Изобретение относится к обработке материалов резанием, а именно к способам установки нежестких деталей на металлорежущих станках.
Целью изобретения является повышение производительности установки нежестких деталей путем их размещения на самоцентрирующих . опорах, выполненных в виде подпружиненных в направлении поворота детали эксцентриковых роликов.
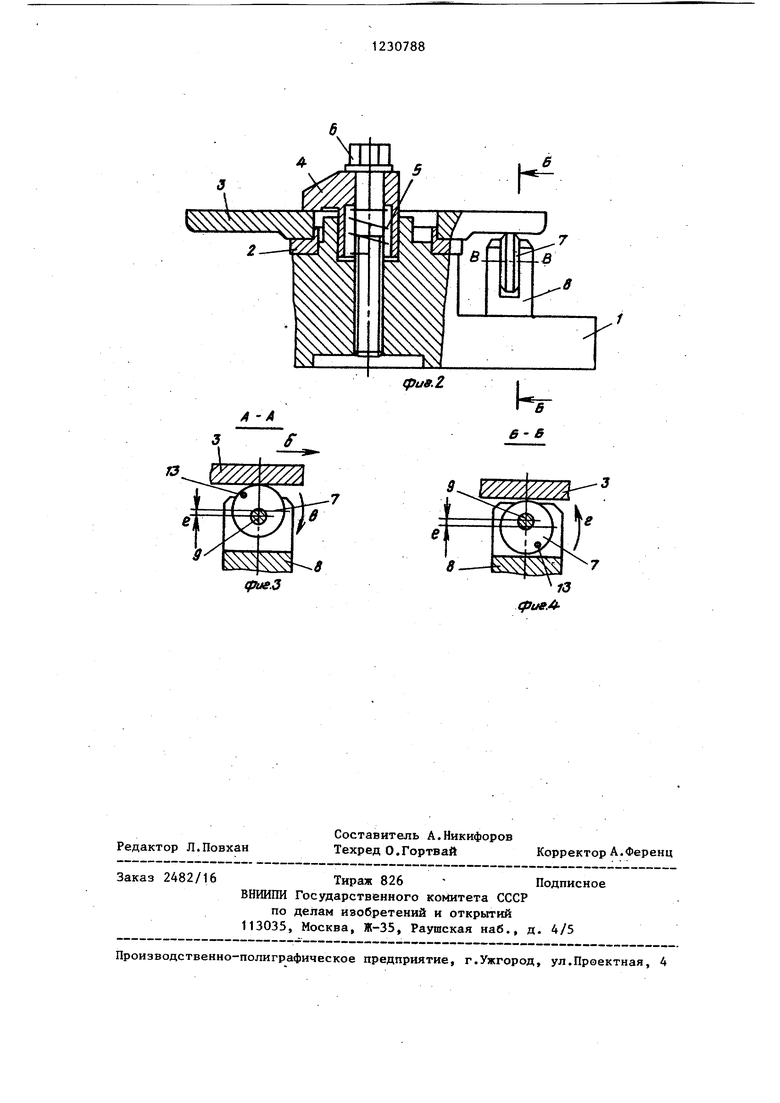
На фиг. 1 изображено устройство для осуществления способа перед закреплением детали, продольный разрез на фиг. 2 - то же, после закрепления детали; на фиг. 3 - разрез А- А на фиг. 1; на фиг. 4. - разрез Б-В на фиг. 2.
Устройство состоит из корпуса 1, в котором установлено опорное кольцо 2, служащее для базирования обрабатываемой детали 3. Г-образный прихват 4, служащий для закрепления обрабатываемой детали 3,находящийся под воздействием пружины 5, перемещается от винта 6. Пять эксцентрк- ковых роликов 7, выполняющих роль самоустанавливающихся опор, смонтированы в бобьшках 8 корпуса t на осях 9 и подпружинены в направлении вращения пружинами tO кручения, один конец которых закреплен в отверстиях 11 бобьшек 8, а второй - в отверстиях 1 2 роликов 7. Для ограничения вращения роликов 7 на 180 на них устанавливают упоры 13. Оси В-В роликов 7 перпендикулярны оси Г-Г опорного кольца 2.
Устройство работает следующим образом.
Обрабатываемую деталь 3 устанавливают на кольцо 2, которое опирается на цилиндрическую часть роликов 7, эксцентриситет е которых в исходном положении находится вверху, со стороны обрабатываемой детали 3.
Между базирующими поверхностями де; тали 3 и кольца 2 образуется зазор а. Далее детали 3 придают движение, в данном случае вращение вокруг оси кольца 2, вместе с прихватом 4.
Эксцентриковые ролики 7, контактируя с движущейся по стрелке б деталью 3, под действием веса д етали 3 и ее движения вращаются по стрелке Ь
(фиг. 3), закручивая пружины 10, усилием которых ролики 7 поджимаются к детали 3 по стрелке г . Эксцентриситет е переходит вниз (фиг. 4). Деталь 3 собственным весом или в сумме
с дополнительным усилием (руки или пружины), преодолевая усилия пружин 10, устанавливается окончательно на кольцо 2. Вращением винта 6 производят ее закрепление.
Расстояние движения детали 3 по роликам 7 из предварительной позиции в окончательную должно быть rte менее половины длины окружности кон- тактир5гющей цилиндрической поверхности ролика 7.
Для раскрепления обрабатываемой детали 3 винт 6 поворачивается в обратную сторону. Прихват 4 под воздействием пружины 5 перемещается вверх и разворачивается в исходное, положение. Обрабатываемую деталь 3 снимают. Ролики 7 под действием пружин 10 поворачиваются до упора 13 и устанавливаются в исходное положение, при этом эксцентриситет е находится вверху.
gja6.S
К
(рие,
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертлюг | 1985 |
|
SU1301624A1 |
| Устройство для зажима деталей | 1982 |
|
SU1068254A1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ И ЭКСЦЕНТРИКОВЫХ ВАЛОВ | 2004 |
|
RU2259909C1 |
| РЕГУЛИРУЕМАЯ ГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2259910C1 |
| Приспособление для закрепления деталей | 1977 |
|
SU751570A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337807C1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1199578A1 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337806C1 |
| СПОСОБ ОБКАТЫВАНИЯ ЭЛЕКТРОГОЛОВКОЙ | 2009 |
|
RU2420390C2 |

Редактор Л.Повхан
Составитель А.Никифоров
Техред О.Гортвай Корректор А.Ференц
Заказ 2482/16Тираж 826 - Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Горошкин А.К | |||
| Приспособление для металлорежу дих станков, М | |||
| : Машиностроение, 1971, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| рис | |||
| Приспособление для закрепления деталей | 1977 |
|
SU751570A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
