1
Изобретение относится к стекольной промьппленности, точнее к стеколному приборостроению, и может быть использовано, например, при производстве полых притертых крышек для стеклянной лабораторной посуды.
Цель изрбретения - повьшение проности и увеличение выхода годных изделий при изготовлении притертых крышек .
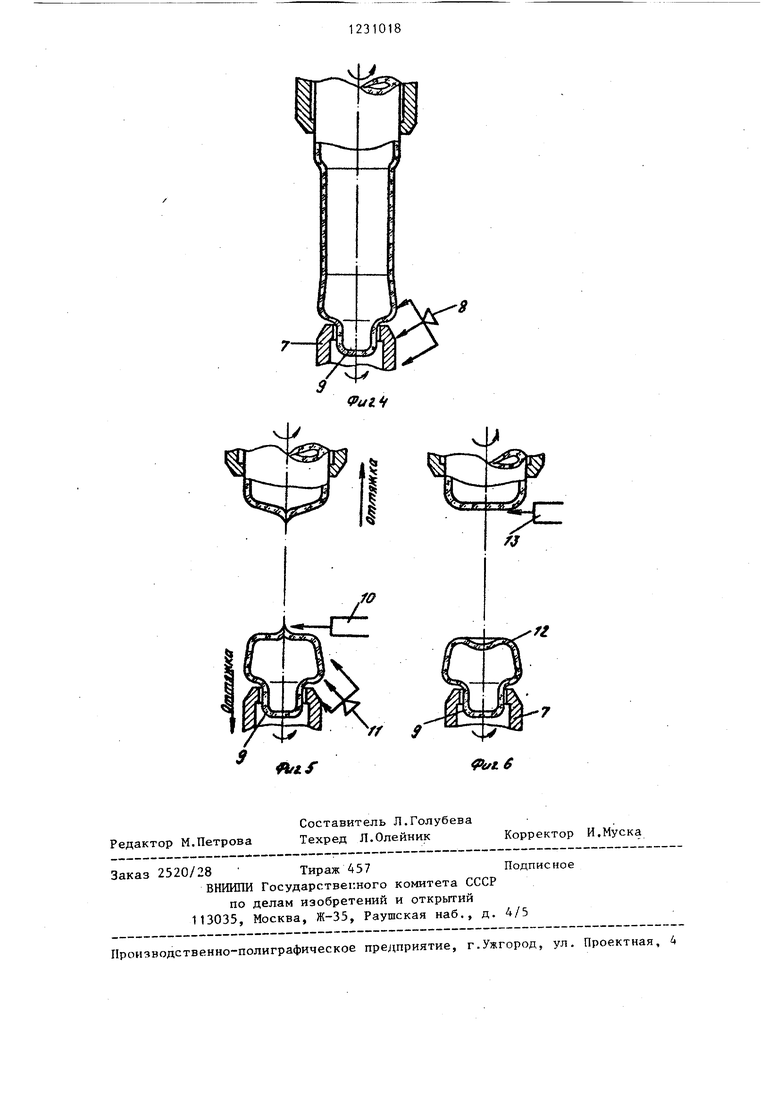
На фиг.1 изображен момент получения пульки из трубчатой заготовки; на фиг.2 - момент подсадки пульки; на фиг.З - момент выдувания пульки в раскрывной форме; на фиг.4 - момент захвата отформованного хватка крышки нижним патроном после извлечения ее из раскрывной формы; на фиг.З - момент оттяжки крышки книзу с последующим отделением ее от трубчатой заготовки при одновременном пдогреве крьшжи со стороны свободног торца, т.е. со стороны хватка; на фиг.6 - момент отжига состояния тручатой заготовки и охлаждения крьштки
Пример. Получают полую крьш ку СВ24/10 с максимальным диаметром 24,5 мм; высотой конической части 12,0±2,0 мм; общей высотой крьш1ки с хватком 24,0 мм; диаметром цилиндрического хватка 12,0 мм и толпщной стенки крышки 1,0-1,6 мм.
Трубчатую стеклянную заготовку 1 диаметром 21,5-23,0 мм и толщиной стенки 2,8-3,0 мм закрепляют в пат- роне 2 зажимного устройства (не показано) .
Включают вращение патрона 2, обрезают свободньш конец трубчатой заготовки 1 и запаивают его. Горелкой 3, направленной под углом к продольной оси трубчатой заготовки 1, обогревают свободный запаянный конец трубчатой заготовки 1 и получают пульку с натопом стекломассы на вершине ее с толщиной to 6 мм, т.е. в 2-3 раза превьш1акяцей толщину стенки трубчатой заготовки.
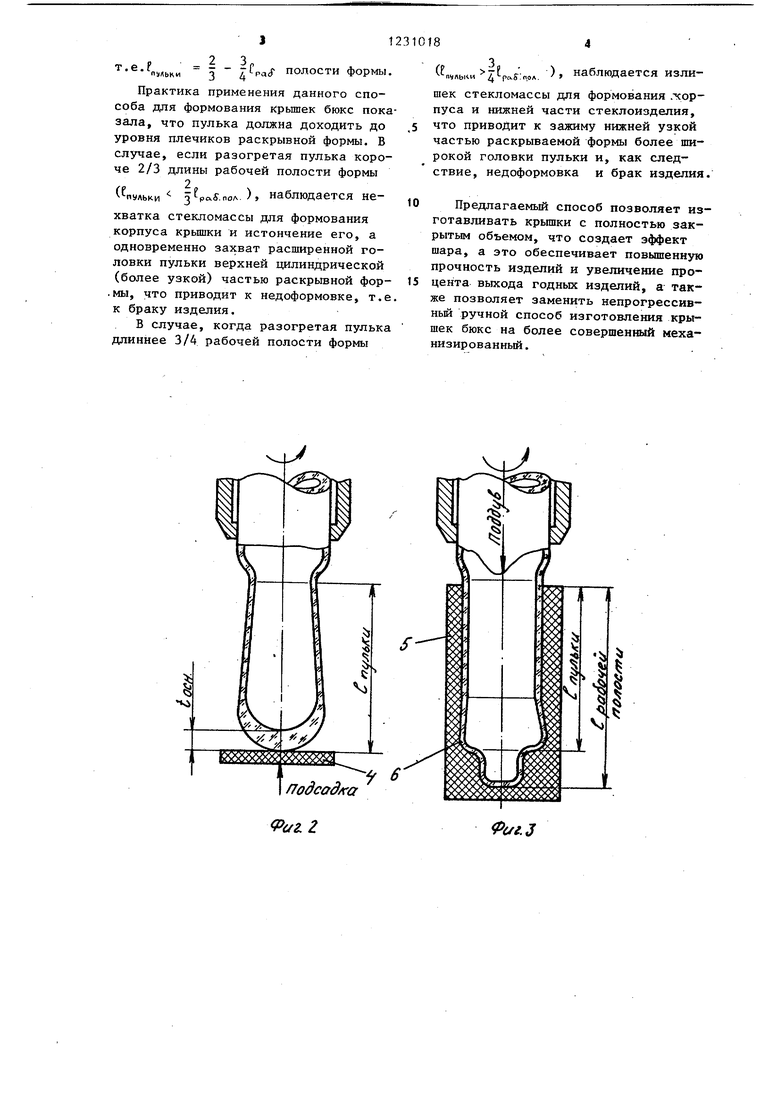
Столиком 4 производят подсадку пульки до длины 31,0±0,5 мм, лежащей в пределах 2/3-3/4 высоты, составляющей 41,О мм рабочей полости раскрывной фломы 5, для того, чтобы пулька легла на ее плечики.
При расчете раскрывной формы необходимо учитывать, что длина цилин дрической части ее рабочей полости
0
S
должна быть равна 1,2-1,5 длины ее конической части.
Полученную пульку стекла вводят в раскрывную форму 5, выполненную из графита или стали и производят поддув сжатого воздуха до полного распределения стекломассы по рабочей полости. Так получают заготовку крьш- ки 6.
После раскрытия формы 5 снизу подводят патрон 7, подогреваемый горел- |кой 8, и захватывают остывающий хваток 9 отформованной заготовки крьш1- ки 6.
К цилиндрической части заготовки, примерно на переходе от цилиндра к конусу, подводят отрезную горелку 10 и одновременно производят оттяжку трубчатой заготовки вверх, а отформованной заготовки крышки 6 - вниз при подогреве ее свободного торца горелкой 11 со стороны хватка 9, чтобы выемка на донышке готовой крышки 12 получилась минимальной.
Далее горелкой 12 отрезают усик на основании трубчатой заготовки, а готовую крьш1ку 12 медленно охлаждают при ее вращении в патроне 7 и выгружают в муфель или на линию ЛЕРа, (не 0 показан) .
Цикл изготовления крьшхек повторяется.
Толщина пульки в основании должна быть в 2-3 раза больше толщины стен- 5 ки трубчатой заготовки по той при0
5
осн ,
нйзсняя формуемая часть изделия истончается, т.е. толщина стенок (в частности, крышек) плечиков и хватка
0 крьш1ки получается меньше толщины
боковых стенок крьшжи. В случае,когда 3tjQt . нижняя формуемая часть стеклоизделия (опять хваток и плечики крьш1ки) утолщена по сравне} нию с толщиной боковых стенок крьш1ки.
В обоих случаях это отрицательно .оказывается на качестве изделия, т.е. его прочности и эстетичности. Заданный интервал толщины для основаНИН пульки (tjjH 2-3t,ai ) обеспе- , чивает необходимый номинал толщины стенок нижней части формуемого стеклоизделия .
Далее перед помещением разогре5 той пульки стекла в раскрьшную форму необходимо осуществить подсадку ее до длины,равной 2/3-3/4 длины рабочей полости раскрывной формы.
полости формы.
. Р -2.3,, 3 4
Практика применения данного способа для формования крьшек бюкс показала, что пулька должна доходить до уровня плечиков раскрывной формы. В случае, если разогретая пулька короче 2/3 длины рабочей полости формы
З.пол. ) наблюдается негр
пульки
хватка стекломассы для формования корпуса крышки и истончение его, а одновременно захват расширенной головки пульки верхней цилиндрической
(более узкой) частью раскрьтной фор- .мы, что приводит к недоформовке, т.е. к браку изделия.
В случае, когда разогретая пулька длиннее 3/4 рабочей полости формы
( -Р
пульки л ptxff noA.
), наблюдается излишек стекломассы для формования .кор- пуса и нижней части стеклоизделия, что приводит к зажиму нижней узкой частью раскрываемой формы более широкой головки пульки и, как следствие, недоформовка и брак изделия.
Предлагаемый способ позволяет изготавливать крьппки с полностью закрытым объемом, что создает эффект шара, а это обеспечивает повышенную прочность изделий и увеличение процента выхода годных изделий, а также позволяет заменить непрогрессив- ньй ручной способ изготовления крышек бюкс на более совершенный механизированный.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ1,,j_[,,, _г^ . .,.,,..-J...^^..^ __ 16>&Kj..;»;o гвг^з. iv'BA | 1973 |
|
SU373264A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛЯННОЙ ТРУБКИ | 1971 |
|
SU303293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИИ НА НОЖКЕ | 1970 |
|
SU286156A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1969 |
|
SU240959A1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
| Устройство для изготовления сужений в стеклянных капиллярных трубках | 1986 |
|
SU1430372A2 |
| Способ получения стеклоизделий из стекломассы | 1983 |
|
SU1175892A1 |
| Способ изготовления стеклянных колб | 1984 |
|
SU1203031A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1940 |
|
SU61327A1 |

-4
Uf.J
Pul
ts
J
i/t.6
Редактор М.Петрова
Составитель Л.Голубева Техред Л.Олейник
Заказ 2520/28 Тираж 457Подписное
ВНИИПИ Государствег.ного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор И.Муска
| Способ и приспособление для изготовления стеклянных изделий | 1925 |
|
SU5048A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ формования стеклоизделий | 1980 |
|
SU977412A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
