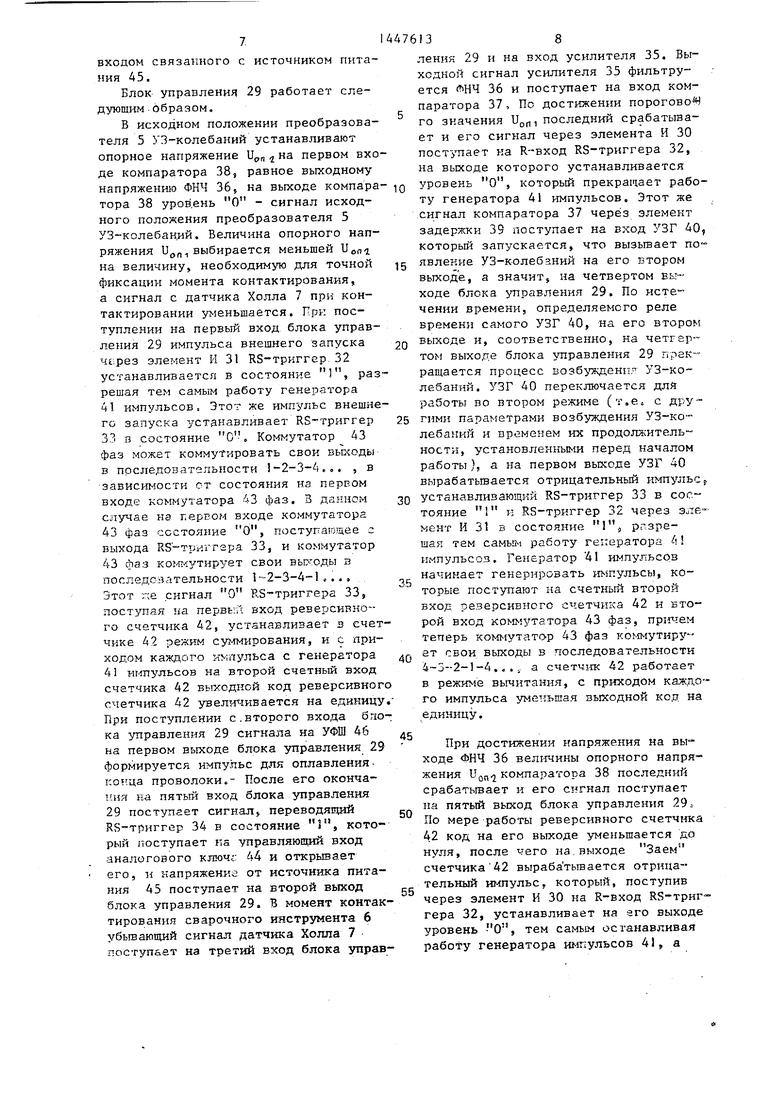
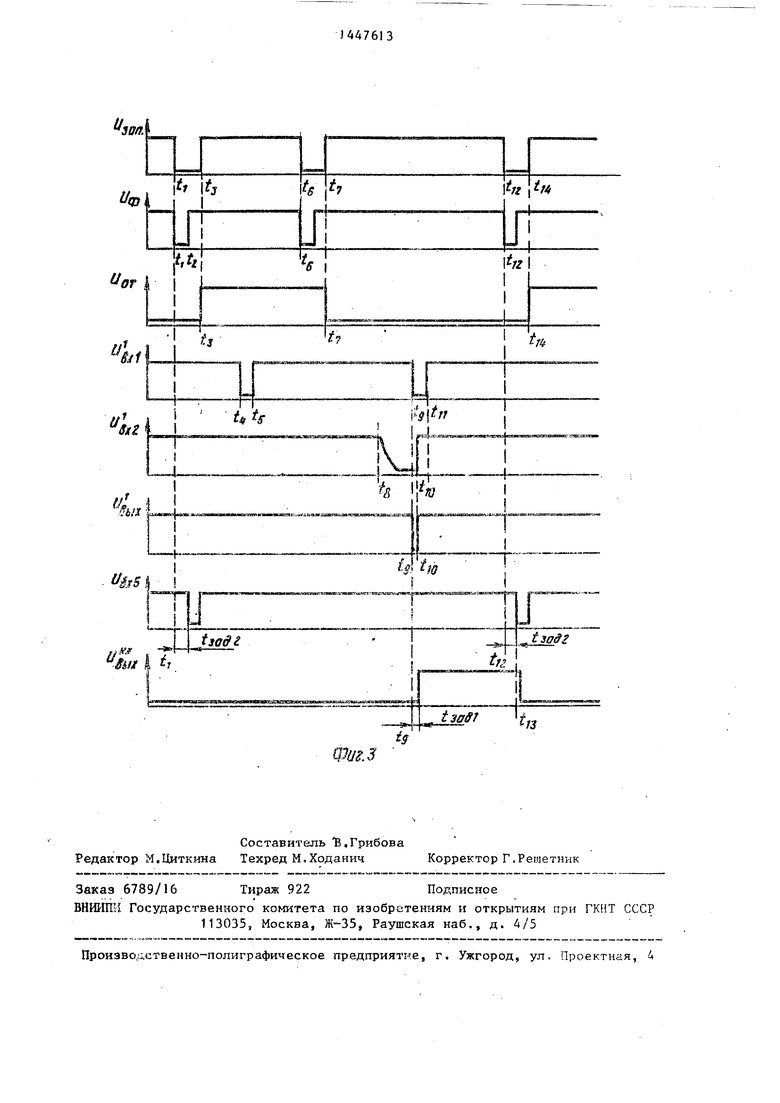
На фиГеЗ принять следующие обоз- качения; 1Ь.а г, - сигнал внешнего запуска устанолки U ф - выходной сигнал формирователя 28, И вы- ходно11 сигнал D-триггера 25, U . сигнал на первом j -ходе первого элемента ИЛИ 20, и
зх i
втором входе первого элемента ИЛИ 20, I
мента ИЛИ 20, Ug,,- сигнал на пятом
входе блока упрааления 29,
at x
выходной сигнал аналогово и к.шсча 27,
Устр Г.-йстно работает слецчтзш -;;- образом.
Перед началом работы устанавливаются , подбираются ) необходимые режимы первой и второй озарки и образования шарика электрг)скровЕ1 м способом на кончике проволоки, выступающем из инструмента 6. В исходном состоянии после включе шя пита.-, ния установки Е8--триггер 24 и D- трнггер 25 имеют на выходах уровень О, аналоговьш ключ 27 закрыт и питание от источника 26 на электро-- магнит 16 не поступает.
После подачи команды Пуск в момент времени t (фиг.З) сигнал внешнего запуска Ujonпоступает на первый яход блока управления 29, по команде с третьего выхода шаговый привод 4 перемещает сварочную головку 2 вниз на позицию первой сварки. В это же время по отрицательному фронту сигнала Ujan момент t, (фиг.З) на выходе формирователя 28 (фиг.1) вырабатьшается отрицательньш
20
сигнал и (фиг.З); длительность ко. - щений, обеспечивая подъем сварочной торого меньше длительности сигнала запуска U. Так как на.выхода D-триг- гера 25 (фиг.1) присутствует уро вень О, сигнал формирователя 28 ч-.ерез элемент ИЛИ 21 поступает :га четвертый вход блока управления 29, с первого выхода которого подается напряжение на -электрод разрядника 14 для оплавления выступающего кон- проволокр из-под инструмента 6 в шарик. Этот же сигнал с выхода эле- . манта ИЛИ 21 поступает на вход элемента задержки 22, на выходе которого сигнал и j J с задержкой t ,,5 (фиг .3) vioCTyrfяет на пятый вход блока управ ления 29 (фиг. О в результате чего с второго блока управления 29 поступает напряжение на привод 12 губок 10 и 11, коТорьв, воздействуя на подвижную губку 11 , разжимает прово-- локу,Таким образом, время t необходимо для фиксации проволоки в губках 10 и 11 на время образования шарика. В момент времени t-. (фиг.З) положительным фронтом сигнала U ,,„„ D-триггер .25 (фиг.1) устанавливается в состояние 1.
В момент контакта инструмента 6
гoлoвkи 2. При подъеме сварочной головки 2 преобразователь 5 поворачивается в исходное состояние, при этом постоянный KarHiiT 9 прибл ркается к датчику Холла 7, вьгходной сигнал которого при это возрастает. При дос- тижепли порогового значения,, задаваемого блоком управления 29, с его пятог О выхода в момент времени t/ 25 на первый вход элемента ИЛИ 20 поступает сигнал иц , сигнализирующий о приходе преобразователя 5 УЗ-колебаний в исходное положение. Поскольку на втором входе элемента ИЛИ 20 уровень 1 (на предметньй 15 подано опорное напряжение), то сигнал и 6x1 через элемент ИЛИ 20 не проходит .
По приходу сварочной головки 2 в исходное состояние блок управления 29 с третьего выхода прекращает работу шагового привода 4 механизма 3 вертикальных перемещений. Затем для образования перемычки предметный столик 15 перемердают к месту второй свар ки (не показано) и по команде, поступающей на первый вход блока управле
30
35
40
НИН 29 в момент времени t, с его выступающим из Него шариком с контакт- третьего выхода подается команда на ной площадкой микросхемы преобразова- з опускание сварочной головки 2 иа по- тель 5 ультразвуковых колебаний на- зицию второй сварки. Поскольку в мо- чинает поворачиваться вокруг горизонтальной оси своей подвески, при этом Г-образный кронштейн 8, жестко связанный с преобразователем 5 УЗ-ко- gQ лебаний, начинает также поворачиваться в езультате чего постоянный магнит 9 удаляется т датчика Хо-лла 7, выходной сигнал которого начинает убывать. Выходной сигнал датчика Ход- gg когда проволока под инструментом 6 ла 7 поступает на второй вход блока достигает вывода полупроводникового управления 29 ,по достижении опреде- прибора на предметном столике, он., ленного порогового значения, задавае- заземляется н начинает разряжаться мого блоком управления -29, фиксирует через конденсатор 19, резистор 18.
мент времени t выходной сигнал и от D-триггера 25 имеет уровень 1, то сигнал формирователя 28 U ф в момент времени t через элемент ИЛИ 2) не проходит, т.е. ложной подачи команды с первого выхода блока шравления 29 на образование шарик{1 не происходит, В момент времени tg,
касание и с третьего выхода блока управления 29 дает команду на остановку шагового привода механизма вертикальных перемещений 3. После определенной задержки, задаваемой блоком управления 29, с его четвертого выхода на преобразователь 5 УЗ-колебаний поступает сигнал для его запуска и производства сварки, окончании первой сварки блок управления 29 с третьего выхода подает команду на запуск шагового привода 4 механизма 3 вертикальных переме
щений, обеспечивая подъем сварочной
гoлoвkи 2. При подъеме сварочной головки 2 преобразователь 5 поворачивается в исходное состояние, при этом постоянный KarHiiT 9 прибл ркается к датчику Холла 7, вьгходной сигнал которого при это возрастает. При дос- тижепли порогового значения,, задаваемого блоком управления 29, с его пятог О выхода в момент времени t/ на первый вход элемента ИЛИ 20 поступает сигнал иц , сигнализирующий о приходе преобразователя 5 УЗ-колебаний в исходное положение. Поскольку на втором входе элемента ИЛИ 20 уровень 1 (на предметньй 15 подано опорное напряжение), то сигнал и 6x1 через элемент ИЛИ 20 не проходит .
По приходу сварочной головки 2 в исходное состояние блок управления 29 с третьего выхода прекращает работу шагового привода 4 механизма 3 вертикальных перемещений. Затем для образования перемычки предметный столик 15 перемердают к месту второй сварки (не показано) и по команде, поступающей на первый вход блока управле
НИН 29 в момент времени t, с его третьего выхода подается команда на опускание сварочной головки 2 иа по- зицию второй сварки. Поскольку в мо- когда проволока под инструментом 6 достигает вывода полупроводникового прибора на предметном столике, он., заземляется н начинает разряжаться через конденсатор 19, резистор 18.
мент времени t выходной сигнал и от D-триггера 25 имеет уровень 1, то сигнал формирователя 28 U ф в момент времени t через элемент ИЛИ 2) не проходит, т.е. ложной подачи команды с первого выхода блока шравления 29 на образование шарик{1 не происходит, В момент времени tg,
и входное сопротивление элемента ИЛИ 20, чем обеспечивается удержание на некоторое время, определяемое постоянной времени КС-Цепи, уров ня 1,, Ч1чзбы исключить прохождение сигнала с пятого выхода блока 29 через элемент ИЛИ 20 до фиксации момента касания.Далее происходят фиксация касания н вторая сварка. После второй сварки с третьего вьгходча блока управления 29 подается команда на шаговый привод 4 для подъема сварочной головки 2, По мере ее подъема про-юходит приближение постоянного магнита 9 к датчику Холла 7,, и его ;выходной сигнал увелкгчиваетск и поступает на второй вход блока управления 29
I . - ,
По достижении порогового знач.;- ж;; : задаваемого блоком у;;равления 29 -Ч сЕидетельствуго1;(его об ном положении преобрг.чователя 5 УЗ-колебаний, п Момент времени tg на пятим выкоде блока упрааления 29, а значит, на пзрвом входе зл8ме 1та ИЛИ 20 появляется сигнал Ug,,,, на вто ром входе которого к этому моменту присутствует уровень О, Таким об- ра-лси, Пй вькоде элемента ИЛИ 20 в MOM;;j;: f нре:мепи i иоявляется сигнал
и:
Eliir I
поступающий кз третий вход
блока управлеиик Л и по этой .чо- наг;д э с второго Бг-жода выключается напряжение, пос г/ таЕЯ ае на привод 12 губок О и , в результйте чего про исходит ф1жсация проволоки в губках 10 и 1 и ее обрыв от места второй CBapKtE 3 момент времени t , Вьп:од- ной сигнал с. элемента РШИ 20 посту- j.-ieT также на входе элемента з&дерв:- ки 23,,, пройдя который поступает на RS-триггера 24, п февсдя его в состояние 1. Уров ень 1 открывает аналоговый ктпоч 275 -& выходе KOTOpus o появляется сигнал U, с аадер;жой от tg, -равной - SaA 1 задержка необход1-ша на время срабатьшания зажима проволоки губками 10 н П, Напряжение источня™ ка питания 26 .юступает через откры- .тый ключ 27 на электромагнит 16, который притягивает ка величину зазора . якорь 7j образз я тем самьиг необходимый квостшс под инстггу™ |Ментом 5о riocxie прихода сварочной головк-.. 2 в исходное состояние и по«- дачи Б , го л;::г времени ; , сигналу запуска , , поступающего на пер4476136
вый вход Гэлока управления 29, происходит, как было описано выше, опускание сварочной головки 2, оплавление выступающего конца проволоки и подача вьгходного сигнала элемента ГШИ 21 через элемент задержки 22 на пятьш вход блока управления 29 и на R-вход RS-триггера 24, устанавливая на его выходе уровень
О
тем
самым с второго выхода блока управления 29 поступает напряжение,на привод 12 губок 10 и ilj производящитс разжим проволоки, а на электромагнит
s 16 прекрардается подача напряжения от источника питания 16 через аналоговый ключ 27 и преобразователь 5 УЗ колебаний занимает исходное положение .Далее ц::кл образования перемычек повQ торя -.те я.
Входами блока управления 29 соот- вестиенно является: первым - параллельно соединенные второй вход элемент. И 31 и R-Бход RS-триггера 33,
5 четлерты1М - вход устройства 46 фор- г-П1ропан:1.я шарика, вторым - вход усилителя 35, т; .етьи11 - R-вкод RS-11: иг- гера 34, пя/ым - S-вход RS-триггера ,34, Выходами б.аока управления 29
д соотзетстванно являются: первый - выход У -bUJ 46J вторым - выход аналогового гпк-.а 44 5 тргт)гим - вьгкоды комму- r.iTopa 43 cj as, четвертым - второй выход УЗГ 40 и п; Тым - вьпход компаратора 38 на один вход КОТОРОГО пода5 - ,, „
но опорно Li напряжение 1 оп s з. второй
связки с выходом ФНЧ 36 и одним входом ксмпаратора 37, на другой вход которо с подано опорное напряжение П оп ФНЧ 3& связан с выходом усплите.чя 35, а выход компаратора 37 - с ВХОР:ОМ элемента задержки 39 и одним входом эле;5е. И 30s второй вход которого связан с выходом ;заема реверсивного счетчика 42, а выход элемента И 30 соадк ек с R-входом RS-Tpi-n-rspa 32, вн;сод которого связан с вг . ДОМ генератора 4 i импульсов,, с выходом элеменга И 3L первьп-.г входом соединенного с первым выходом УЗГ 40 и S-входом RS-триг- гер.1 33j выход которого связан с первым входом реверсивного счетчике. 42 и первым входом ко -гмутатора 43 фаЗ;. вторьо входом соедиленный с вы ходом генератора 41 инпульсоБ и вторым входом реверсивного счетчика 42, Выход RS-триггера 34 соединен с управляющим входом аналогового ключа 4Дэ
5
0
входом связанного с источником питания 45.
Блок управления 29 работает следующим -образом,
В исходном положении преобразователя 5 УЗ-колебаний устанавливают опорное напряжение первом входе компаратора 38, равное выходному напряжению ФНЧ 36, на выходе компаратора 38 уров.ень О - сигнал исходного положения преобразователя 5 У3-колебан.ий, Величина опорного напряжения и„„, выбирается меньшей Uom на величину, необходимую для точной фиксации момента контактирования, а сигнал с датчика Холла 7 при контактировании у еньшается. При поступлении на первмй вход блока управления 29 импульса внешнего запуска через элемент И 31 КЗ-триггер. 32 устанавливаетсп в состояние ), разрешая тем самым работу генератора 41 импульсов, Этот же импульс внешне гс. запуска устанавливает КБ триггер 33 в состояние С. Коммутатор 43 фаз может коммутировать свои выходы в последовательности -2-3-4.0. , в зависиности от состояния на первом входе коммутатора 43 фаз. В данном случае на гервом входе коммутатора 43 фаз состояние О, поступающее с выхода RS -Tpnrrspa 33, и коммутатор 43 фаз когтг утирует свои вькоды в последовательности 1-2-3-4-1,,.. Этот г;е сигнал О RS-триггера 33, поступая на первы; 1 вход реверсивного счетчика 42, устанавливает з счетчике 42 режим суммирования, и с приходом каждого импульса с генератора 41 импульсов на второй счетный вход счетчика 42 выходной код реверсивног счетчика 42 увели - ивается на единицу При поступлении с.второго входа блока управления 29 сигнала на УФШ 46 на первом выходе блока управления 29 формируется импульс для оплавления. проволоки.- После его оконча- Н.ИЯ на вход блока управления 29 поступает сигнал переводящий RS-триггер 34 в состояние 1, который поступает ка управляющий вход аналогового ключг; 44 и открывает его, и напряжение от источника питания 45 поступает на второй выход блока управления 29. В момент контактирования сварочного инструмента 6 убьшающий сигнал датчика Холла 7 поступает на третий блока управ476138
леник 29 и на вход усилителя 35. Выходной сигнал усилителя 33 фильтруется Л НЧ 36 и поступает на вход компаратора 37, По достижении порогово)
го значения ,, последний срабатывает и его сигнал через элемента И 30 поступает ка Я-вход RS-триггера 32, на вькоде которого устанавливается
Q уровень О, который прекращает работу генератора 41 импульсов. Этот же сигнал компаратора 37 через элемент задержки 39 поступает на вход З ЗГ 40, который запускается, что вызывает явление УЗ-колебзний на его втором выходе, а значит, на четвертом выходе блока управления 29, По истечении времени, определяемого реле времени самого УЗГ 40, на его втором
Q выходе и, соответственно, на четгер™ том выходе блока управления 29 прекращается процесс возбуждения УЗ-колебаний. УЗГ 40 переключается для работы во втором режиме (т.е-г с дру5 гими параметрами возбуждения УЗ-колебаний и временем их продолжительности, установленньп-ш перед началом работы}, а на первом выходе УЗГ 40 вырабатьшается отрицательный импульс
0 устанавливающий RS-триггер 33 в состояние к RS-триггер 32 через элемент И 31 в состояние 1, разрешая тем самьм работу гекератора 41 импульсов. Генератор 41 импульсов начинает генерировать ш-шульсы, которые поступают на счетный второй вход реверсивного счетчика 42 и второй вход ком 3 татора 43 фаз, прзтчем теперь коммутатор 43 фаз коммутиру
0 ет свои выходы в последовательности 4-5-2-1-4,.,.. а счетчик 42 работает в режиме вычитания, с приходом каждого импульса уменьшая выходной код на единицу,
.5
При достижении напряжения на выходе ФНЧ 36 вел1гчины опорного напряжения Ujjj,, компаратора 38 последний срабатывает и его сигнал поступает на пятый выход блока управления 29 По мере работы реверсивного счетчика 42 код на его выходе уменьшается до нуля, после чего на.выходе Заем счетчика 42 выраба тывается отрицательный импульс, который, поступив через элемент И 30 на R-вход RS-триг гера 32, устанавливает на его выходе уровень О, тем самым осганавливая работу генератора импульсов 41 а
значит и работу реверсивного счетчика 42 и коммутатора 43 фаз.
Работа блока управления 29 после прзтхода второго импульса внешнего запуска аналогична описанной, за исключением следующего. Сигнал на второй вход блока управления 29 не поступает, н УФШ 46 не запускается. После прихода импульса с первого выхода УЗГ 40 RS-трнггеры 32 и 33 устанавливаются в состояние 1, После срабатывания 1сомпаратора 38 его выход™ ной сигнал поступает на пятый выход блока управления 29 и через элемотт ИЛИ 20 (фиг.1) поступает на четзер - тьш вход блока упраиления 29 (фиг,2), устанавливая КБ-трнггер 34 в состояние 0 % аналоговый ключ 44 закры- ьа-.тся и напряжение от -источиика , и- тагг;;.я 4.5 на второй вь.гход ь.й подается. По мере работы реверсивног с чика 42 па его выходе появляется б:-- рнцательный импульс .Заам, поступающей через элемент И 30 на R-вход IlS-Tpiirrepa 32. устар авливая его в нулевое состояние, тем самым прекращая работу генератора импульсов 4., После прзпсода третьего 1;мпульса внешнего запуска на ларвып вход блока 29 упргг, цикл повторяете . Таким образом, оп Я1 нал устяиовка позволяет стй Зилизировол ь O j pasoK про/ю- локи под инструментом б., что приводит к стабилизации диаметра шарика и поз- Боляат в конечном .итоге повыси/ ь качество сварки. .
Формула изобретен к я
i, Установка для ультразвуковой сварки, содержащая стаиияу. свароч- uyic головку, механизм вертикальных перЕмещений сварочной ГОЛОВКРГ с ша говым приводом, преобразоват.:ль ульт- развуковьЕХ колебаний с инструментом датчик Холла, Г-образный кронштейн, жестко закрепленный на преобразователе ультразвуковых колебаний и не- постоянный магнит, неподвилгнзло и подвижную губки с приводом - заземленную, к а туик у с проволокой, электрод разрядника5 предметный столик, идо лированный от станины, и блок управ.- яеиия, первьш вход которого связан
g 0 3 0 д
0
5 0
с внешним запуском установкиj а второй вход - с датчиком Холла, первый выход блока управления соединен с электродом разрядника, второй выход- с приводом губок, третий выход - с шаговьи- приводом, а четвертый выход - с преобразователем ультразвуковых колебаний, отличающаяся тем, что, с целью повышения качества сварки за счет стабилизации подачи проволоки для образования ста- бильного шарика, она содержит привод механизма перемещения преобразователя ультразвуковых колебаний, формирователь, два элемента задержки, RS-три.ггер, D-триггер, два элемента 1ШИ, ,г:оговый кхооч, резистор, конденсатор и источник питания, соединенный с входом аналогового , выход которого подключен к приводу механиз 1а перемещения преобразователя ультразвуковых колебаний, а уп- рав:;:. 1юш1-:й вход - с выходом RS-триггера, S-зход которого соединен с выходом первого элемккта задер схи входом СЕязанн .г о с третьи -; входом блока У71равлепия ii выходом первого элемента - Ш. один вход которого соединен с одним выводом резистора и од- пей мз обклсщок конденсатора, другая обк-пйдка которого заземлена. а ДРУГО.Й вывод рези:; 0р. -;. связан с пред- Ь1еитт-;ьгм столиком, второй вход ь зрзо- I D элемента I-fflH - с пятьп б.по- хя управлени. :;, Е--БКЭд К5-триг: -ера через второй э.иемент задержки соединен с гатвертьы входом блока управления 1Г с выходе 1 второ о элемента 1Ш;1. первый вход KOiCporo связан с выходом D-триггера н его В-входом5 а второй вход 4&ps;3 Формирователь с пер}зьз сходом блока управления и С-входом :Т триггера, пятый вход блока управления подключен к R-входу КЗ-триггера,
2; таноБка по о т л и - ч .а ю ш а я с я тем, что привод мехз- низма перемещения преобразователя ультразвуковых колебаний выполнен в зиде электромагнитаэ жестко закрепленного на механизме вертикальньп перемещепк) сварочной головки, и якоря, укрепленного с возможностью регулировки на Г -образном кронштейне.
/3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Установка для ультразвуковой сварки | 1986 |
|
SU1391831A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Устройство для ультразвуковой сварки | 1989 |
|
SU1673347A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| Устройство для ультразвуковой сварки | 1984 |
|
SU1228997A1 |
| Устройство для сварки давлением | 1983 |
|
SU1184630A1 |
| Устройство для сварки давлением | 1987 |
|
SU1609585A1 |
| Устройство для сварки давлением | 1988 |
|
SU1611646A1 |
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
Изобретение относится к микро- : сварке, а именно к оборудоаашж для сборки и полупроводниковых приборов и интегральных схем. Цель - повьппе- ние качества сварки путем стабилизации отрезка проволоки под инструментом для последующего оплавлений его в шар. Установка. содержит механизм вертикальньк перемещений с шаговым приводом, датчик Холла, постоянный магнит на кронштейне, преобразователь ультразвуковых колебаний (ПУК) с инструментом, зажимные губки с пье- зоприводом, привод механизма перемещения ПУК и блок управления. При подъеме ПУК с инструментом от позиции второй сварки в момент, когда ПУК занимает исходное положение, определяемое с помощью датчика Холла и блока управления, подается команда на зажим проволоки губками и вертикальный подъем ПУК приводом на за данну о величину, обеспечивая тем самым образование стабильного отрезка проволоки под инструментом для последующего оплавления в шар. 1 з,п. ф-лы, 3 ил. а 
35
N/
56
и,
от
Ц
37
и,
от
ff
V
5
W
29
53 чг
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для ультразвуковой сварки | 1984 |
|
SU1228997A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
