Изобретение относится к промьпнлен ному транспорту, а именно к устройствам для смазки тяговых цепей конвейера.
Целью изобретения является повы- шение надежности.
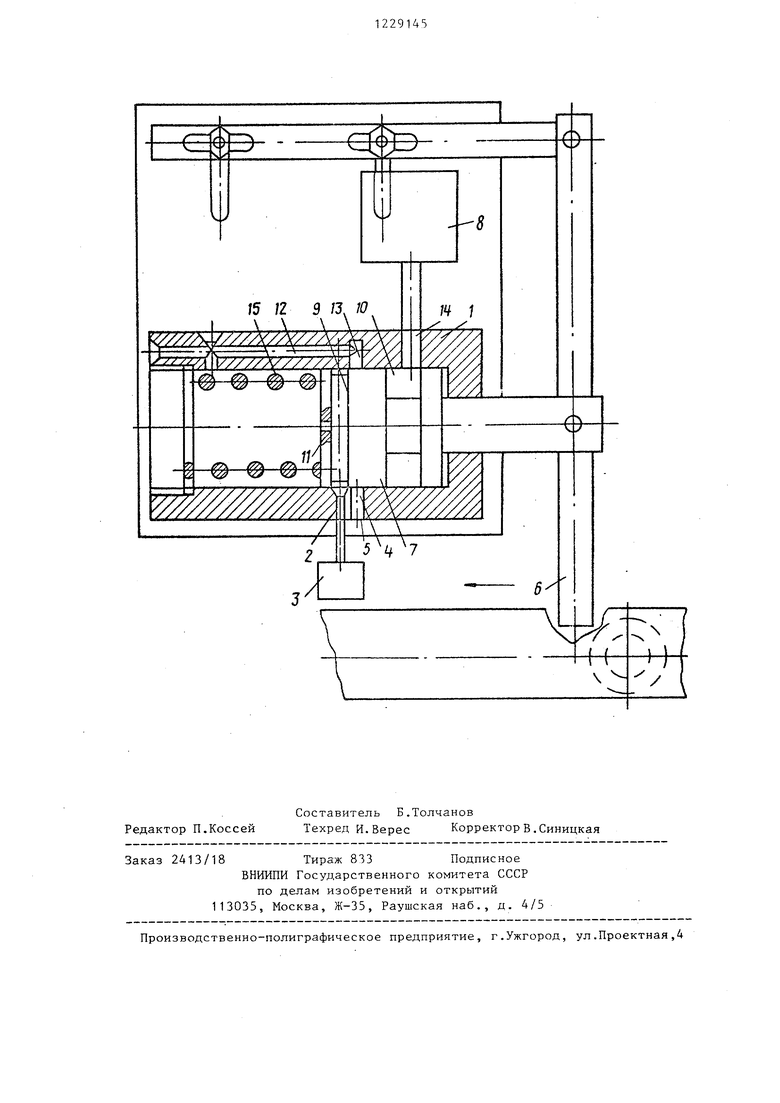
На чертеже изображено устройство для смазки тяговых цепей конвейера.
Устройство включает пневмоцилиндр с неподвижным корпусом 1, в котором расположен всасьшающий клапан 2, соощенный с источником 3 воздуха, и выходной канал 4, сообщенный с шприц- масленкой 5, привод 6 возвратно-поступательного перемещения поршня 7 пневмоцилиндра и источник 8 смазки. В поршне 7 пневмоцилиндра выполнены две кольцевые проточки 9 и 10, первая из которых сообщена с всасываю-. щим клапаном 2 и через отверстие 11 и бесштоковую полость пневмоцилиндра с выполненным в корпусе 1 каналом 12 выходное отверстие 13 которого размещено в плоскости расположения выходного канала 4. Вторая кольцевая проточка 10 сообщена с выполненным в корпусе 1 отверстием 14 для подвода смазки и выполнена с шириной меньшей чем расстояние между осью отверстия 14 и осью выходного канала 4. Источ- .ник 3 воздуха может быть заполнен сжатым воздухом. В бесштоковой полости расположена пружина 15.
В исходном положении элементы устройства находятся в положении, показанном на чертеже.
При включении конвейера его тяговая цепь, воздействуя на привод 6, приводит в движение поршень 7. Перед началом этого движения кольцевая проточка 9, бесштоковая полость пневмоцилиндра и канал 12 заполнены воздухом, а кольцевая проточка 10 заполнена смазкой, поступающей через отверстие 14.
По мере движения поршня 7 он перекрывает всасывающий клапа н 2 и отверстие 14 и начинает сжимать воздух находящийся в его бесштоковой полости. После сообщения кольцевой проточки 10 с отверстием 13 и выходньи каналом 4 сжатый воздух поступает в кольцевую проточку 10 и выталкивает находящуюся в ней смазку через выходной канал 4 в пресс-масленку 5, в результате чего смазка подается под давлением в шарниры тяговой цепи конвейера. При обратном ходе поршня пневмоцилин,цра поршнем 7 перекрьгоают- ся канал 12 и выходной канал 4 и открываются всасьгоающий клапан .2 и отверстие 14. При этом бесштоковая полость заполняется воздухом, а кольцевая проточка 10 - смазкой, и устройство становится готовым к следующему циклу„
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки тяговых цепей конвейера | 1980 |
|
SU906850A1 |
| ТЕМПЕРАТУРНОЕ УСТРОЙСТВО КОНТРОЛЯ ПРОБУКСОВКИ ЛЕНТЫ НА ПРИВОДНОМ БАРАБАНЕ КОНВЕЙЕРА | 2002 |
|
RU2209758C1 |
| НАДДОЛОТНЫЙ ЛУБРИКАТОР | 1990 |
|
RU2013515C1 |
| Тепловой насос-испаритель | 1990 |
|
SU1756608A1 |
| Устройство для смазки тяговой цепи конвейера | 1988 |
|
SU1789460A1 |
| Дозатор | 1991 |
|
SU1818539A1 |
| Автоматическое устройство для выпуска воздуха из несамовсасывающего жидкостного центробежного насоса | 1984 |
|
SU1279538A3 |
| ПНЕВМОЦИЛИНДР | 1991 |
|
RU2006684C1 |
| Лестница | 1983 |
|
SU1318504A1 |
| ПОРШНЕВОЙ НАСОС ВЫСОКОГО ДАВЛЕНИЯ С ЭЛЕКТРОПРИВОДОМ | 2015 |
|
RU2594540C1 |
Редактор П.Коссей
Составитель Б.Толчанов Техред И.Верес Корректор В.Синицкая
Заказ 2413/18 Тираж 833 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Патент США № 3135355, кл | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Устройство для смазки тяговых цепей конвейера | 1980 |
|
SU906850A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
