Авто-мат для сборки вентилей трубопроводов -может -найти дримеиение в арматур-остроении.
Известны отдельные механизмы для операцио-няой сборки узлое вентиля, для сборки золотника и шпи-нделя, для -свинчивания гол-овки .с «opinyicoM, .напрессовки ком плекта -шайб и про-кладо-к, установки .маховика.
Недостатком сборки вентилей на отдельных механизмах является больш-ой процент ручното труда, |Связа1нный с заррузкой, выгруз1кой, передачей заготовок с позиции на п 0зицию, а также ручная операция по навивке и sanpeicco-BKe салъннкового уплотнения.
Предлагаемый автомат предназначен для полной автоматической -сборки вентилей путем устан-овки всех механизмов на о-дной станине по 1обе 1сторо-ны от запрузочных устройств, получающих движение от двух незавнсимых распределительных валов. За один об-арот каждо-го распределителен 0-го вала осуществляется полная сборка вентиля, причем передача заготовок с позиции на позицию производит|Ся -maroBbLM траиспортером.
Механизм -навивки сальникового уплотнеПИЯ выполнен в виде каретки с разъемными гу1бка1мп, подающей шнур к поворотной толовке с собачкой, насажеиной на вертикальный винт, имеющий шаг резьбы, равный шагу навивки са-льника, расположенного в гайке,
жестко вмюнтированкой в плитунстани-ну, фрикционного рвверсивного. привода винта.
Механизм запрессовки имеет нлружиую оправку (ста-кан) для предохранения навитого сальника и внутреннюю оправку для запрессовки сальника в отверстие головки собираемого вентиля.
Механизм раздачи заготовок выполнен в виде сектора, по краям которого имеются продольные пнезда, рейки для поворота сектора и штанги для 1подъема и опускания сектора при отсечке заготовок.
Ком1пановка автомата прямолинейная, двухручьевая с двумя распределительными валами, обеспечивающими незав-иси мую ра-боту каждой ветВИ.
Для автоматической по-да-чи деталей на позицию сборки используются вибробункера и магазины, расположенные таким образом, что оди-н ви-бробунке-р подает заготовки на две одноименные позиции.
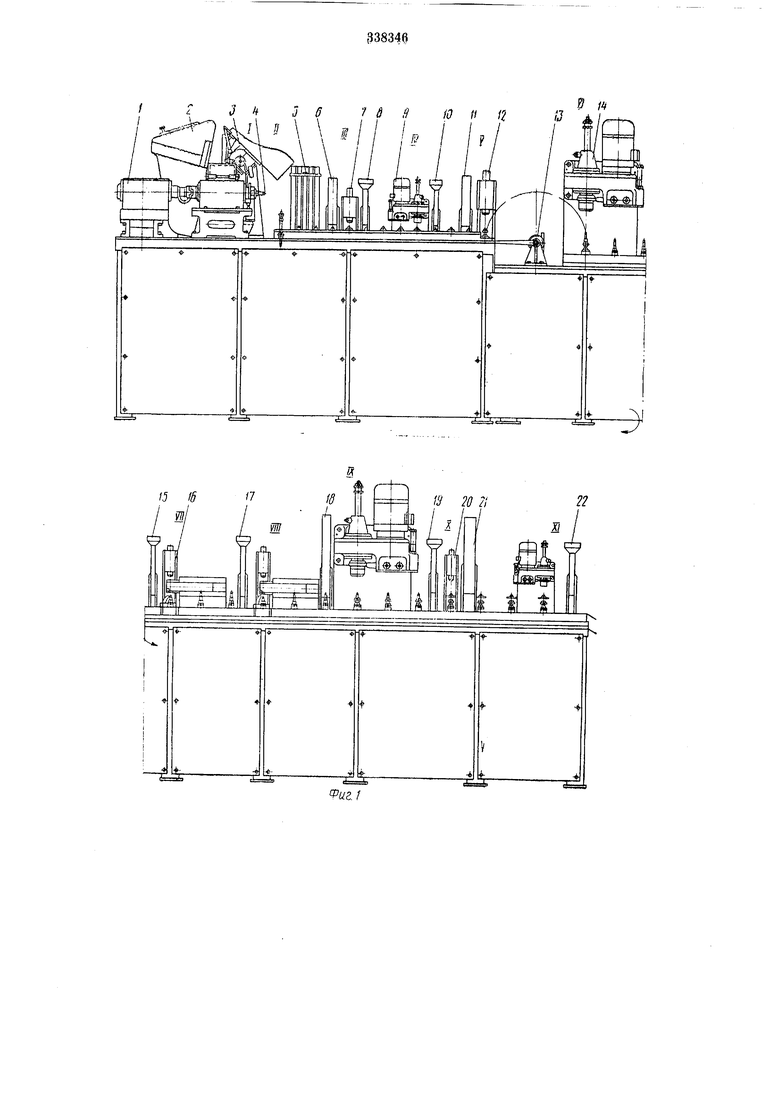
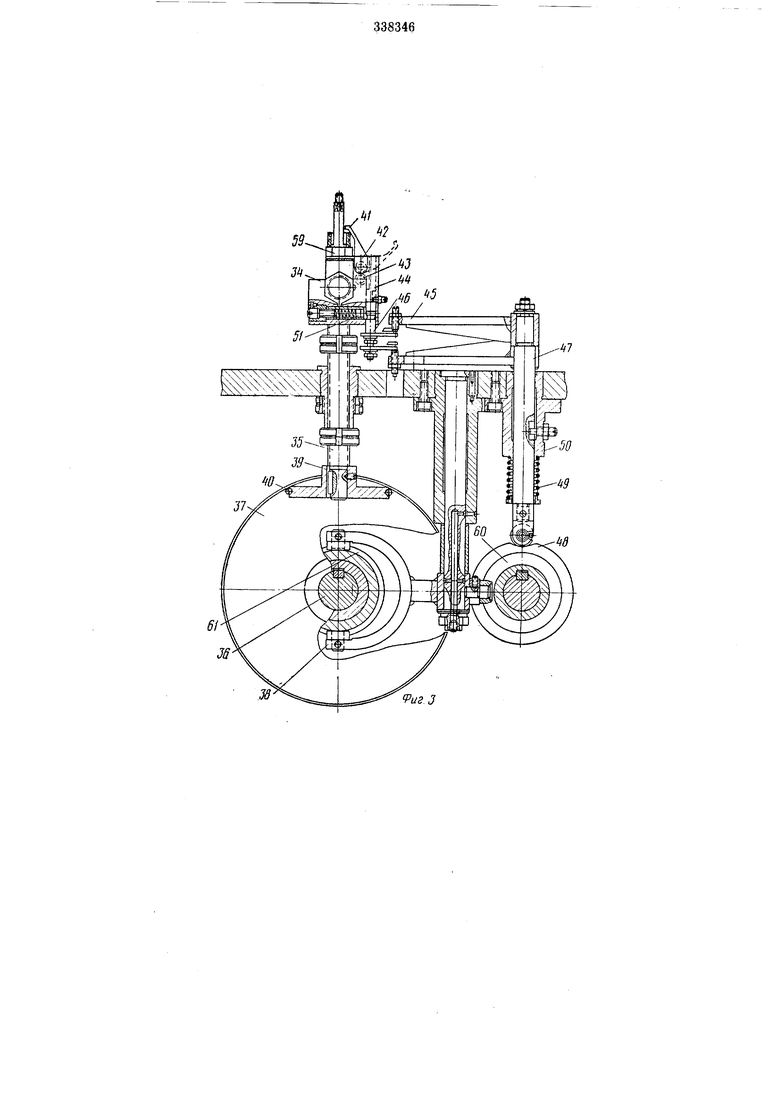
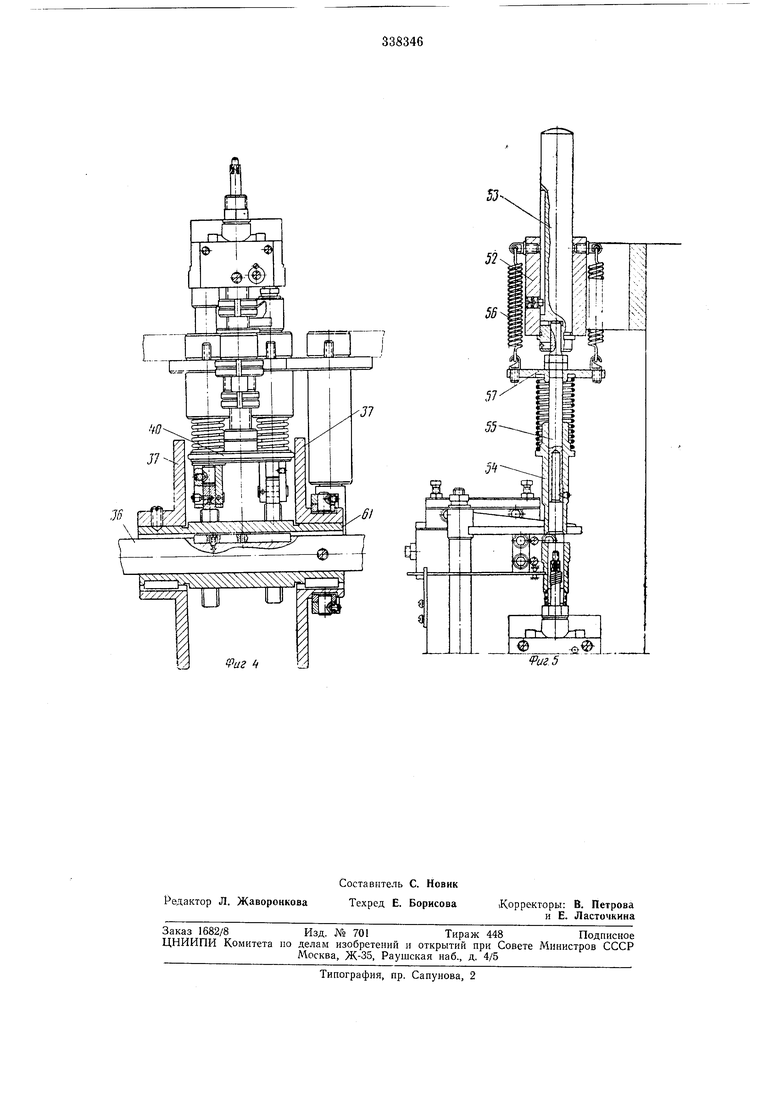
На фИГ. 1 изображен описываемый автомат, общий вид; на фиг. 2 - узел по-дачи -шиура, вид сбоку; на фит. 3-механизм навивки; па фиг. 4-привод механизма навивки; на фиг. 5 - мехапиз-м запресс-овки.
А|втомат соде1ржит станину сварной констржции, на, верхней плите -которой смонтированы; редуктор / привода вальцовочных -головок, бункера 2 для подачи золотников, бункер 3 для пода-чи шшшделей, правая и левая вальцовю чиые головки 4, .поворотный 1рычаг, магазин 5 для стодачи головок, магазин 6 для резиновых трокладок, (механизм 7 запрессовки, бзикер 8 для шай|б, Механический ключ 9, бу1Н1кер 10 для гаек, магазин // для прокладок, .механизм 12 напрессовки прюкладо-к, манипулятор 13, механический ключ 14, буикер 15 для колец, механизм 16 «авивки шнура салыникового уплотнения, буекер 17 для втулок, магази1Н 18 для (накидных гаек, буикер 19 для шайб, ;ме:ханнзм 20 надрессовки шайб и маховиков, магазин 21 для махов икав, бункер 22 для гаек.
Bice загрузочные уст.ройства установлены между исполнительными механизмами, раоположенными Ио обеим сторонам .станины, для одновраменной подачи заготовок.
Под Плитай смонтированы на нодшнпннкад качения правый и левый (расиределительлые валы, которые мюгут вращаться независи мо один от друго1го. Привод распределительных валов осуществляется редуктором и электродвигателем, установленны м на поворотной плита.
Механизм навивки шнура сальникового уилотнения состоит:
а)из узла подачи и зажима шнура, выполненного в виде кронштейна 23, в нагправляющих которого перемещаемся каретка 24, на которой смонтирована неподвижная губка 25; рычага 26, который нод деЙ СТ1Вием кулачка 27 перемещает каретку 24 с помоа1,ъю штока 28, смонтированного во фланце 29, закрепленном в ве рХ1ней нлите стантшы; рычага 30, .нажимающего на запорный ВИНТ 31, на К,онце которого закреплена подвижная губка 32, причем возврат подвижной губки осуществляется пружиной 55;
б)новоротной головки 34, закрепленной на хвостовике винта 55, вращаюш.егсяся в гайке, жестко за|К|репленной в верхней нлите станины.
Винт 55 получает вращение от приводного вала 36 через один из фрикционных дисков 37, который вилкой 55 поджимается к шкиву 39, на последний насажено резиновое кольцо 40.
В noBOpOiTiHofi головке 34 имеется собачка 41, сидящая на одной оси с шестерней 42, входящей в зацепление с паразитной шестеренкой 43, которая в iCBoro ачередь заце1ПЛ1яется с рейкой 44. Рейка опускается и поднимается под действием рычага 45, который своим ynopHHiM винтом давит на пластину 46. Рычаг 45 смонтирован на хвостовике щтока 47, который перемещается вверх под де/жтвием кулачка 48, а - под действием пружины 49. Шток 47 перемещается во фланце 50, который закреплен в верхней 1Плпте ста нины. Фик1сато)р 51 удерживает рейку 44 в крайнем верхнем положении.
Механизм за1прессов1ки содерЖИт стойку 52, в расточке которой под действием кулачка раюпределитального вала перемеи1,ается щииндель 55, ла конце которого установлены две оправки 54 и 55. Возврат шпинделя осуществляется прзжина ми 56, воздействующими на планку 57.
Автомат работает следующим образам. Из бункера 5 в зону вальцовки (познция /) подается 1Ш1ииндель, затем iTia сферический хвоСТ01ВИК шпинделя пинолмо насаживается золотник, который в зону вальцовки понадает
из бункера 2. Вальцовка иро.изводится двумя стальными дисками, которые «;меют осевую подачу. Вращение от редуктора / нере1дается на промежуточный вал, на котором смонтированы две 1пары конических шестарен, передающих вращ,ение черев промежуточные шестеренки шестеренками шпинделей. Затем поВОрошый рычаг переносит завальцованный Ш1пиндель с золотником на позицию// и опускает его в авто матичеаки пода1нную из мага
зина 5 на эту же позицию головку. Шпиндель механического ключа, расположенный снизу плиты, насаживаются на квадрат, и производится ввинчивание шпинделя в головку. Собранный комплект шаговым транспортером передвигается пО направляющим планKaiM на позицию ///, 1где из магазина 6 подается резиновая прокладка, а из бункера 8 подается шайба. Механизмом запрессовки резиновая прокладка и шайба насаживаются на
резьбовой хвостовик золотника. На позицию IV из бункера 10 подается гайка, которая меха1ническим ключом 9 навинчивается на резьбовой хвостовик золотника , на позицию V из магазина // подается прокладка, которая при
помощи типинделя |Механизма 12 нгасалсивается на головку. Расположенный между позициями V и VI манипулятор 13 разворачивает собранный комплект и опускает его в поданный из 1магазина корпус вентиля.
Шпиндель механического ключа 14 производит ввинчнваНИЗ собра1нного шпинделя в корпус вентиля. Шаговый транспортер передвигает вентиль по направляющим на следующую позицию.
Па позициях VII и VIH производится навивка и нанрессовка садьника, а также укладка щайбы и втулки; на позиции IX-навинчивание накидной гайки; на позиции X из бункера 19 нодается щайба, а из магазнна
21 - iMaxoBHK. Шайба и маховик механизмом 20 насаживаются на хвостовик шпинделя. На позиции XI из бункера 22 подается гайка, которая навинчивается меха1нически.м ключом на резьбовой хвостовик шпинделя. Собранный
вентиль сбрасывается IB тару.
Бунт асбестового щнура укладывается на вертушке, конец шнура протягивается через направляющую планк-у 58 (фиг. 2) и зажимается губка1ми 25. Под действием кулачка и
рычага перемещается каретка 24, иа которой закреплены 25 и 32 с зажатым концом асбестового Ш1нура. В этот момент собранный вентиль 59 (фиг. 3) находится в головке 34. Кулачок 48, расположенный на распределикоторого укреплен рычаг 45, tnoc-ieaiiiifl упорным 1ВИ1НТОМ нажимает «а пластину 46 и чтереД1вигает рейку 44, которая через паразитную шестеренку 43 1поворачи1вает 1ше1стерню 42, на оси которой закреплена собачка 41, прижнмапощая конец асбестовопо Шпура « IHHHHделю.
Головка 34 насажена на :№о.стовнК вннта 35, .на другом конце которого на HiiHOHKe iCHдит ижив .35 с резино,вы.м -колъцоМ 40 на оооде.
Кулачок нажимает на ролик 60 н новорачивает вилку 38, которая пере1мещает ступицу 61. На концах -ступицы укреплены -пра-вый и ЛСвый фрикционные диски 37, 0|П,ин из дисKOiB шрижимается к шки.ва 39 и начинает вращать винт 35. В этот момент производится навивка шнура на стержень шпинделя шагом, равным шагу Винта. Когда .винт до1Й|Дет до крайнето ноложення, кулачок выведет фрикционные диски 37 в нейтральное положение, ви-нт пе.ресталет .вра щаться, и (голсека 34 остановится. Процесс навивки окончен.
Под лейст1вием кулачка iipii.ncCTioro ва.ча 36 начинает онускаться Ш1ниндель 5.- (фиг. 5). Па конце шнинделя и-м-еются две оправки 54 и 55; Онра1В.ка 54 имеет на бо:ко.вой нове-рхности продольный паз, одна грань которого заточена в виде лезвпЯ. При лвиже.иии оправки 54 вниз, лезвие перерезает ;и:нур, а сама ои1рав.ка 1Пр.едохраняет навитый участок сальникового уплотнения от разматывания. Затем внутренняя онра,вка 55 занрессовывает сальниковую набивку iB центральное отверстие
головки вентиля. В этот момент конец асбестового шнура зажат в губках 25.
Фрикционный диск 37 (фит. 3) поджимается к нживу 39 и начинает вращать винт 35 в обратно;М направлении. Когаа винт достнгиет крайнего верхнего положения, кулачок вы.ведет диск .в нейтральное Положение, ви.нт остановится. Вентиль 59 с за-прессованной сальниковой 1пабивкой передается шаговым транспортером на следующую позицшо.
Предмет изобретения
1.АвтОМат для сборки вентилей трубопроводов с двумя ветвями сборки, работающими
независимо о.дна от другой от распределительных валов, технологиче-ские, загрузочные и транснортирующие механизмы которого расположены на общей станине, отличающийся тем, что .в каждой ветвчч с.борки в составе
тех.нологических механизмов по ходу процесса установлены механизмы .навивки и запрессовки ШИура сальникового уплотнения.
2.Автомат по п. 1, отличающийся те-м, что механизм навивки, имеющий .винтовую пару,
снабжен кареткой с разъемными губками, нодающей сальниковый шнур к новоротно.й головке с собачкой, прижимающей конец шнура к винту, враиаемому от реверси.вногО фрикционного привода.
3. А.втомат по ни. 1 и 2, отличающийся тем, что мехапизм запрессовки имеет шгутреншою онравку |ДЛя занрессовки .сальника в отверстие головки, собираемого вентиля и .наружную оправку для предохранения навитого
сальника от повреждения в процессе запрессов.ки. J / j G 1 (t H Ю n 

| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| АВТОМАТ ДЛЯ СБОРКИ ЗОЛОТНИКА СО ШПИНДЕЛЕМ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU433008A1 |
| СТАНОК ДЛЯ СБОРКИ И СМАЗКИ | 1965 |
|
SU172693A1 |
| Автомат для сборки деталей запрессовкой | 1981 |
|
SU1092031A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ АВТОМОБИЛЬНОГО КОМБИНИРОВАННОГО ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 2019 |
|
RU2725254C1 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫВОДОВ ПОЛУПРОВОДНИКОВЫХ ВЕНТИЛЕЙ | 1972 |
|
SU335754A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |

4)
E:3
Ф«г/
«7
Vu2 3
