Изобретение относится к обработке металлов давлением и может быть использовано для исследования процесса развальцовки теплообменных труб в трубных решетках (досках) при изготовлении теплообменных аппаратов в различных областях техники.
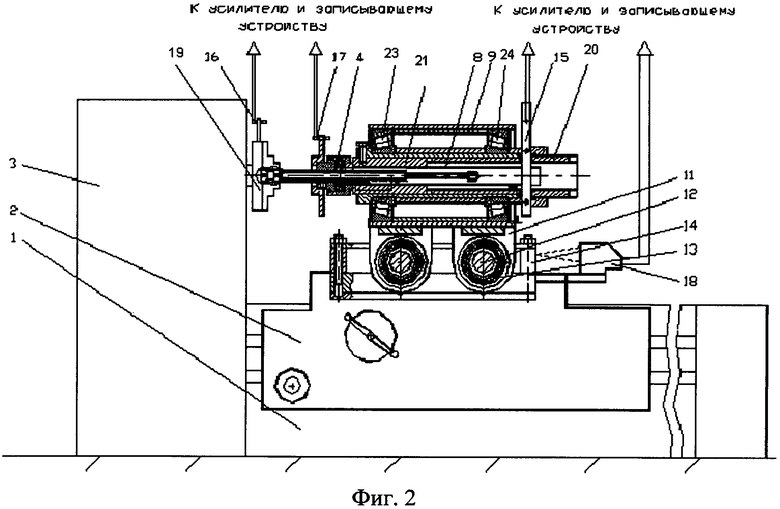
Известно устройство развальцовки труб, основанное на радиальной пластической деформации вальцуемой трубы и прижатии с некоторым усилием к стенке отверстия ложемента (фиг.1). (Юзик С.И. Развальцовка труб в судовых теплообменных аппаратах. Судостроение. Л. 1978. 144 с.).
Известное устройство включает вальцуемую трубу, проходящую через ложемент; размещенный внутри вальцуемой трубы корпус роликов, выполненный в виде трубы с прорезями под ролики; ролики, размещенные в прорезях корпуса роликов; корпус вальцовочного устройства с размещенным в нем подшипником, через который проходит корпус роликов; веретено вальцовки, снабженное с одного конца хвостовиком для соединения с устройством вращения веретена, а с другой стороны, в области контакта в роликами, выполненное в виде конуса.
Для осуществления развальцовки вальцуемую трубу устанавливают внутри ложемента, и вводят внутрь ее корпус роликов с роликами и веретеном вальцовки, соединенный через подшипник с корпусом вальцовочного устройства. При развальцовке трубы, посредством воздействия роликов на внутреннюю поверхность вальцуемой трубы в зоне контакта труба-ложемент, в результате пластической деформации трубы достигают прочного соединения вальцуемой трубы и ложемента.
Однако известное устройство невозможно использовать в качестве стенда для исследования, на котором возможно определять и исследовать важные рабочие параметры развальцовки различных теплообменных труб: замерить ход и скорость вращения веретена, скорость вращения корпуса роликов, величину крутящего момента, прилагаемого к рабочему инструменту. Точно определить указанные параметры развальцовки для теплообменных труб необходимо ввиду малой деформируемости указанных труб и вероятностью появления дефектов в областях пластической деформации при выходе за граничные значения.
Задачей и техническим результатом изобретения является создание стенда, позволяющего определять и исследовать важные рабочие параметры процесса развальцовки конкретной теплообменной трубы: ход и скорость вращения веретена, перемещение веретена, скорость вращения корпуса роликов, величину крутящего момента, прилагаемого к рабочему инструменту.
Технический результат достигается тем, что стенд для определения оптимальных рабочих параметров развальцовки труб, содержащий ложемент для прохождения вальцуемой трубы, вальцовочное устройство с корпусом, роликовый вальцовочный инструмент, корпус фиксации роликов, конические ролики, веретено с хвостовиком, соединенным с устройством вращения, выполненным в виде шпинделя с кулачковым патроном, станину с размещенным на ней суппортом с салазками, установленную на салазки подвижную каретку с датчиком осевого перемещения, размещенный на подвижной каретке держатель вальцуемой трубы и ложемента, содержащий установленный в корпусе на двух роликовых подшипниках ротор в виде полой трубы с датчиком измерения силы или крутящего момента, датчики измерения частоты вращения шпинделя и корпуса вальцовочного устройства, при этом все сигналы от упомянутых датчиков подводят на входы соответствующей электронно-регистрирующей аппаратуры. Технический результат также достигается тем, что корпус вальцовочного устройства выполнен в виде полого цилиндра и снабжен размещенным в нем подшипником, поддерживающим размещаемый внутри вальцуемой трубы корпус фиксации роликов, который выполнен в виде трубы с прорезями под ролики, оси которых скрещиваются с осью вращения веретена под углом 1-3°, при этом конические ролики размещены в прорезях корпуса фиксации роликов, а веретено вальцовки выполнено с одного конца с хвостовиком для соединения с кулачковым патроном шпинделя, а с другого конца, в области контакта в роликами, - в виде конуса; каретка в нижней части снабжена осями с подшипниками, установленными на направляющих салазках; а ложемент выполнен в виде шайбы или обрезка трубы, толщина которых больше толщины вальцуемой трубы.
Устройство стенда по изобретению может быть проиллюстрировано рисунком, представленным на фиг.2, где:
1 - станина токарного станка;
2 - суппорт токарного станка;
3 - привод шпинделя токарного станка;
4 - корпус вальцовочного устройства;
5 - корпус фиксации роликов;
6 - конический ролик;
7 - веретено вальцовки;
8 - вальцуемая труба;
9 - корпус держателя вальцуемой трубы и ложемента;
10 - хвостовик веретена вальцовки;
11 - каретка;
12 - оси каретки;
13 - подшипники каретки;
14 - салазки;
15 - датчик измерения силы или момента;
16, 17 - датчики измерения частоты вращения шпинделя и корпуса вальцовочного устройства;
18 - датчик осевого перемещения каретки;
19 - шпиндель с кулачковым патроном;
20 - ротор;
21 - ложемент;
22 - подшипник;
23, 24 - роликовые подшипники, поддерживающие ротор.
Механическая часть стенда по изобретению размещена на станине (1) токарного станка, на которой размещен суппорт (2) токарного станка со стандартными салазками (14). Суппорт (2) не имеет механической связи (отключен) с общим приводом токарного станка. На салазках (14) суппорта размешена подвижная каретка (11), которая в нижней части снабжена металлическими осями (12), которые поддерживаются подшипниками каретки (13), установленными на направляющие салазок (14). Это обеспечивает минимум усилий для горизонтального перемещения каретки (11). Перемещение каретки (11) фиксируется стандартными датчиками осевого перемещения: емкостными, индуктивными, магнитными.
На каретке (11) размещен держатель вальцуемой трубы и ложемента, конструкция которого включает корпус (9) в виде полого цилиндра. Внутри корпуса (9) установлены два роликовых подшипника (23, 24), которые снабжены стандартными устройствами крепления к корпусу (9): кольцевые уступы, фланцы и т.п. Указанные подшипники (23, 24) поддерживают ротор (20) в виде полой трубы, в которую устанавливают и фиксируют вальцуемую трубу (8) и ложемент (21). Ротор (20) снабжен датчиком измерения силы или крутящего момента, например стандартным датчиком момента вращения, построенного на тензодатчиках. Для проведения исследований на стенде по изобретению ложемент (21) выполняют в виде шайбы или обрезка трубы, толщина которых больше толщины вальцуемой трубы.
Для осуществления развальцовки трубы внутрь ее вводят роликовый вальцовочный инструмент, состоящий из корпуса (4) вальцовочного устройства, корпуса (5) фиксации роликов, 3-х конических роликов (6) в и веретена вальцовки (7) с хвостовиком (10). Корпус (4) вальцовочного устройства выполнен в виде полого металлического цилиндра и снабжен размещенным в нем подшипником (22), закрепленным в нем стандартными устройствами (крышка, фланец, упор и т.д.). Подшипник (22) корпуса (4) поддерживает размещаемый внутри вальцуемой трубы (8) корпус (5) фиксации роликов, который выполнен в виде трубы с прорезями под конические ролики (6), оси которых скрещены с осью вращения веретена (7) под углом 1-3°. Конические ролики (6) размещены в прорезях корпуса (5) фиксации роликов. Веретено (7) вальцовки выполнено с одного конца с хвостовиком (10) для соединения с кулачковым патроном шпинделя, причем хвостовик закрепляют в устройстве вращения, выполненном в виде шпинделя (19) с кулачковым патроном, а с другого конца, в области контакта с роликами (6), - в виде конуса, сопрягаемого с поверхностью роликов. Для измерения частоты вращения шпинделя (кулачка, веретена) и корпуса (4) вальцовочного устройства стенд снабжен стандартными индуктивными датчиками (16, 17) измерения частоты вращения.
Все сигналы от датчиков подводятся на входы соответствующей электронно-регистрирующей аппаратуры (на чертеже не показано).
Стенд по изобретению работает следующим образом.
После сборки механических элементов стенда перемещением суппорта (2) и/или каретки (11) вводят роликовый вальцовочный инструмент в вальцуемую трубу таким образом, чтобы ролики (6) разместились в области соединения вальцуемая труба-ложемент.
После этого размещают датчики и производят настройку электронной аппаратуры.
Затем включают привод шпинделя (19) токарного станка. Патрон с закрепленным в нем хвостовиком (10) веретена (7) вращается с заданной и контролируемой датчиком (16) частотой, а каретку (11) подают к патрону шпинделя до касания роликов о вальцуемую теплообменную трубу, выполненную из коррозионностойкой и жаропрочной стали, например, хромоникелевой или хромистой стали, с толщиной стенок 2 мм. Под действием трения о коническую рабочую поверхность веретена (7) конические ролики (6) вальцовки, оси вращения которых скрещивают с осью вращения веретена под углом γ=1…3°, и которые, вращаясь, создают осевое усилие, перемещающее каретку к патрону, тем самым веретено входит внутрь трубы, а ролики (6) совершают переносное вращательное движение по окружности, радиус которой увеличивается с каждым оборотом веретена (7). Вследствие клинового эффекта труба деформируется и прижимается к ложементу, а реактивный вращающий момент воспринимается ротором (20) и датчиком (15). По мере нарастания величина крутящего момента отслеживается через показывающий прибор (на чертеже не приведен) и затем при достижении заданного значения производится автоматически или ручным способом остановка вращения вала электродвигателя привода патрона. Обратным вращением патрона вальцовочный инструмент извлекается из трубы.
Замеренные характеристики процесса развальцовки: скорость вращения веретена, перемещение веретена, скорость вращения корпуса, величина крутящего момента, прилагаемого к рабочему инструменту, позволяют выбрать наиболее оптимальные режимы настройки рабочего процесса при осуществлении развальцовки в промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛЬЦОВКА | 2005 |
|
RU2294258C2 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ РАЗВАЛЬЦОВКОЙ | 2007 |
|
RU2360762C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| Устройство для развальцовки труб | 1978 |
|
SU749506A1 |
| Вальцовка для труб | 1978 |
|
SU770616A1 |
| ВАЛЬЦОВОЧНАЯ МАШИНА | 2010 |
|
RU2473409C2 |
| Вальцовка для труб | 1984 |
|
SU1191147A1 |
| Кулачковая муфта к труборасширителям | 1977 |
|
SU713639A2 |
| Устройство для крепления труб в трубных решетках | 1986 |
|
SU1505637A1 |
| Устройство для развальцовки | 1976 |
|
SU623616A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для исследования процесса развальцовки труб в трубных решетках (досках) при изготовлении теплообменных аппаратов в различных областях техники. Стенд содержит ложемент, и размещенный в ней роликовый вальцовочный инструмент, состоящий из корпуса вальцовочного устройства, корпуса фиксации роликов, конических роликов и веретена с хвостовиком, который соединен с устройством вращения. При этом он дополнительно содержит станину с размещенным на ней суппортом с салазками, установленную на салазки подвижную каретку, на которой размещен держатель вальцуемой трубы и ложемента, включающий корпус с установленными внутри двумя роликовыми подшипниками, поддерживающими ротор в виде полой трубы для установки в нем вальцуемой трубы и ложемента, причем устройство вращения выполнено в виде шпинделя с кулачковым патроном. Имеются также датчики измерения частоты вращения шпинделя и корпуса вальцовочного устройства, а также ротор снабжен датчиком измерения силы или момента и каретка - датчиком осевого перемещения. Повышается точность настройки инструмента. 3 з.п. ф-лы, 2 ил.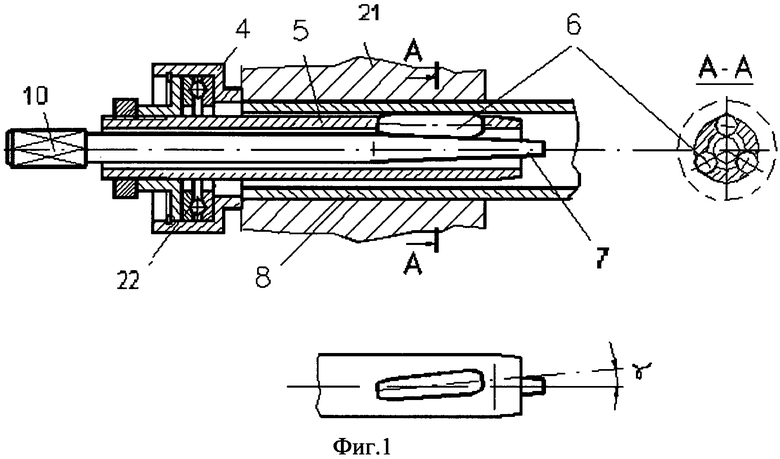
1. Стенд для определения оптимальных рабочих параметров развальцовки труб, содержащий ложемент для прохождения вальцуемой трубы, вальцовочное устройство с корпусом, роликовый вальцовочный инструмент, корпус фиксации роликов, конические ролики, веретено с хвостовиком, соединенным с устройством вращения, выполненным в виде шпинделя с кулачковым патроном, станину с размещенным на ней суппортом с салазками, установленную на салазки подвижную каретку с датчиком осевого перемещения, размещенный на подвижной каретке держатель вальцуемой трубы и ложемента, содержащий установленный в корпусе на двух роликовых подшипниках ротор в виде полой трубы с датчиком измерения силы или крутящего момента, датчики измерения частоты вращения шпинделя и корпуса вальцовочного устройства, при этом все сигналы от упомянутых датчиков подводят на входы соответствующей электронно-регистрирующей аппаратуры.
2. Стенд по п.1, отличающийся тем, что корпус вальцовочного устройства выполнен в виде полого цилиндра и снабжен размещенным в нем подшипником для поддерживания корпуса фиксации роликов, выполненного в виде трубы с прорезями под ролики, оси которых скрещены с осью вращения веретена под углом 1-3°, при этом конические ролики размещены в прорезях корпуса фиксации роликов, а веретено вальцовки выполнено с одного конца с хвостовиком для соединения с кулачковым патроном шпинделя, а с другого конца, в области контакта с роликами - в виде конуса.
3. Стенд по п.1, отличающийся тем, что каретка в нижней части снабжена осями с подшипниками, установленными на направляющих салазках.
4. Стенд по п.1, отличающийся тем, что ложемент выполнен в виде шайбы или обрезка трубы, с толщиной, превышающей толщину вальцуемой трубы.
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| Приспособление к вертикальному станку | 1976 |
|
SU582874A1 |
| Многошпиндельное устройство для развальцовки труб | 1981 |
|
SU1013037A1 |
| ВАЛЬЦОВКА | 2005 |
|
RU2294258C2 |
| US 4413395 А, 08.11.1983. | |||

