Изобретение относится к машиностро иию и может быть использовано для закрепления деталей на металлорежущих станках.
Известно устройство для зажима обраба тываемых деталей, в стакане которого установлен поворотный прихват с тягой с возможностью перемещения по вынтовому пазу, выполненному в тяге паза, прихват снабжен перемешаемым вместе с ним ползуном I . .
Однако устройство не может быть использовано дляобработки нежестких деталей в заданном деформированном состоянии, например из алюминия и его сплавов, поскольку, не обеспечивает возможности смещения точки контакта, зажима с заготовкой относительно оси опоры.
Цел изобретения - повышение точности обработки нежестких деталей за счет предварительной их деформации при зажиме. Поставленная цель достигается тем, что устройство для зажима деталей, в корпусе которого закреплена регулируемая сферическая опора и установлен зажимной механизм, содержащий поворотный прихв1ат с тягой, размещенной в корпусе с возможностью перемещения по винтовому пазу, выпол неяному в тяге, снабжено червяком и эксцентриковой втулкой, размещенными в прихв-ате, tipH этом на эксцентриковой втулке выполнен зубчатый венец и хвостовик, который установлеи в тяге с возможностью поворота, причем оси эксцентриковой втулки и регулируемой опоры параллельны между собой.
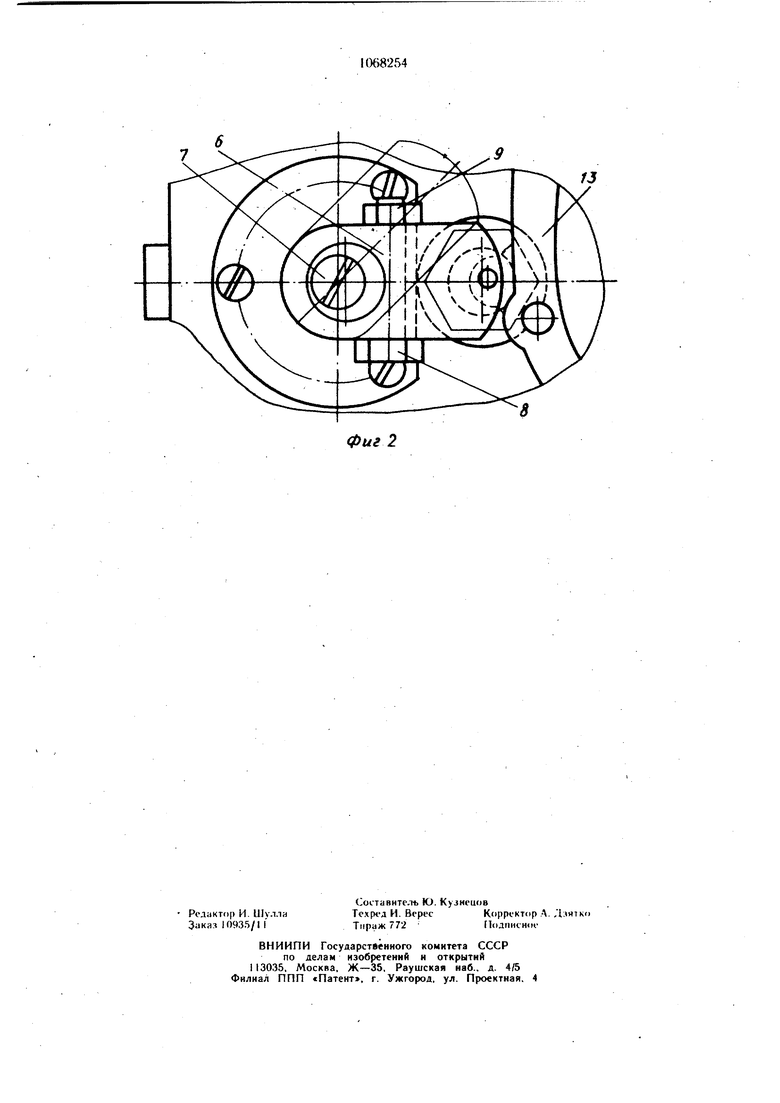
На фиг. I изображено устройство, разреЗ; на фиг. 2 - то же вид (;верху.
В корпусе 1 устройства закреплена сферическая регулируемая опора 2 и установлен зажимной механизм, состоящий из втулки 3, тяги 4, подвижно установленной во втулке эксцентриковой втулки 5, и поворотного прихвата 6 с возможностью смещения относительно тяги 4 в наладочном режиме. В рабочем положении тяга 4 жестко соединена с прихватом 6 через эксцентриковую втулку 5 винтом 7. В отверстии прихвата 6 расположен с возможностью поворота в наладочном режиме червяк 8, зацепляющийся с выполненным на эксцентриковой втулке 5 зубчатым венцом. На червяк8 навинчивается гайка 9, которая ослабляется при наладочном режиме. В корпусе перпендикулярно оси тяги 4 размещен винтпалец 10, взаимодействующий с винтовым пазрм , выполненным на тяге 4, которая перемещается под действием щтока силового цилиндра (не показан).
Устройство работает следующим образом.
При ходе вниз тяга 4, соединяющаяся с приводом, перемещает вниз прихват 6. При этом тяга благодаря винтовому пазу II, контактирующему с пальцем 10, поворачивается. Поворот прихвлта вместе с тягой прек ращается при подходе опорной точки 12 зажима к обрабатываемой детали, 13, так как винтовой паз 11 переходит в прямой паз, параллельной оси тяги. При дальнейшем перемещении тяги 4 вниз обрабатываемая де0 тзль 13 зажимается.
В положении зажима, когда опорная точка 12 зажима прихвата 6 находится на оси регулируемой сферической опоры 2, деталь без ее деформации зажимается.
При разжиме тяга 4 перемещается вверх вместе с прихватом 6, который одновременно поворачивается в исходное положение для обеспечения установки и съема детали 13. Наладка устройства для обработки не/ жестких деталей в заданном деформирован0 ном состоянии производится следующим образом., ,
Сначала обрабатывают одну деталь из партии без заданного деформированного . состояния, а затем после ее отжима, не снимая с устройства, определяют индикатором фактические отклонения формы реальной поверхности обработки 14, по которой задают форму и величину деформации последующей обрабатываемой детали данной партии. После определения по участкам дета ли величины отклонения формы в свободном состоянии назначают смещение опорной точки 12 зажима относительно оси опоры 2 поворотом прихвата 6 и червяка 8, ослабив винт 7 и гайку 9. Последуюпдий зажим деформирует обрабатываемую деталь
5 13. Деформацию детали производят при постоянном контроле ее величины индикатором до удвоенного значения отклонения формы в процессе деформации по сравнению с состоянием ее до деформации. Для это г6 прихват 6 выполнен в положении зажи0 ма с возможностью смещения в наладочном режиме опорной точки зажима 12 относительно оси регулируемой опоры 2 в любую точку, принадлежащей кругу с центром на этой же оси и перпендикулярно ей. Диаметр этого- круга равен удвоенному эксцентриситету е эксцентриковой втулки. После наладки устройства винт 7 и гайку 9 затягивают, начиная со второй детали партии, заданная деформация обеспечивается автоматически, так как смещение опорной точ0 ки зажима 12 остается постоянным.
Предлагаемое устройство позволит использовать при обработке нежестких деталей торцовые фрезы больщего диаметра, что кроме повыщения точности обработки, увеличивает ее производительность.
фиг 2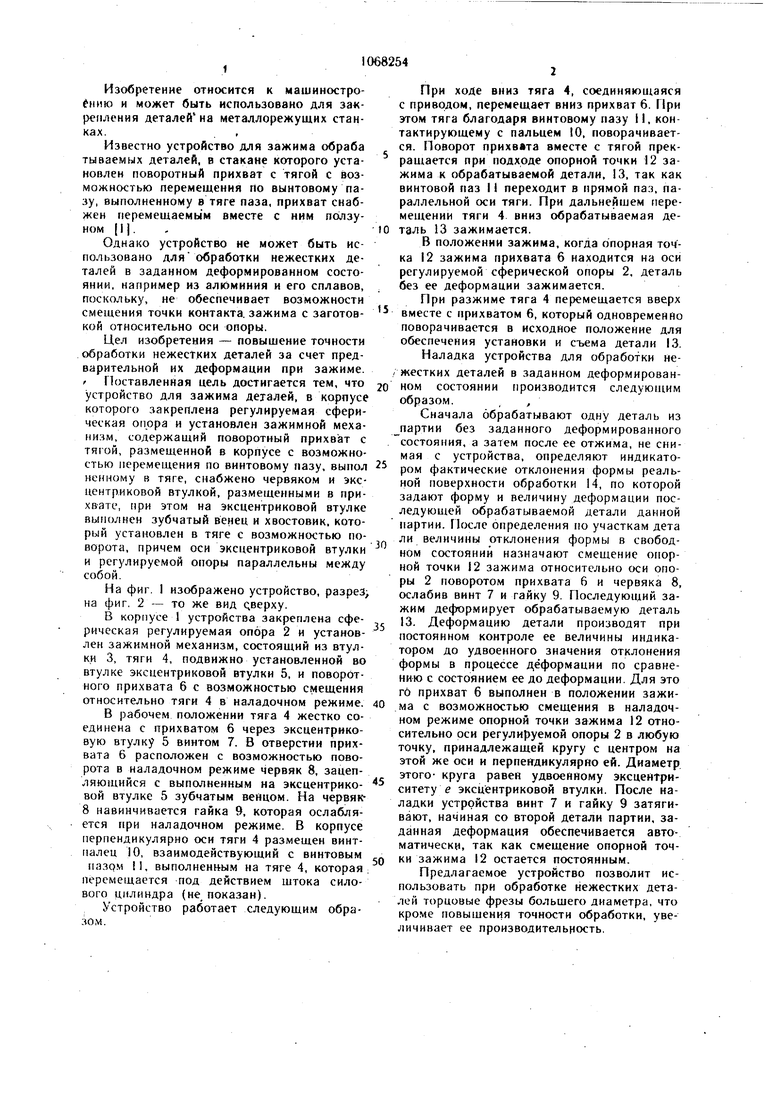
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима деталей | 1980 |
|
SU891319A1 |
| Устройство для торцового зажима полых деталей | 1979 |
|
SU856740A1 |
| Устройство для обработки деталей типа гильз цилиндров | 1983 |
|
SU1122441A2 |
| Устройство для зажима деталей | 1985 |
|
SU1279794A1 |
| Самоустанавливающаяся опора | 1981 |
|
SU990466A1 |
| СПОСОБ ФИКСАЦИИ НЕЖЕСТКОЙ ЗАГОТОВКИ СЛОЖНОГО ПРОФИЛЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2701815C1 |
| СТОЛ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1993 |
|
RU2091201C1 |
| ЗАЖИМ | 2000 |
|
RU2179501C2 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
УСТРОЙСТВО ДЛЯ ЗАЖИМА ДЕТАЛЕЙ, в корпусе которого закреплена регулируемая сферическая опора и уста(ювлен зажимной механизм, содержащий юворотный прихват с тягой, размещенной в корпусе с возможностью перемещения по винтовому пазу, выполненному в тяге, отличающееся тем. что. с целью повышения точности обработки нежестких деталей за счет предварительной их деформации при зажиме, устройство снабжено червяком и эксцентриковой втулкой, размещенными в прихвате, при этом на эксцентриковой втулке выполнен забчатый венец и хвостовик, который установлен в тяге с возможностью поворота, причем оси эксцентриковой втулки и регулируемой опоры параллельны между собой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для зажима обрабатываемых деталей | 1973 |
|
SU460156A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
