Изобретение относится к средствам автоматизации технологических процессов и может быть использовано в различных отраслях машиностроения, в частности в атомном машиностроении и котлостроении, в роботизированных технологических комплексах (РТК) развальцовки труб в трубных досках теп- лообменных аппаратов АЭС.
элемент датчика представляет собой фаску 19 на корпусе захватного устройства, вьтолненную таким образом, что при перемещении захватного устройства 8 вдоль оси на 0,5-1,5 мм датчик срабатывает.
На конце веретена 3 установлен колпачок 20, максимальный диаметр которого меньше на двойное предполагаеЦелью изобретения является обеспе- 0 мое осевое смещение диаметра рабочей
чение возможности применения устройства в роботизированном технологическом комплексе путем устранения несоосности осей вальцовки и вальцуемой трубы.
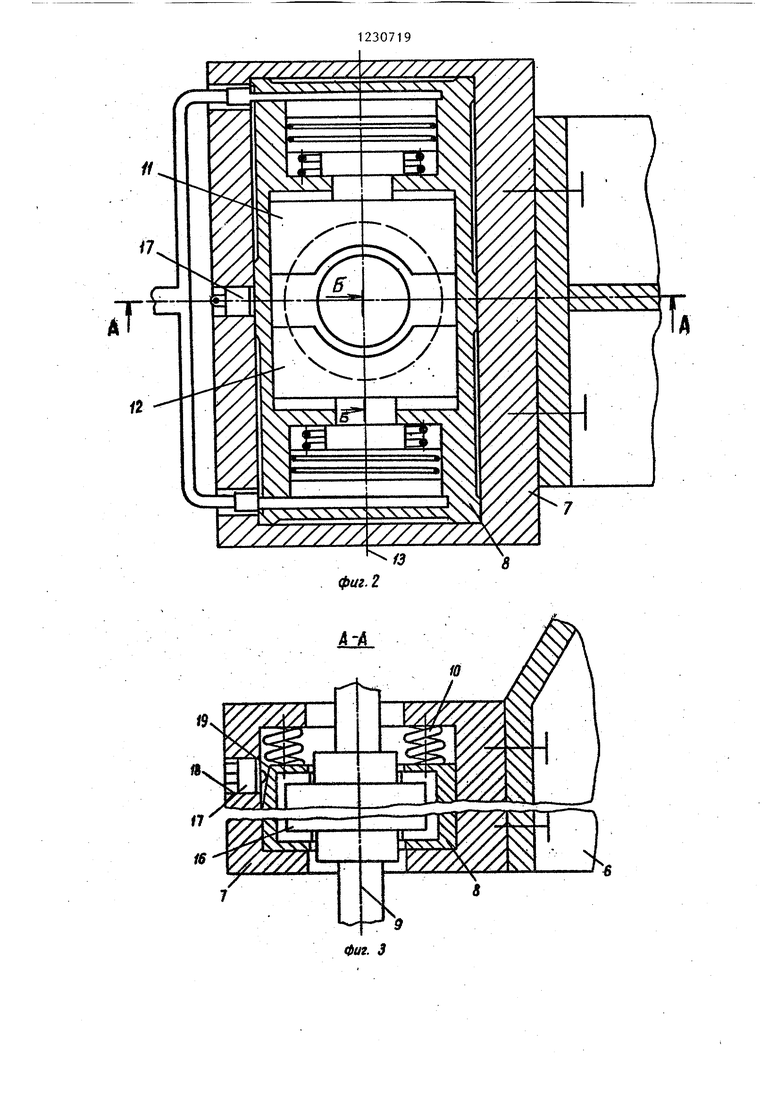
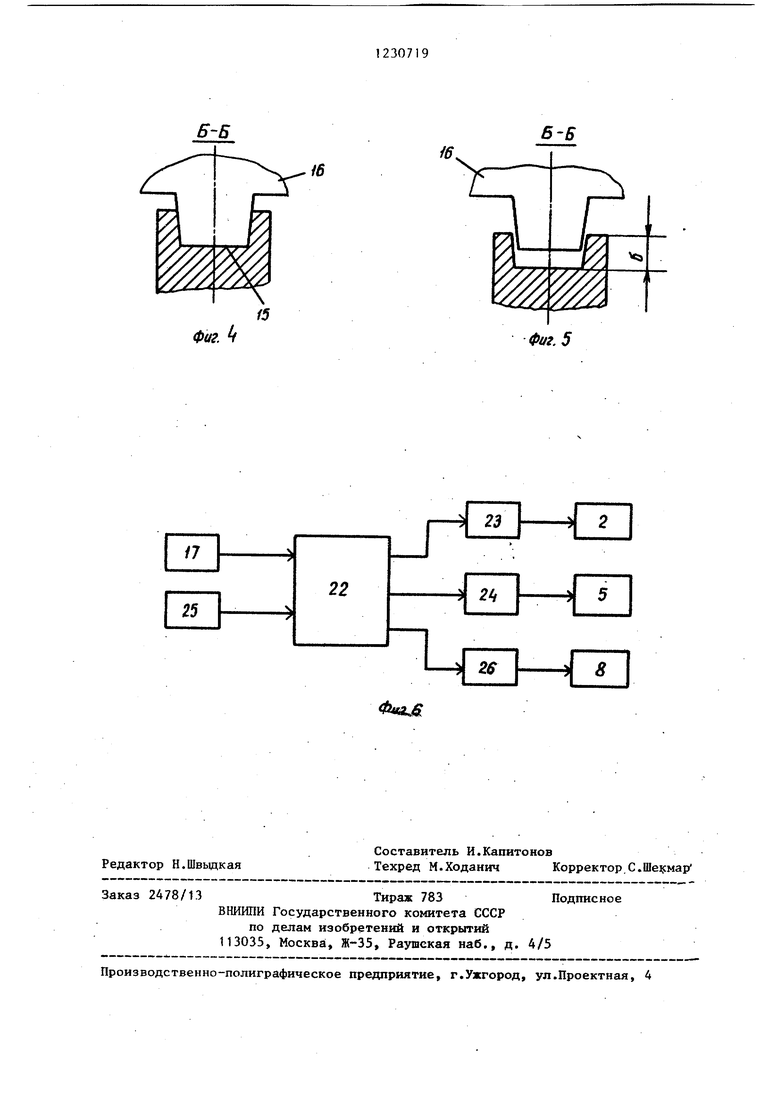
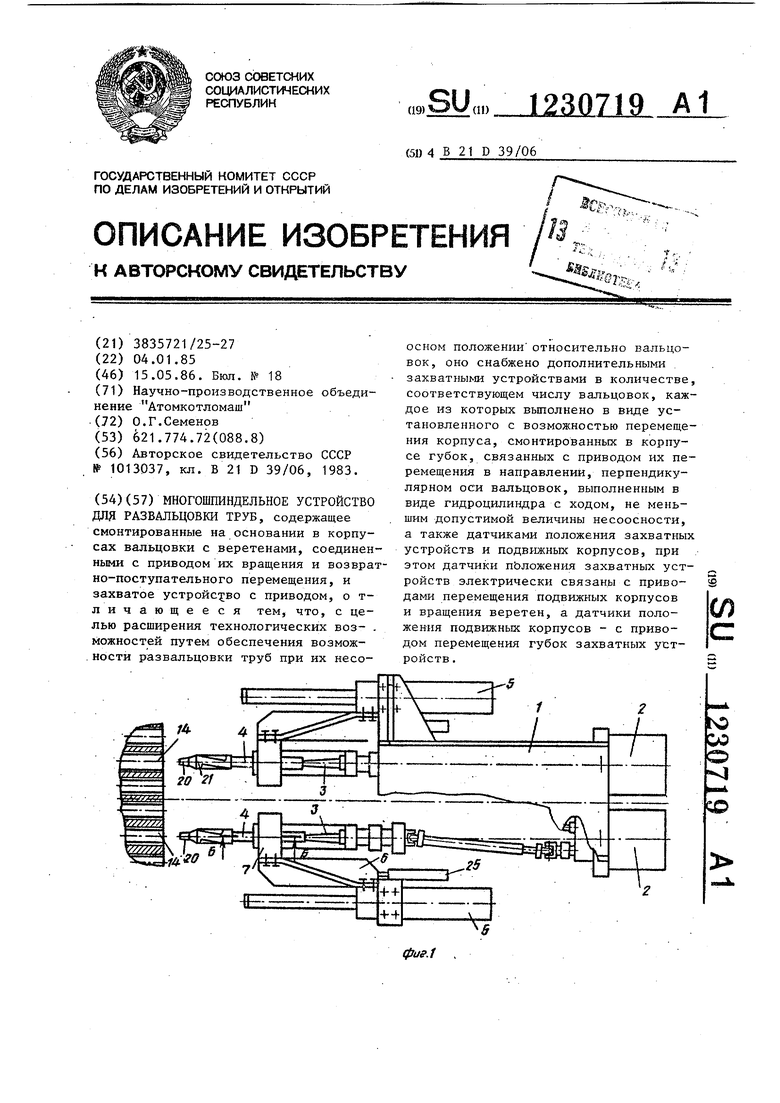
На фиг. 1 показано устройство в плане; на фиг. 2 - захватное устройство, поперечный разрез; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 и 5- разрез Б-Б на фиг. 2 (положение губок в сведенном и разведенном состояниях) ; на фяг. 6 - функциональная схема управления устройством с помощью датчиков положений.
Многошпиндельное устройство для развальцовки труб содержит основание 1, на котором укреплены приводы 2 вращения веретен 3 вальцовок 4 и привод 5 возвратно-поступательного движения. К приводу 5 посредством кронштейна 6 крепится подвижный корпус 7, в полость которого вмонтировано захватное устройство 8, подпружиненное вдоль своей оси 9 пружинами сжатия 10
с параметрами, обеспечивакяцими прижа- 35 ремещения веретена вдоль оси корпуса
тие захватного устройства 8 в исходном состоянии к стенке корпуса, обращенной к рабочей части вальцовки 4. Захватное устройство 8 содержит губки 11, 12, имеющие возможность перемещения вдоль оси 13 корпуса при помощи гидрощшиндров с пружинным возвратом. Ход гидроцшшндров выбирается из расчета ожидаемого осевого смещения вальцовки 4 относительно своей вальцуемой трубы 14 и должен быть больше этого смещения примерно на 1,5-2,0 мм.
В губках 11, 12 выполнен, паз 15, в который с зазором примерно 0,5 - 1,0 мм входит корпус 16 вальцовки 4. Глубина паза 15 (8) должна быть не менее чем в 2 раза больше хода гидроцилиндров привода губок 11, 12.
В корпусе 7 установлен датчик 17 положения, например микропереключатель МП-7, расположенный в отверстии 18 корпуса 7, при этом замыкающий
40
(не показано).
Основание 1 предназначено для крепления устройства к подвижному элементу (манипулятору) робота РТК (не показано).
Устройство работает следующим образом.
Оператор в ручном режиме с пульта системы 22 управления в режиме На- 45 ладка элементы системы приводит в исходное состояние. При этом веретена 3 выдвигаются приводом (не показано) из корпусов вальцовок 4. Корпуса отводятся вправо (фиг. 1) приводом 5. 5Q Приводы 2 отключены. Затем манипулятор робота, по командам с системы 22 управления подводит устройство к трубам, которые необходимо развальцевать
При включении системы 22 управления оператором в автоматический режим включаются приводы 2 и 5. Веретена 3 начинают вращаться,- корпус 7 двигаться влево (фиг. 1). После того.
55
элемент датчика представляет собой фаску 19 на корпусе захватного устройства, вьтолненную таким образом, что при перемещении захватного устройства 8 вдоль оси на 0,5-1,5 мм датчик срабатывает.
На конце веретена 3 установлен колпачок 20, максимальный диаметр которого меньше на двойное предполагае
части 21 вальцовки 4.
Датчик 17 через систему 22 управления, в качестве которой используется система управления РТК, связан с элементом 23 коммутации цепей питания привода 2 вращения веретена 3 (в качестве которого может быть принят, например, магнитный пускатель) и с элементом 24 реверсивного включения привода 5 (выполненным, например, в виде гидрораспределителя).
Кроме того, устройство оснащено датчиком 25 положения подвижного корпуса, например, реостатного типа,
подвижная часть которого закреплена на кронштейне 6, а неподвижная - на основании 1.Датчик 25 электрически связан: через систему 22 управления с распределительным устройством 26
(например, гидрораспределителем с электромагнитным управлением), к которому подключены гидроцилиндры захватного устройства 8.
Устройство имеет также.привод перемещения веретена вдоль оси корпуса
(не показано).
Основание 1 предназначено для крепления устройства к подвижному элементу (манипулятору) робота РТК (не показано).
Устройство работает следующим образом.
Оператор в ручном режиме с пульта системы 22 управления в режиме На- ладка элементы системы приводит в исходное состояние. При этом веретена 3 выдвигаются приводом (не показано) из корпусов вальцовок 4. Корпуса отводятся вправо (фиг. 1) приводом 5. Приводы 2 отключены. Затем манипулятор робота, по командам с системы 22 управления подводит устройство к трубам, которые необходимо развальцевать.
При включении системы 22 управления оператором в автоматический режим включаются приводы 2 и 5. Веретена 3 начинают вращаться,- корпус 7 двигаться влево (фиг. 1). После того.
как колпачок 20 вводится в трубу, датчик 25 положения вальцовок 4 вдоль оси 13 выдает сигнал в систему 22 управления, которая по этому сигналу переключает гидрораспределитель 26 в гидросистеме захватного устройства 8. так, что губки 12, 11 раздвигаются вдоль оси 13 на предполагаемое двойное осевое смещение, и между губками 12, 11 и корпусом вальцовки 4
образуется зазор, равный примерно предпслагаемому осевому смешению,
которьй позволяет вальцовке 4 при дальнейшем движении с помощью привода 5 самоцентрироваться при отсутствии радиальных усилий на вальцовку.
После соприкосновения корпуса 7 вальцовки с трубной доской 14 включается привод продольной подачи веретена 3, которое вдвигается, к начина- 20 закреплен в захватном устройстве, ется процесс развальцовки. По окончании этого процесса системой 22 управления вьщается сигнал на реверс привода 2 и включение привода 5 на движение вправо. Веретено 3 вьщвигает- 25 ся из вальцовки 4, корпус 7 перемещается приводом 5 вправо, устройство для развальцовки труб подводится на следующую рабочую позицию.
В случае, если многошпиндельное 30 устройство подведено на такой участок трубы, когда напротив некоторых вальцовок отсутствуют отверстия, то при работе системы в автоматическом режиме происходит следующее.
35
расположенном в корпусе, выполненн с возможностью перемещения приводо возвратно-поступательного движения а захватное устройство имеет возмо ность перемещения вдоль оси корпус в корпусе установлен датчик, элект рически связанный с системой управ ления приводами вращения веретена вальцовки и возвратно-поступательн го движения корпуса, позволяет рас рить технологические возможности у ройства и применить его в РТК развальцовки, работающих в автоматиче ком режиме вследствие введения вал цовки в отверстие при их несооснос до 2-4мм, что пралстически Больше с мы погрешности позиционирования -ро бота и конструктивных и технологич ких допусков смещения отверстий, а также резкого повьшения ресурса ра ты вальцовок ввиду исключения ради альных нагрузок.
Включаются приводы 2, веретена 3 начинают вращаться, корпус 7 - двигаться влево (фиг. 1). Но теперь, если при движении вальцовки 4 влево колпачок 20 упирается в трубную доску, движение вальцовки 4 прекращает719
ся, а корпус 7 под действием привода 5 продолжает движение, при этом захватное устройство 8, которое, находясь в зацеплении с корпусом 6 вальцовки 4 и поэтому остановившееся, своим корпусом сжимает пружины 10 и фаской 19 давит на кнопку датчика 17, датчик 17 формирует сигнал в систему 22 управления, которая при
помощи элемента 23 обесточивает привод 2, а при помощи элемента 24 переключает привод 5 на обратное движение. Таким образом, вальцовки, напротив которых отсутствуют отверстия,
занимают исходное положение, а ос- талыше вальцуют.
Использование данного многошпиндельного устройства для развальцовки труб, в котором корпус вальцовки
закреплен в захватном устройстве,
расположенном в корпусе, выполненном с возможностью перемещения приводом возвратно-поступательного движения, а захватное устройство имеет возможность перемещения вдоль оси корпуса, в корпусе установлен датчик, электрически связанный с системой управления приводами вращения веретена вальцовки и возвратно-поступательного движения корпуса, позволяет расширить технологические возможности устройства и применить его в РТК развальцовки, работающих в автоматическом режиме вследствие введения вальцовки в отверстие при их несоосности до 2-4мм, что пралстически Больше суммы погрешности позиционирования -робота и конструктивных и технологических допусков смещения отверстий, а также резкого повьшения ресурса работы вальцовок ввиду исключения радиальных нагрузок.
фиг. 2
LA.
Фаг. 3
Б-Б
Б-Б
Фиг. 4
Фаг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУСТОРОННЯЯ ВАЛЬЦОВКА | 1973 |
|
SU404532A1 |
| СТЕНД ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА РАЗВАЛЬЦОВКИ ТЕПЛООБМЕННЫХ ТРУБ С ПОМОЩЬЮ РОЛИКОВОГО ИНСТРУМЕНТА | 2011 |
|
RU2474483C1 |
| ВАЛЬЦОВКА | 2005 |
|
RU2294258C2 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ РАЗВАЛЬЦОВКОЙ | 2007 |
|
RU2360762C2 |
| Вальцовка для труб | 1984 |
|
SU1191147A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| Полуавтомат для развальцовки труб в трубных решетках аппаратов | 1960 |
|
SU145205A1 |
| Устройство для крепления труб в трубных решетках | 1986 |
|
SU1505637A1 |
| ВАЛЬЦОВОЧНАЯ МАШИНА | 2010 |
|
RU2473409C2 |
| ЦИЛИНДРИЧЕСКАЯ ВАЛЬЦОВКА | 1971 |
|
SU310720A1 |
22
23
2ft
2$
8
Редактор Н.Швьщкая
Заказ 2478/13Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москвй, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
ft«tiu4
Составитель И.Капитонов
Техред М.Ходанич Корректор.С.ffleiiCMap
| Многошпиндельное устройство для развальцовки труб | 1981 |
|
SU1013037A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
