Известна развальцовка труб в аппаратах и котлах, выполняемая с помощью ручных вальцовок или вальцовок с механическими приводами. Использование механического привода в вальцовках освобождает рабочего от создания крутящего момента, но не обеспечивает в стыке трубы решетки нужную степень уплотнения, которая определяется опытом рабочего.
Предлагаемый полуавтомат для развальцовки труб в трубных решетках аппаратов с применением гидравлического цилиндра для осевого перемеш,ения вальцовки и гидродвигателя для ее вращения отличается тем, что, с целью повышения качества вальцевания, контролируют осевое усилие и крутящий момент в процессе вальцевания. Для этого в гидросхеме полуавтомата предусмотрены два реле давления, контролирующие давления .в гидравлическом цилиндре рабочей подачи и в цепи гидродвигателя.
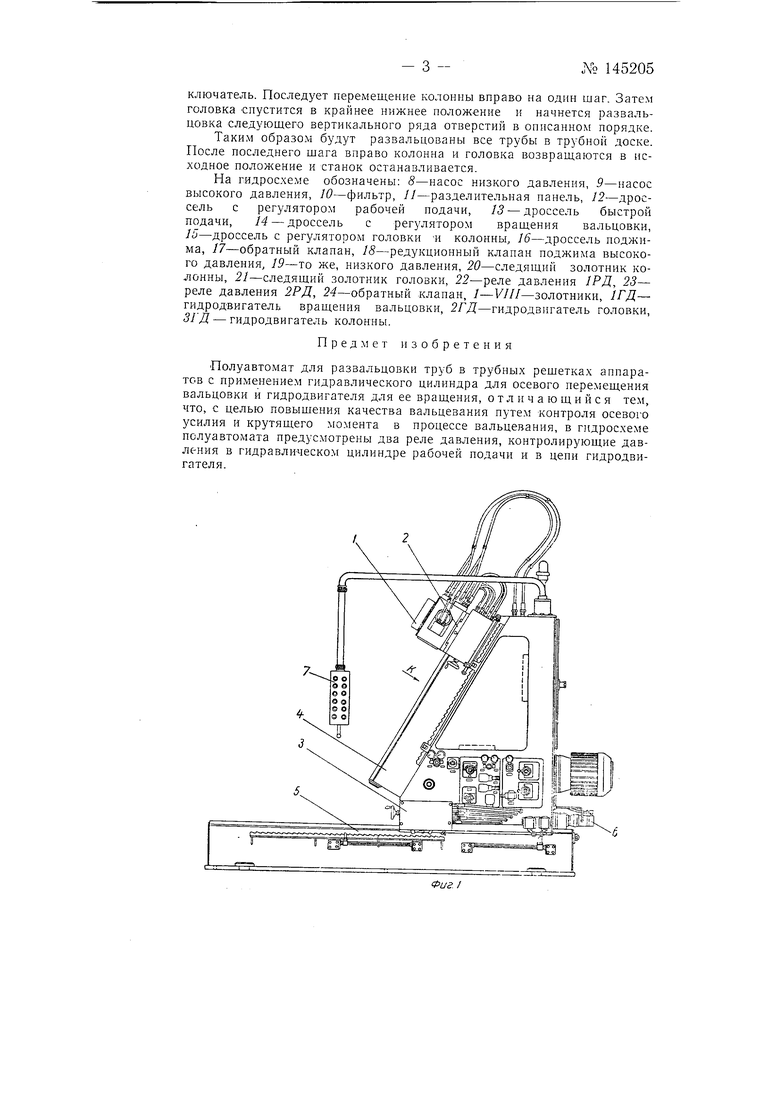
На фиг. 1 показан общий вид предлагаемого полуавтомата для развальцовки труб; на фиг. 2-принципиальная гидросхема полуавтомата.
Полуавтомат состоит из головки / с салазками 2, каретки 3 щупа, колонны 4, станины 5, привода 6 колонны, пульта 7 управления.
Головка ; представляет собой сварной корпус, внутри которого размещены гидроцилиндры поджима трубы и рабочей под.ачи, а также привод вращения инструмента.
Вращение инструменту передается от гидродвигателя через пару шестерен, подвижное шлицевое соединение, валик и шарнирную муфту. Головка устанавливается на салазки 2 и может перемещаться по направляющим салазок. К салазкам крепится вертикальная плита, на которую устанавливается каретка 3 щупа.
№ 145205- 2 Каретка 3 движется по направляющим стаНИны 5, обеспечивая горизонтальное перемещение инструмента при обходе трубной решетки.
Внутри колонны размещен гидробак. Над гидробаком расположен электрошкаф.
На вертикальной и горизонтальной стенках коло}1ны И меются блоки золотников. Здесь лее установлены два реле давления. На нередкей лицевой стенке панели размещены гидропанели с аппаратурой настройки давлений и скоростей в гидросистеме, кран с манометром, маслоуказатель и два путевых переключателя. Здесь }ке в нижней левой части крепится каретка 3 щупа. Привод 6 колонны состоит из гидродв.игателя и ояестеренного редуктора.
Каретка 3 щупа состоит нз механизмов, которые обеспечивают точное перемещение колонны или головки. На каретке закреплены узел следящего золотника, электромагн:ит и путевой переключатель.
Пульт 7 управления подвесной, уста}ювлен на поворотном основании колонны.
К полуавтомату с одной стороны прикрепляется упор для труб и сам полуавтомат устанавливается в приспособление.
Нажатием кнопки включается станок и пиноль головки идет вперед. При наличии трубы (отверстия) инструмент вводится в нее, а поджим упирается в ее торец. После того, как труба установлена в осевом направлении начинается вращение и рабочая подача веретена. Обойма с роликами начинает вращаться, производя развальцовку отверстия.
Рабочая подача веретена производится гидроцилиндром, а враще«ие-лидродвигателем. В гидросхеме (фиг. 2) предусматриваются два реле давления, контролирующие давление в гидроцилиндре рабочей подачи и -в цепи гидродвигателя. Тем самым контролируется осевое усилие подачи или крутящий момент необходимые для проведения качественной развальцовки.
Одно из реле давлений дает команду на прекращение рабочей подачи. Затем веретено продолжает вращаться некоторое время, производя заглаживание внутренней поверхности трубы и обеспечивая равномерную напряженность стыка по всему периметру трубы. Длительность выдержки без подач.и устанавливается но реле времени. Затем следует команда на отвод инструмента и пиноль «дет в исходное положение.
После этого включается гидродвигатель подъема головки и головка по направляющим колонны перемещается вверх на один щаг. Величина перемещения на шаг определяется рейкой и щупом, который упираясь в торец следующего зуба рейки, поворачивает вокруг оси рычаг механизма, воздействуя тем самым на плунжер следящего золотника. Золотник иерекрывает подачу масла к гидродвигателю и движение прекращается. Если головка не останавливается, а продолжает двигаться по инерции, следящий золотник реверсирует гидродвигатель, тем самым обеспечивая остановку в определенном месте. Затем циноль снова идет вперед и развальцовывается следующее отверстие. Если при подходе пиноли « следующей трубе веретено упирается в трубную доску, то пиноль по истечении некоторого времени возвращается и следует новый щаг головки.
Таким образом обеспечивается программирование р..боты головки по трубной решетке.
После того, как головка пройдет весь вертикальный ряд, ее упор, настроенный по габариту трубной решетки, нажмет на путевой переключатель. Последует перемещение колонны внраво на один шаг. Затем головка спустится в краршее нижнее положение и начнется развальцовка следующего вертикального ряда отверстий в описанном порядке.
Таким образом будут развальцованы все трубы в трубной доске. После последнего шага вправо колонна и головка возвращаются в исходное полол ение и станок останавливается.
Па гидрос.хеме обозначены: S-насос низкого давления, .9-насос высокого давления, 70-фильтр. У/-разделительная панель, /2-дрос сель с регулятором рабочей подачи, /5 -дроссель быстрой подачи, /4 -дроссель с регулятором вращения вальцовки, /5 дроссель с регулятором головки -и колонны, /(5-дроссель поджима, /7-обратный клапан, /5-редукционный клапан поджима высокого давления, УР-то же, низкого давления, 20-следящий золотник колонны, 21-следящий золотник головки, 2.2-реле давления 1РД, 23- реле давления 2РД, 24-обратный клапан, /-W//-золотники, 1ГД гидродвигатель вращения вальцовки, 2ГД-гидродвигатель головки, 31Д - гидродвигатель колонны.
Предмет изобретения
Полуавтомат для развальцовки труб в трубных решетках аппаратов с применением гидравлического цилиндра для осевого перемещения вальцовки и гидродвигателя для ее вращения, отличающийся тем, что, с целью повышения качества вальцевания путем контроля осевого усилия и крутящего момента в процессе вальцевания, в гкдросхеме полуавтомата предусмотрены два реле давления, контролирующие давления в гидравлическом цилиндре рабочей подачи и в цепи гидродвигателя.
еоШк,

| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ В ТРУБНЫХ РЕШЕТКАХ АППАРАТОВ | 1970 |
|
SU269139A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| Способ закрепления теплообменных труб в подогревателях высокого давления камерного типа | 2020 |
|
RU2752718C1 |
| ВАЛЬЦОВКА | 2005 |
|
RU2294258C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С КОЛЛЕКТОРОМ ПАРОГЕНЕРАТОРА | 2012 |
|
RU2524461C2 |
| СПОСОБ КРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ РАЗВАЛЬЦОВКОЙ | 2007 |
|
RU2360762C2 |
| Многошпиндельное устройство для развальцовки труб | 1985 |
|
SU1230719A1 |
| ВАЛЬЦОВОЧНАЯ МАШИНА | 2010 |
|
RU2473409C2 |
| СТЕНД ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССА РАЗВАЛЬЦОВКИ ТЕПЛООБМЕННЫХ ТРУБ С ПОМОЩЬЮ РОЛИКОВОГО ИНСТРУМЕНТА | 2011 |
|
RU2474483C1 |
| ПОЛУАВТОМАТ ДЛЯ РАЗВАЛЬЦОВКИ ТРУБ | 1967 |
|
SU202060A1 |

