1
Изобретение относится к обработке зубчатых колес резанием и может быть использовано в производстве цилиндрических и конических колес с круговыми зубьями.
Цель изобретения - получение передачи с локализованным контактом в зоне центрального поперечного сечения зубчатых венцов.
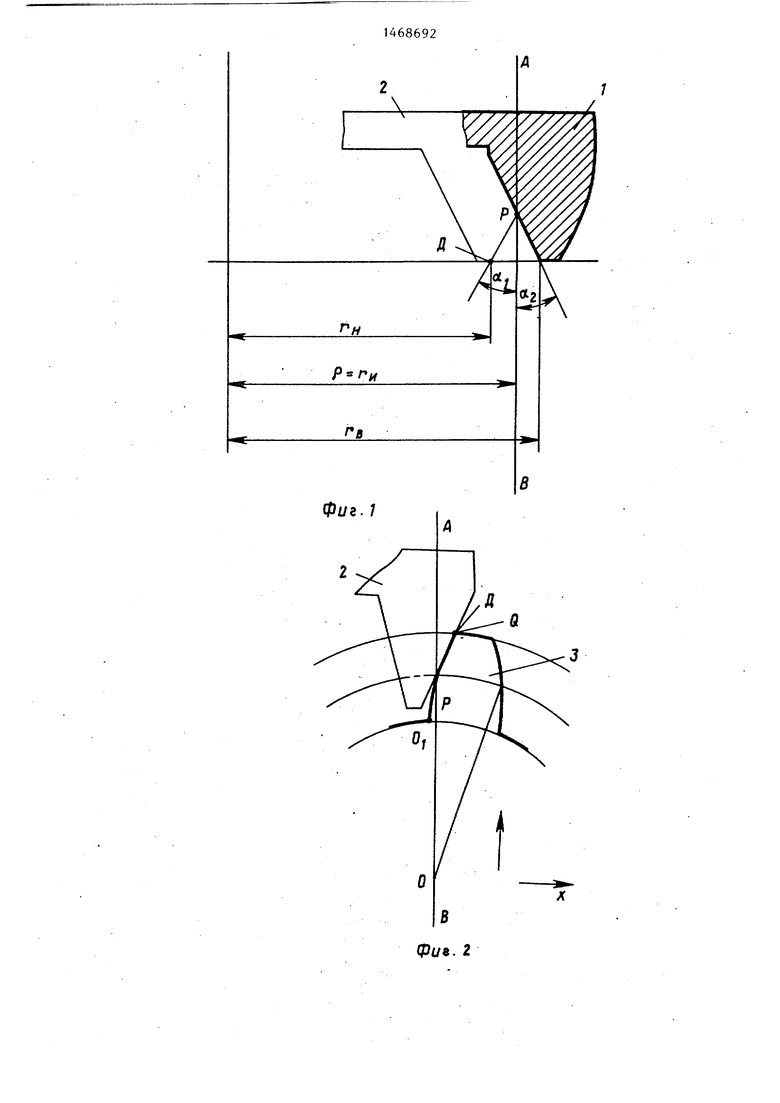
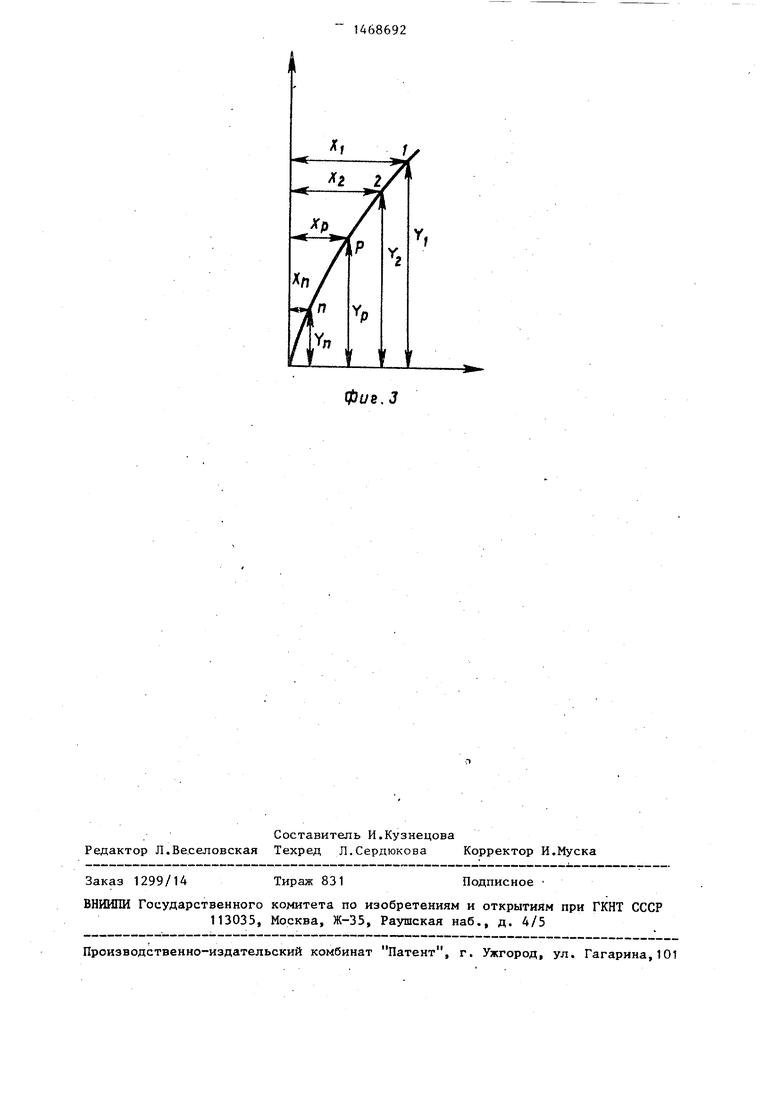
На фиг.1 изображена схема установки резцовых головокj на фиг.2 - схема установки нарезаемого зубчатого колеса относительно резцовой головки с наружными резцами; на фиг.З - схема построения бокового профиля зуба в прямоугольной системе координат.
Способ нарезания осуществляется следующим образом.
В шпиндель станка с ЧПУ уста- навливается одна из резцовых головок: внутренняя 1 производящего радиуса г g и с углом профиля ot , или наружная 2 производящего радиуса г | и с углом профиля о/, так, чтобы точка Р, лежащая на рабочем профиле инструмента, поместилась на нулевую линию станка (либо на линию, точно скоординированную с нулевой) линию АВ. Радиус кривизны f продольного профиля кругового зуба проходит через точку Р. Этот радиус совпадает с радиусом окружности г, по которой пересекаются производяпще поверхности, описываемые наружными и внутренними резцами резцовых головок 1 и 2.
4
Э5 00 35
Вторая головка в это время находится в инструментальном магазине станка.
На стол станка устанавливается зубчатое колесо 3 таким образом, чтобы точка Р, лежащая на линии О,Q профиля и являющаяся полюсом зацепления ; совпала с точкой Р, находящейся на нулевой линии АВ и являющейся точкой пересечения внутренней и наружной производящих поверхностей Б центральном поперечном сечении зубчатого венца.
Затем в соответствии с координатами , описывающими обкаточную кривую, точку Д инструмента совмещают с точкой Д зубчатого колеса и начинают процесс зубопрофилирова- ния, при котором стол станка с помощью программного устройства обеспечивает перемещение по линии . Резцовая головкаj вращаясь, осуществляет резание. Резцы резцовой головки все время сохраняют свое положение относительно касательной к профилю, проведенной в месте снятия стружки. Поверхности зуба получаются при этом точными, так как они образуются рядом касательных плоскостей. Возможно профилирование одной точкой, например вершиной резца
Для того, чтобы нарезать рабочую поверхность второго зуба, необходимо вернуть стол в начальное положение и повернуть зубчатое колесо на один угловой шаг.
Для нарезания второй стороны уже спрофилированного зуба необходимо в шпиндель станка установить вторую резцовую головку, точку второго профиля совместить с нулевой линие и процесс повторить как .указано вьш
Зубчатое колесо, которое сцепляется с нарезанной шестерней по предлагаемому способу, может быть нарезано без обкатывания. Резцовые голоки и зубчатые колеса устанавливаютс так же, как и для способа обкатывания.
Перед началом резания точка Д. зубчатого колеса не совмещается с точкой Д резцовой головки, а происходит процесс врезания, т.е. перемещение зубчатого колеса по направлению Y. Затем производится отвод и
68692
поворот на угловой шаг s . Цикл повторяют. Для нарезания второй стороны зуба необходимо произвести пово- с рот на угловой шаг в обратную сторо-- ну, головки и врезание осуществляется с последующим отводом и поворотом на угловой шаг i.
Способ позволяет нарезать теоре- 10 тически точные зубчатые колеса с круговыми зубьями при различных модулях и числах зубьев двумя резцовыми головками на станках с ЧПУ при полной автоматизации процесса.
Реализация данного способа возможна также при использовании вместо резцовых головок двух резцов. Каладьй резец профилирует боковые поверхности зубьев производящими вершинами, описываюш 1ми производящие окружности г, которые совпадают с окружностями радиуса кривизны j обрабатываемых колес и проходят через полюс станочного зацепления.
Формула изобретения
Способ изготовления зубчатой пары с круговыми зубьями резцовыми головками, профиль резцов которых опиг сывает производящие поверхности, при этом выпуклый профиль зубьев профилируют резцовой головкой с внутренними резцами, а вогнутьй профиль - резцовой головкой с наружными резцами,отличающийся тем, что, с целью получения передачи с локализованным контактом в зоне центрального поперечного сечения зубчатых венцов, полюс станочного зацепления при обработке каждого элемента зубчатой пары совмещают в центральном поперечном сечении зубчатого венца с точкой пересечения производящих поверхностей резцовых головок с образованием угла, равного сумме углов профилейг режущих элементов каждой головки, при этом профилирование зубьев вьшол- няют посредством перемещения каждого элемента зубчатой пары по двум прямоугольным координатам, одна из которых параллельна оси резцовой головки, а начало координат размещено в полюсе станочного зацепления.
-.Е-А
7

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС ГИПОИДНОЙ ПЕРЕДАЧИ | 1996 |
|
RU2111094C1 |
| Одновитковая резцовая головка | 1982 |
|
SU1134316A2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| Способ обработки арочных зубьев цилиндрических колес | 1990 |
|
SU1780949A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2006 |
|
RU2322329C1 |
| СПОСОБ НАРЕЗАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2041034C1 |
| СПОСОБ НАРЕЗАНИЯ КРУГОВЫХ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1995 |
|
RU2106939C1 |
| Способ нарезания зубчатых пар с криволинейными зубьями | 1987 |
|
SU1519856A1 |
Изобретение относится к обработке зубчатых колес резанием и может быть использовано в производстве цилиндрических колес с круговыми зубьями. Цель изобретения - получение передачи с локализованным пятном контакта в зоне дентрального поперечного сечения зубчатых венцов. Резцовые головки устанавливают на станке относительно обрабатываемых зубчатых колес таким образом, чтобы полюс станочного зацепления при обработке каждого элемента пары совмещался в центральном поперечном сечении зубчатого венца с точкой пересечения производящих поверхностей инструментов, угол между которыми- равен сумме углов профилей режущих элементов каждой головки. Обработка зубьев производится при перемещении каждого элемента пары по двум прямоугольным координатам, одна из которых параллельна оси резцовой головки, а начало координат размещено в попос станочного зацепления. 3 ил. S
фие, 3
Составитель И.Кузнецова Редактор Л.Ве.селовская Техред Л.СердюковаКорректор И.Муска
Заказ 1299/14
Тираж 831
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина,101
Подписное
| ВСЕСОКЗЗНЛЯИПЕЙТК04?ХП^'^-^^К^^^;-БИБЛИ^ЗН^;^ | 0 |
|
SU329966A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
