Способ сгибания цельного кольцевого обода для колес, производимого обычно вручную, требует при загибе и сушке некоторого запаса по длине обода для приложения усилия и для связывания концов обода при сушке. Такой прием подготовки ободьев дает значительный отброс и затрудняет дальнейшую обработку обода на станке, в устранение чего предлагается станок, в котором работа сгибания обода производится без запасов волочильным способом.
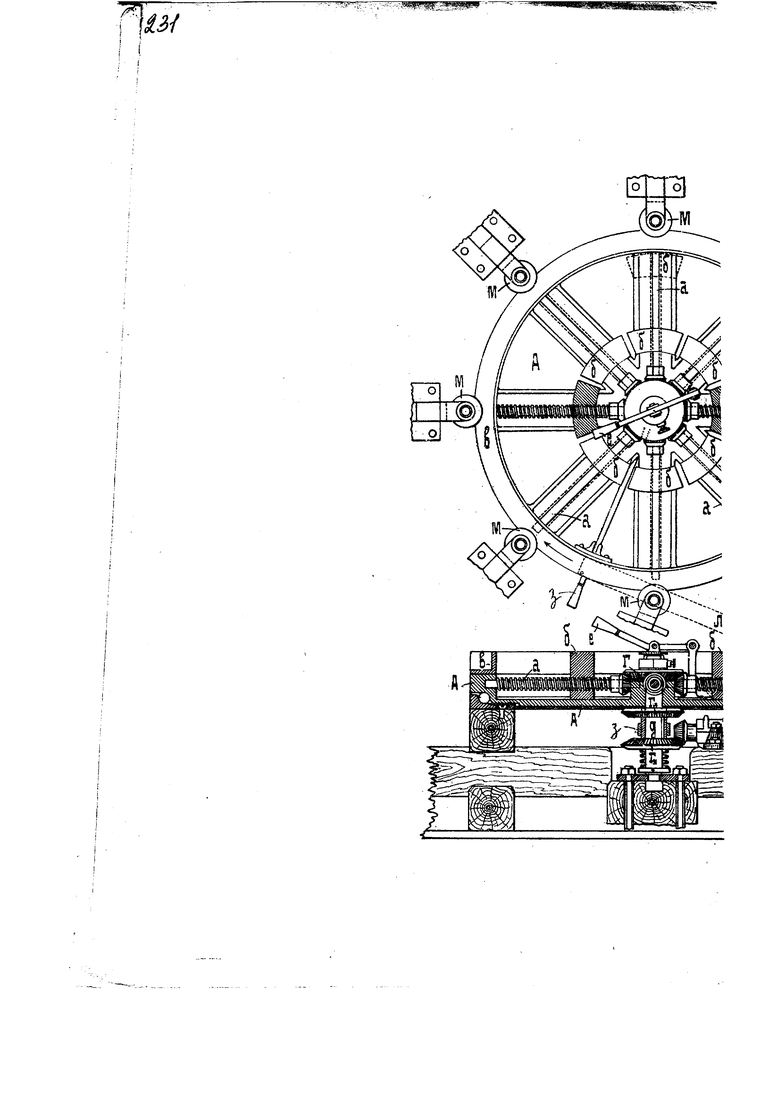
На фиг. 1 изображен станок в плане и на фиг. 2-в разрезе по диаметру.
Станок состоит из o6ai.ero металлического круга А, расположенного поворотно на фундаментном основании и снабженного восемью винтами а, а..., направленными радиально, служащими для раздвигания и сдвигания (концентрично) секторов б, служащих упорами при установке металлического кольца в, на котором производится сгибание каждого обода; разгон секторов меняется согласно размерам ободьев. Винты а приводятся в движение в ту или другую сторону коническою шестернею Г, расположенною в центре круга, причем они равномерно сдвигают или раздвигают сектора о. Шестерня Р
сидит на валу 9 наглухо, сам же вал сцепляется с кругом А при помощи шпонок, поднимаемых или опускаемых при помощи рычага с, благодаря чему круг А остается или неподвижным, или приводится в медленное вращение. Вал g вращается двумя коническими шестернями PI и FI, связанными между собою муфтою, сидящею на валу на пшонке и допускающею свободное вертикальное передвижение шестерен вдоль по оси, причем муфта поддерживается снизу спиральною пружиною ж и управляется рычагом 3, обхватывающим муфту. Вращательное движение шестерни получают от малой конической шестерни, сидящей на приводном валу к, и приводят вал g в движение вправо или влево, смотря по тому, какая из шестерен сцеплена с валом к, верхняя или нижняя; если же рычаг 3 закреплен в таком положении, что ни одна из шестерен, сидящих на вертикальном валу, не сцепляется с шестернею приводного вала, то получается свободный холостой ход, что при медленном вращении вала g (3-4 оборота в минуту) вполне допустимо.
Работа на станке заключается в том, что, если рычаг е поднять вверх, то круг А будет отцеплен от вала g, тогда
при вращении вала g происходит сдвигание или раздвигание секторов (Г, которые своим нажимом на поставленный металлический обод на подкладку в скрепляют его с кругом А, если же вал g сцеплен с кругом А, благодаря опусканию рычага е вниз, то, при вращении вала g, происходит вращение самого круга А вместе с секторами и зажатым ими кругом в, на котором и производится загиб обода и сушка его.
Распаренный тем или иныл{ способом накол из дерева закладывается в станок, как показано пунктиром Л (фиг. 1). Накол прикрепляется к металлическому кольцу а или особой клямерой или струбцинкой, и круг А приводится во вращение по направлению стрелки; при этом круг волочит накол между кольцом в и боковым роликом М, превращая его постепенно в круг для обода колеса. Когда круг сделает один оборот и концы обода сомкнуты, тогда стопорят круг А и обод прикрепляют к металлическому кольцу струбцинкою, разжимают секторы и снимают кольцо вместе с ободом для засушки, а вместо него закладывается и закрепляется секторами новое кольцо в, кладется новая штука накола для следующего обода и т. д. процесс работы повторяется.
Ролики м, прижимающие накол к металлическому кольцу, как в горизонтальном, так и в вертикальном положении, состоят из металлических гладких роликов с ребордами для вертикального надавливания, а снизу без реборд с пластинками у в виде колец для подкладки их применительно разной толщине изгибаемого обода. Прижимаются ролики к металлическому кольцу особыми металлическими винтовыми суппортами // до полного придавливания обода к кольцу, причем суппорты опираются на
сильные пружины Я, дающие возможность на случай утолщения обода или попадания чего-либо между роликом и ободом при работе отойти суппорту, а не сломаться.
Все суппорты расположены радиально и производят давление нормально к кругу и лишь один боковой имеет давление, перпендикулярное к первоначальному направлению усилия сгибаемого обода. Этим суппортом производится и окончательная подтяжка к кольцу другого конца обода, или же эту работу можно произвести, прихватив временно обод к кольцу и затем подать его до следующего ролика, которым уже окончательно закрепится конец.
ПРЕДМЕТ ПАТЕНТА.
Станок для гнутия целых деревянных ободьев, характеризующийся совокупным применением: а) сидящего свободно на валу д колеса А, получающего вращение в ту или другую сторону от передаточного вала К и снабженного на спицах канавками, направляющими ползуны б, служащие для центрирования и зажима или освобождения формы б при помощи винтов а, для вращения коих служат шестерни, сцепляющиеся с заклиненным на валу д коническим колесом Г, с которым, в целях сообщить вращение форме в, связывается в процессе гнутия втулка колеса А, и б) направляющих заготовку нажимных приспособлений М-//-fJ обычного устройства с роликом, снабженным заплечиком с вверху, для устранения подъема заготовки и подкладными шайбами у внизу, в целях приспособления ролика к заготовкам различной высоты.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕКЛЮЧАТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ПЕРЕМЕННО-ВОЗВРАТНОГО ДВИЖЕНИЯ СТОЛА ШЛИФОВАЛЬНОГО СТАНКА | 1926 |
|
SU20979A1 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ ШПУЛЬ НА КОЛЬЦЕВЫХ ВАТЕРАХ | 1929 |
|
SU18208A1 |
| Регулятор старости вращения веретен прядильного ватера | 1936 |
|
SU57122A1 |
| Устройство для смены бобин на ватерах | 1932 |
|
SU36877A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОТБОЙКИ УГЛЯ К ГОРНОМУ КОМБАЙНУ | 1937 |
|
SU54987A1 |
| Станок для испытания наждачных кругов | 1928 |
|
SU22966A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Устройство для намотки ленты в рулоны на чесальных машинах | 1933 |
|
SU40205A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ЦЕПОЧЕК | 1925 |
|
SU5553A1 |