Изобретение относится к области обработки резанием пластических металлов и сплавов как на станках токарной группы, так и на станках с ЧПУ, в том числе роботизированных.
Цель изобретения - повышение качества обработки за счет улучшения стружко- отвода.
Использование предлагаемого резца при обработке на роботизированном токарном модуле (станок с ЧПУ-робот) позволит по- высить производительность модуля на 15- 20%. Кроме того, по сравнению с известным предлагаемый резец, предназначенный для работы как. с продольной, так и с поперечной подачей, обладает следуюш.ими преимуществами:
стружка в форме плоской винтовой спирали, ось которой совпадает с вектором скорости резания, уходит под резец и не нарушает процесс обработки даже в случае, если длина спирали бесконечна;
стружка никогда не контактирует с уже обработанными поверхностями детали;
схема разрушения (дробления) стружки в плоскости, перпендикулярной к вертору скорости резания, не вызывает дополнительного динамического воздействия на резец, что предопределяет повышение стойкости резца и качества обработанной поверхности.
Поставленная цель достигается тем, что форма передней поверхности выполнена в виде выпуклых кривых линий переменной кривизны, возрастающей при удалении от режущей кромки, так как такая винтовая поверхность не содержит точек, расположенных выше плоскости формирования стружки, которые препятствовали бы образованию ее витка, обеспечивая тем самым гарантированное дробление стружки пластичных металлов и сплавов.
Кроме того, при работе с повышенным отношением глубины резания к подаче
5
0
5
0
5
(t/s 15) такое решение приводит к еще большей неоднородности степени деформации (усадки) стружки по ее ширине, обеспечивая тем самым дополнительную интенсификацию процесса завивания стружки в плоскости наибольшей жесткости ее сечения, что также способствует повышению стружко- отвода от обрабатываемой поверхности.
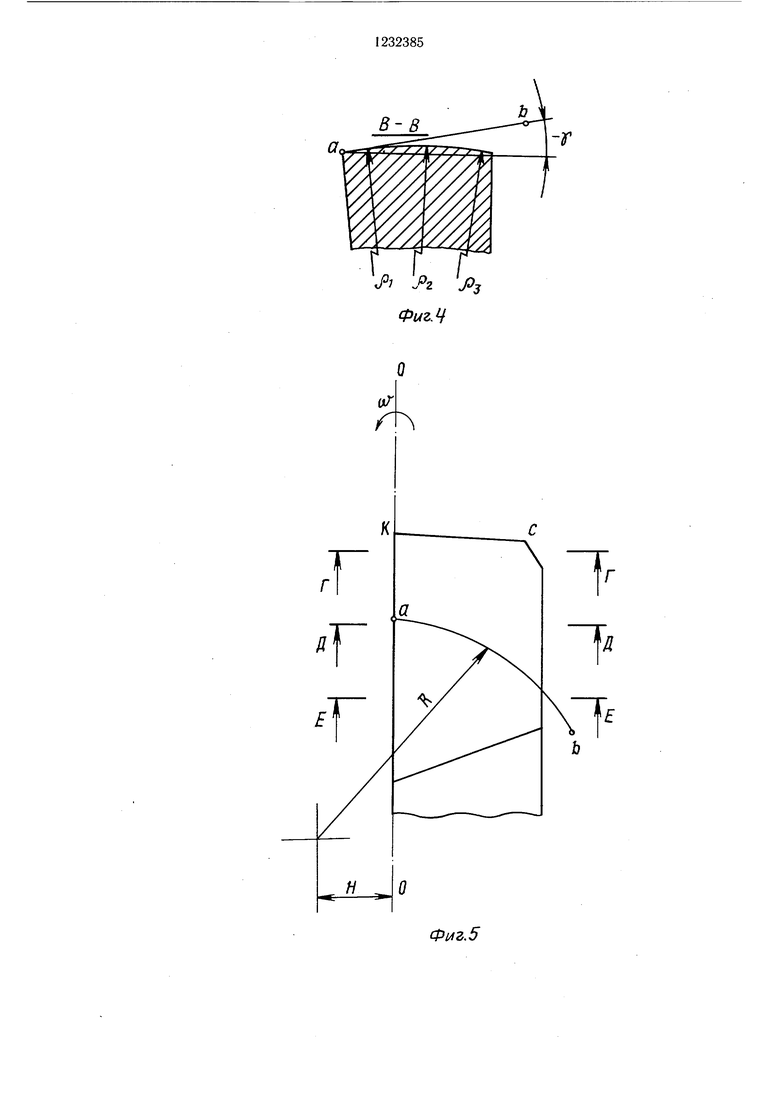
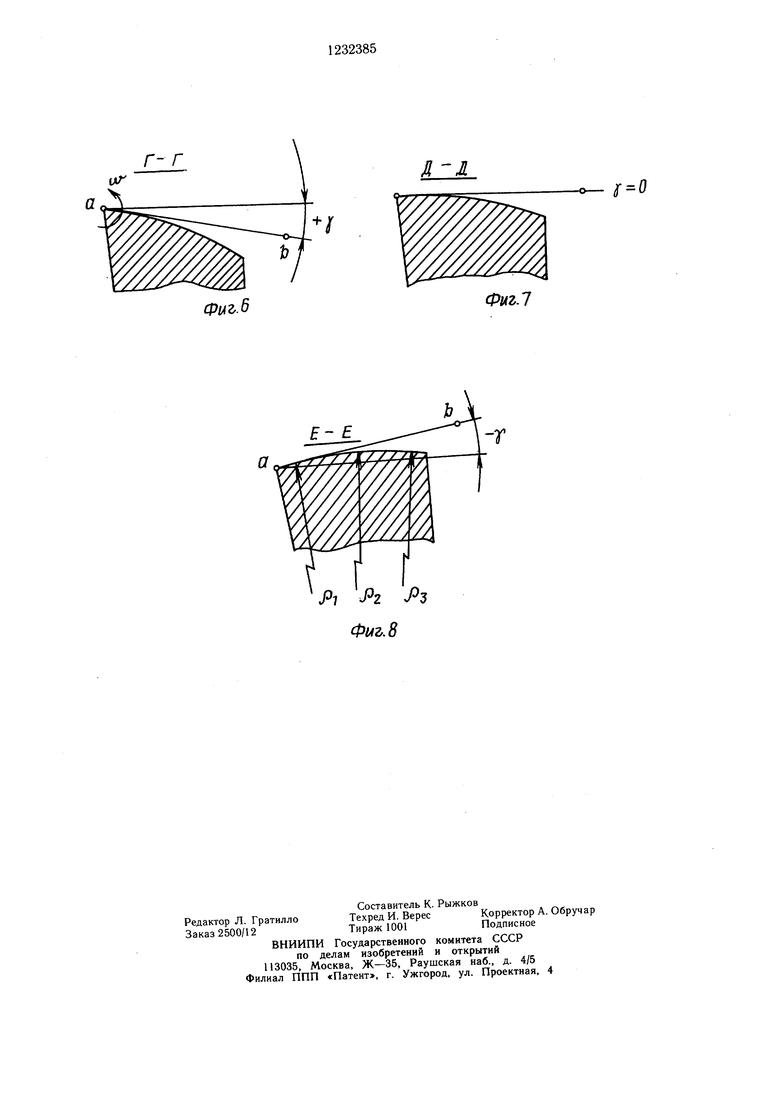
На фиг. 1 дан резец, план (первый вариант); на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - резец, план (второй вариант); на фиг. 6 - сечение Г-Г на фиг. 5; на фиг. 7 - сечение Д-Д на фиг. 5; на фиг. 8 - сечение Е-Е на фиг. 5.
На фиг. 2-4 показан резец при формировании передней поверхности производящей прямой, где: ав - производящая прямая, изображенная в положении, когда ее проекция на основную плоскость соответствует натуральной величине; ;90° - угол между производящей прямой ав и осью винтовой поверхности ОО, совпадающей с главной режущей кромкой КС; - переменные радиусы кривизны выпуклой линии сечения передней поверхности; стрелки да и V указывают соответственно направления угловой и линейной скоростей перемещения производящей прямой ав при формировании винтовой передней поверхности.
На фиг. 6-8 показан резец, когда его винтовая передняя поверхность формируется производящей линией в виде окружности ав, радиус которой Л, а центр расположен на расстоянии Я от оси винтовой поверхности ОО, совпадающей с главной режущей кромкой КС; - переменные радиусы кривизны выпуклой линии сечения передней поверхности; стрелки да и V указывают соответственно направления угловой и линейной скоростей перемещения производящей дуги ав при формировании винтовой передней поверхности.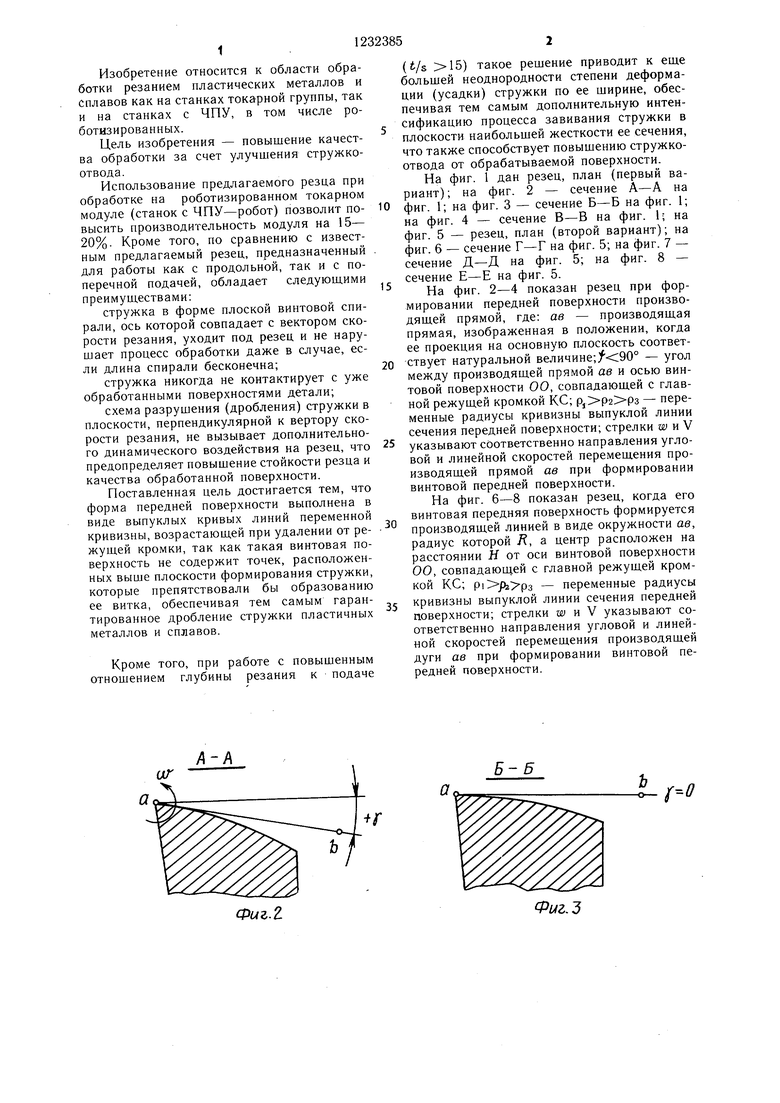
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец | 1983 |
|
SU1122435A1 |
| Резец | 1982 |
|
SU1124502A1 |
| Способ изготовления зубчатой пары с круговыми зубьями | 1986 |
|
SU1468692A1 |
| Способ токарной обработки | 1987 |
|
SU1502203A2 |
| Токарный резец | 1983 |
|
SU1168339A1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2237549C1 |
| Режущая пластина для отрезного инструмента | 1981 |
|
SU965605A1 |
| Резец | 1988 |
|
SU1516240A1 |
| Способ обработки дугообразных кольцевых и винтовых канавок | 1986 |
|
SU1391810A1 |

А-А
r-ff
Фаг. 2
Ф«г.З
k
Фиг.5
Г- Г
А Л
Фыг.б
Фиг.7
Е- Б
Фиг,. 8
| Патент США № 3942229, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Резец | 1982 |
|
SU1124502A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
