1
Изобретение относится к стекольному приборостроению, в частности к производству изделий, вырабатываемых непосредственно из атеклотрубки
Цель изобретения - получение колб с равномерной толщиной стенки и повышение выхода годных изделий.
Сущность способа заключается в изготовлении стеклянной плоскодонной капельницы Г-50 ХС.
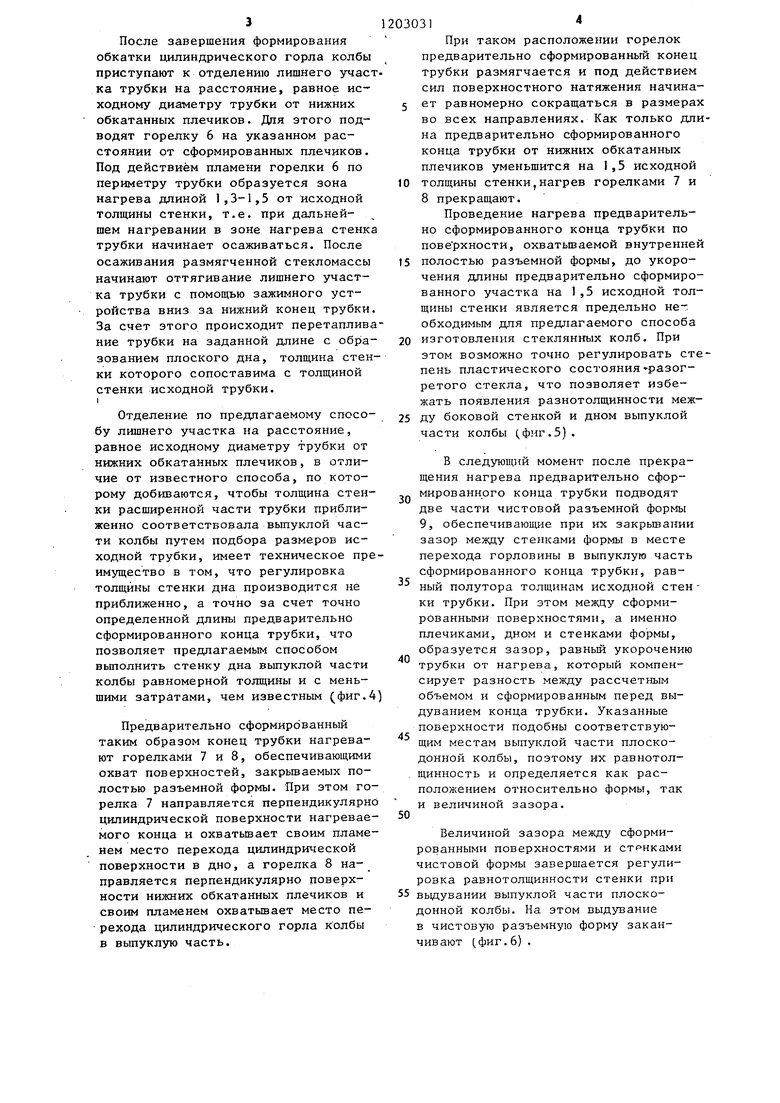
На фиг,1 показана установка стек- лотруОки относительно источника нагрева; на фиг.2 - моменты удлинения трубки на 0,5-0,6 йт исходного ее . диаметра и получения цилиндрического горла колбы длиной не менее исходного диаметра трубки; на фиг.З - мо- мент обкатки места удлинения трубки до получения заданного угла наклона между цилиндрическим горлом и выа
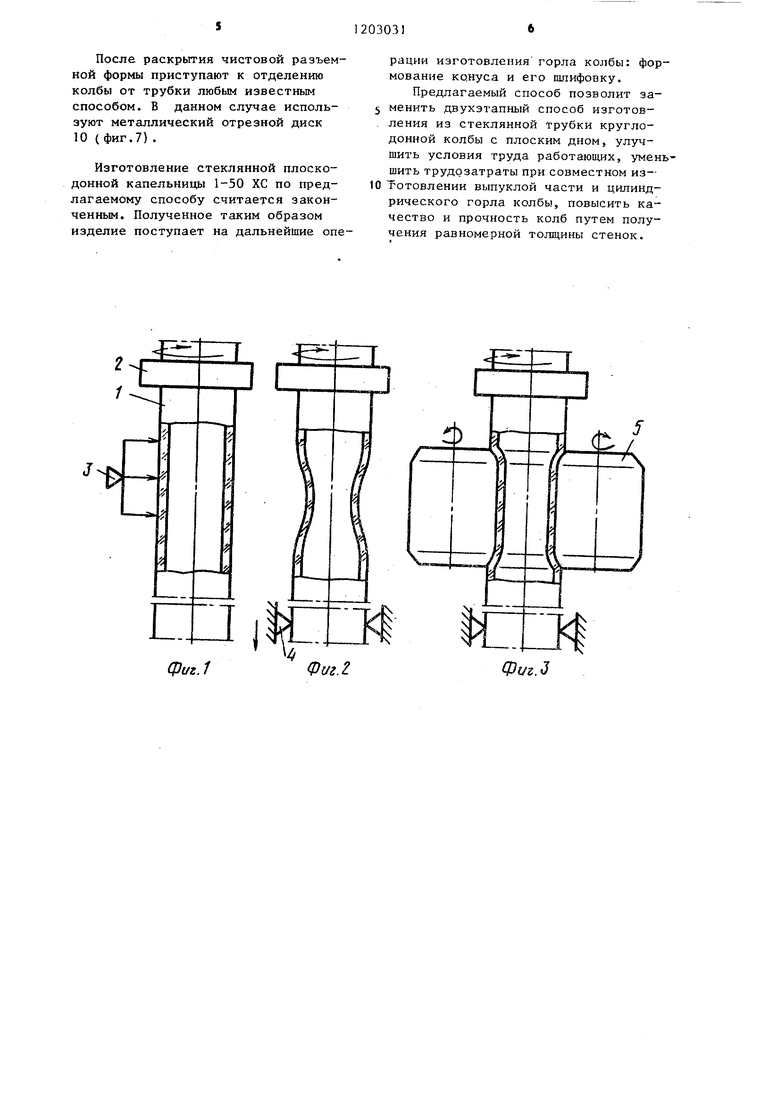
пуклой частью колбы и заданной толщины стенки; на фиг.4 - момент отделения лишнего участка трубки на расстояние, равное исходному диаметру трубки от обкатанных плечиков, с образованием на оставшемся конце плоского дна; на фиг.З - нагрев до пластического состояния.предварительно сформированного конца трубки по поверхности, охватываемой разъемной формой, до укорочения ее длины на 1,5 исходной толщины стенки; на фиг.6 - момент выдувания в чистовую сЬорму при зазоре между стенками формы и сформированными поверхностями конца трубки, равном 1,5 толщины исходной стенки трубки; на фиг.7 - момент отделения колбы от трубки.
Способ осуществляется следующим образом.
Стеклянную трубку 1 диаметром 34,0-35,0 мм и толщиной стенки 1,8- 2,0 мм устанавливают в патроне -2 зажимного устройства. Геометрически размеры трубки выбирают из расчета, чтобы после растягивания, обкатывания и выдувания в полную разъемную форму получить диаметр выпуклой части плоскодонной капельницы размером 50 мм с толщиной стенки не менее 1,0 мм, при этом цилиндричес- кое горло имеет диаметр 18 мм, длину 34 мм,толщину стенки 1,4-1,5 мм.
Включают вращение патрона. К тру ке по месту предварительного растягивания подводят горелку 3(фиг.1) . Под действием пламени горелки по периметру трубки образуется зона наг10
15
25
03031
рева длиной 1,0-1,3 от исходного ди- ,аметра трубки. При дальнейшем нагревании в зоне нагрева стенка трубки . начинает осаживаться. После осажива- 5 ния размягченной стекломассы по всей толщине стенки и на всем периметре трубки начинают растягивание трубки с помощью зажимного устройства 4 вниз за нижний конец трубки. Происходит удлинение трубки на 0,5-0,6 от исходного диаметра .трубки, которое необходимо дпя получения цилиндрического горла колбы с наружным диаметром 18 мм и длиной горла не менее 34 мм.
Предварительное растягивание трубки до удпинения на 0,5-0,6 от исходного диаметра, необходимое для получения цилиндрического горла кол- 20 бы длиной не менее одного исходного диаметра трубки, является предельно возможным техническим достижением для предлагаемого способа изготовления стеклянных колб. В отличие от известного способа изготовления колбы с горлом из трубчатой , заготовки,предлагаемым способом можно изготавливать не только выпуклую часть плоскодонной колбы, но и сов- 30 местно с ней цилиндрическое горло длиной до 34,0-35 мм. Эта возмож- , ность придает предлагаемому способу большую производительность, чем известному (фиг.2). I
Полученную при растяжении суженную часть трубки обкатьшают роликами 5 (фиг.З) до получения диаметра, равного 18 мм, и толщины стенки цилиндрического горла колбы, равной 1,4-1,6 мм, а также заданного угла наклона в месте перехода цилиндрического горла в выпуклую часть колбы.
Обкатьшание стеклянной трубки с получением заданного угла ншслона в месте перехода цилиндрического .горла в выпуклую часть, в отличие от известного способа изготовления
50 колбы с горлом из трубчатой заготовки s имеет техническое преимущество в том, что предлагаемым способом становится возможным регулировать равномерность толщины стенки в бо55 ковой вьшуклой части плоскодонной колбы, что позволяет выполнить боковую выпуклую часть колбы более качественно, чем известным (фиг.З).
35
40
После завершения формирования обкатки цилиндрического горла колбы приступают к отделению лишнего учас ка трубки на расстояние, равное исходному диаметру трубки от нижних обкатанных плечиков. Для этого подводят горелку 6 на указанном расстоянии от сформированных плечиков. Под действием пламени горелки 6 по периметру трубки образуется зона нагрева длиной 1,3-1,5 от исходной толщины стенки, т.е. при дальнейшем нагревании в зоне нагрева стенк трубки начинает осаживаться. После осаживания размягченной стекломассы начинают оттягивание лишнего участка трубки с помощью зажимного устройства вниз за нижний конец трубки За счет этого происходит перетаплива ние трубки на заданной длине с образованием плоского дна, толщина стенки которого сопоставима с толщиной
стенки исходной трубки.
I
Отделение по предлагаемому способу лишнего участка на расстояние, равное исходному диаметру трубки от нижних обкатанных плечиков, в отличие от известного способа, по которому добиваются, чтобы толщина стенки расширенной части трубки приближенно соответствовала выпуклой части колбы путем подбора размеров исходной трубки, имеет техническое преимущество в том, что регулировка толщины стенки дна производится не приближенно, а точно за счет точно определенной длины предварительно сформированного конца трубки, что позволяет предлагаемым способом вьшолнить стенку дна выпуклой части колбы равномерной толщины и с меньшими затратами, чем известным (фиг.А
Предварительно сформированный таким образом конец трубки нагревают горелками 7 и 8, обеспечивающими охват поверхностей, закрьшаемых полостью разъемной формы. При этом горелка 7 направляется перпендикулярно цилиндрической поверхности нагреваемого конца и охватьшает своим пламенем место перехода цилиндрической поверхности в дно, а горелка 8 направляется перпендикулярно поверхности нижних обкатанных плечиков и своим пламенем охватывает место перехода цилиндрического горла колбы в выпуклую часть.
203031
При таком расположении горелок предварительно сформированный конец трубки размягчается и под действием сил поверхностного натяжения начина5 ет равномерно сокращаться в размерах во всех направлениях. Как только длина предварительно сформированного конца трубки от нижних обкатанных плечиков уменьшится на 1,5 исходной
10 толщины стенки,нагрев горелками 7 и 8 прекращают.
Проведение нагрева предварительно сформированного конца трубки по пове рхности, охватьшаемой внутренней
ts полостью разъемной формы, до укорочения длины предварительно сформированного участка на 1,5 исходной толщины стенки является предельно не-; обходимым для предлагаемого способа
20 изготовления стеклянных колб. При
этом возможно точно регулировать степень пластического состояния«разогретого стекла, что позволяет избежать появления разнотолщинности меж25 ДУ боковой стенкой и дном выпуклой части колбы (фиг.5).
В следующий момент после прекращения нагрева предварительно сфор- ,д мированнрго конца трубки подводят две части чистовой разъемной формы 9, обеспечивающие при их эакрьшании зазор между стенками формы в месте перехода горловины в выпуклую часть сформированного конца трубки, равный полутора толщинам исходной стенки трубки. При этом между сформированными поверхностями, а именно плечиками, дном и стенками формы, образуется зазор, равный укорочению трубки от нагрева, который компенсирует разность между рассчетным объемом и сформированным перед выдуванием конца трубки. Указанные поверхности подобны соответствующим местам выпуклой части плоскодонной колбы, поэтому их равнотол- щинность и определяется как расположением относительно формы, так
и величиной зазора. 50
Величиной зазора между сформированными поверхностями и стриками чистовой формы завершается регулировка равнотолщинности стенки при 55 выдувании выпуклой части плоскодонной колбы. На этом выдувание в чистовую разъемную форму заканчивают (фиг. 6) .
35
40
45
После раскрытия чистовой разъемной формы приступают к отделению колбы от трубки любым известным способом. В данном случае используют металлический отрезной диск 10 (фиг.7) .
Изготовление стеклянной плоскодонной капельницы 1-50 ХС по предлагаемому способу считается законченным. Полученное таким образом изделие поступает на дальнейшие операции изготовления горла колбы: формование конуса и его шлифовку.
Предлагаемый способ позволит за5 менить двухэтапный способ изготов- . ления из стеклянной трубки кругло- донной колбы с плоским дном, улучшить условия труда работающих, уменьшить трудозатраты при совместном из-10 Тотовлении выпуклой части и цилиндрического горла колбы, повысить качество и прочность колб путем получения равномерной толщины стенок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНКИ СТЕКЛЯННОЙ ДЛЯ ЛЕКАРСТВЕННЫХ СРЕДСТВ | 2000 |
|
RU2164502C1 |
| ЗАГОТОВКА УЗКОГОРЛОГО СТЕКЛЯННОГО ИЗДЕЛИЯ И УЗКОГОРЛОЕ СТЕКЛЯННОЕ ИЗДЕЛИЕ | 2024 |
|
RU2835586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗКОГОРЛОГО СТЕКЛЯННОГО ИЗДЕЛИЯ | 2022 |
|
RU2803351C1 |
| СТЕКЛЯННЫЙ ФЛАКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2047574C1 |
| Устройство для изготовления полых стеклоизделий | 1977 |
|
SU737366A1 |
| Способ изготовления полых тонкостенных стеклоизделий | 1984 |
|
SU1231018A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1940 |
|
SU61327A1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ ОТРАВЛЕНИЯ УГАРНЫМ ГАЗОМ МЕЛКИХ ЛАБОРАТОРНЫХ ЖИВОТНЫХ | 2015 |
|
RU2584553C1 |
| СТЕКЛЯННЫЙ ФЛАКОН | 1992 |
|
RU2036857C1 |
| Способ изготовления сосудов с двойной стенкой из стекла | 1972 |
|
SU459434A1 |
Фиг.1
Фиг.2.
Фш.З
sTL 3 М
(Put Л
Фиг.
фиг.б
Фut.7
| Легошин А.Я., Майнулов Л.А | |||
| Стеклодувное дело.-М.: Высшая школа, 1974 | |||
| Устройство для съема пены | 1984 |
|
SU1263358A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
