Известные механизмы для разрезки материа;|а, например горячего металла, не обеснечивают автоматнческо нодачи импульсов на включение режущего ycTpoiicTBa для норезкн движущегося материала, не нмеют дистанционного унравления и не оиеснечивают разрезку мета.тла на любую заданную д.тину. Управление работоГ атих механизмов осуществ.мяется оиератором, наблюдающим за. движеиием нолосы металла. При таколг способе разрезки получается большой К1сход мета.чла иа обрезь, особенно при отливке н.тоскпх с.титков, идуниьх иа прокатку листов. Кроме того, эти мехаиизмы сложны ио своей конструкции и иеудобиы в экси.1уатаинн.
Пред/шгаемый механизм автоматическо нодачи импу.тьсов на включение режун1,его устройства предназначен для разрезкн материала, например двнжущ- гося горячего металла, п не имеет указанных вьние недостатков. Порез а материала на любую заданную мерную длину в описываемом механизме достигаетея тем, что выходной на.т редуктора привода клети, тянущей нолосу, перелкпдает через кулачковую муфту н з бчатую нередачу рейку, которая при нрямом ходе подает импульс через конечный вык.тючатель на включение газорезки на рез п выключение yфты, а ири обратн -м ходе под де1 1етв;1ем своего собствеппого веса через другой конечный вык.тючате.чь нодает н.мпу.тьс па включение полумуфты. Для днстанционного управлеппя положением конечного вык.тючателя в предложенном механнзме применен гидронилиндр с электромагнитным управлением, HJTOK которого через рейку и шестерню связан с сельсином-датчиком.
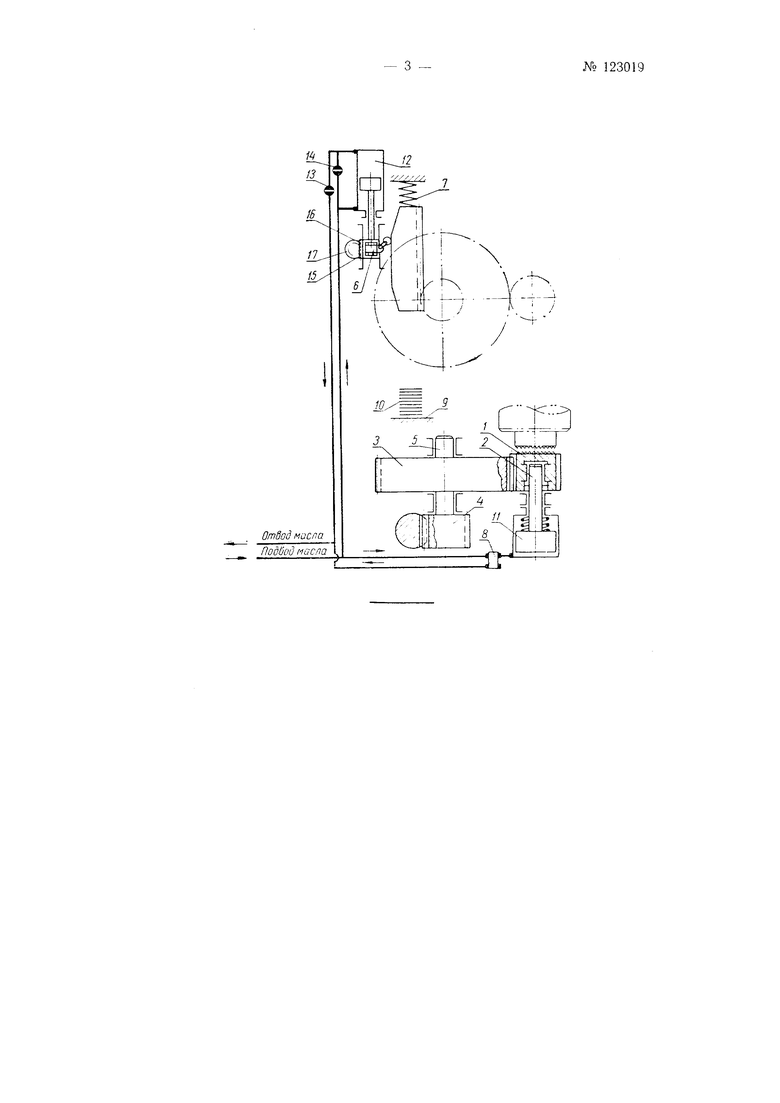
Принциииальиая схема механнзма показана на чертеже.
На выходном валу редуктора привода установлепа зубчатая полумуфта, которая при подаче имиу.тьса на переход на автоматпческое управление работой газорезки входит в зацеи. с шестерней-полу№ 123019- 2 муфтой 1, свободно сидящсГ на конце нпчжа норн1ня 2. От рранкнпя выходного BSiHa редуктора шестср11яч1о;|умуфта приводит во враншние шестерни 3 и 4, насаженные на вал 5, тем самым перемещает peiiKy вверХ. При движении рейка Свонм верхним концом отклоняет рычаг верхнего ко.нечного выкл1оч;ггеля 6, через ко1Ч)рый подаются од 1оир{ имь но имну.чьеы на вк.;поченне газорезки на рез и вывод из занеп.чення Hieстерни-нолумуфты 1 е но-тумуфтон, сидянкм на ва.ту редуктора.
Пос.че этого рейка нод собетвсмнплм весом н де11ствнем нружины 7 падает вниз, новорачивая нри этом нкчтернн 3 и 4, и инжним своим концом отклоняет рычаг четырехходового зо.ютника э.:1ектрома1Ч11Г1а 8. через которь Й нмнульс подаетея на ввод is заненленнс 1неетернн-нолумуфты /. Затем описанный никл повторяется. ;Чля уменьн1ения удара рейки о ннжнюю опору 9 на последнеГ устанав.тивается пакет тонких метал;1ическ11Х илаетнн W.
Ход но)Н111я 2 в ни;п1нд 1е // осу1неств;1яет )д в занен.1еннс ллм Бывод из зацепления шестсрни-нолумуфты с иа.лом р муктора. Л-тм ун)авления paOoTOii ни.тиндра с;1ужит четырсхходовьп} зо.ютник -j.:ie:;тромагиита 8.
В зависимости от длины, иа которую режутся c.isi6bi, ход рейки ние1)Х регул11)уется но.1ожение.м верхнего конечно1о вык.тючатс.я 6, нередвижение которого производится нгтоком гидрони.тиидра 12. Унравленис )аботой нн.нндра осуи1еств,чяетея дву.мя вс1гги.тя.ми 13 и 14 е электрома.-нптами. Верхний KOHeHiHjui В1 1кл1очатс.:п нрик|)еиле1 к но.чзуиу 15, имеющему зубчатую рейку 16, которая ири динженни приводит во вранкнне шестерню /7; вал ее еоединен с ва.чом сельсина-датчика. От носледнего через электрическую св5ГЧ) вран1ение нередаетея се,1веину-ириемнику, евя.заииому со шкало, показываюн1ей длину отрезаемых ио.тос, иа которую настроеиа устаповка. В зависимости от расноложеиия верхнего конечного выключателя можно установи- Т нужную длину отрезаемых нолое. При установке верхиего коиечного 1}В1ключате.ля в KpaihieM верхнем положении оеушествляетея порез елябов на максимальную ве.чичину. При нижнем его положении получается минимальная величина. Управлеиие передвижением конечного вык.тючателя оеуи1еетвляется оиератором с носта уп оавле1 ия.
Пред м е т и з о б р е т е н и я
1.Механизм автоматическоГ иодачи имиу.и.сов иа включеиие режущего устройства д;1я тюрезки движуицчося ма- -ериа;1а, о T;I и ч а ю н, и йся тем, что, е це.чыо обеснсчения иорсзки материа.ла иа любую заданную мерную длину, выходной вал редуктора нри вода тянун ей 1иолосу клети через кулачковую Ч1уфту и зубчатую ие){мачу неремениет pefiKy, которая ири прямом ходе нодает имну.чьс через конечный выключатель i-a включение газорезки на рез и выключение муфты, а ири обратном ходе нод дейетвие.м своего собетвенно1Ч) веса через другой конечный выключате ть нодает имнульс на включеиие нолумуфты.
2.Ме.хаиизм но п. 1, от л и ч а ю HUI и с я тем, что для дистаннионного управления положением конечного В1)1к.почате.1я применен гидроцилиндр с электромагнитным управлением. HITOK которого через рейку j; шестерню евязан с еельсином-датчиком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дистанционного управления стопорами сталеразливочных ковшей | 1958 |
|
SU122853A1 |
| Барабанные летучие ножницы для разрезки проката | 1953 |
|
SU101080A1 |
| Электромеханическое устройство управления летучими ножницами | 1971 |
|
SU473574A1 |
| АВТОМАТ ГОРЯЧЕВЫСАДОЧНЬШ ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕТАЛЕЙ, НАПРИМЕР ГАЕК | 1965 |
|
SU176476A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Устройство для изготовления брикетов из рубракса | 1954 |
|
SU104627A1 |
| Гидравлическая буровая установка | 1979 |
|
SU920192A1 |
| Устройство для мерной резки лентына гильотинных ножницах | 1974 |
|
SU508345A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для обработки деталей с прерывистыми круглыми пазами | 1976 |
|
SU682353A1 |