1
Изобретение относится к автоматизации сварочных процессов и может быть использовано для регулирования параметров режима в зависимости от ширины зазора и для направления элек рода по стыку.
Цель изобретения - повышение точности измерения ширины зазора при наличии превышения кромок свариваемых деталей.
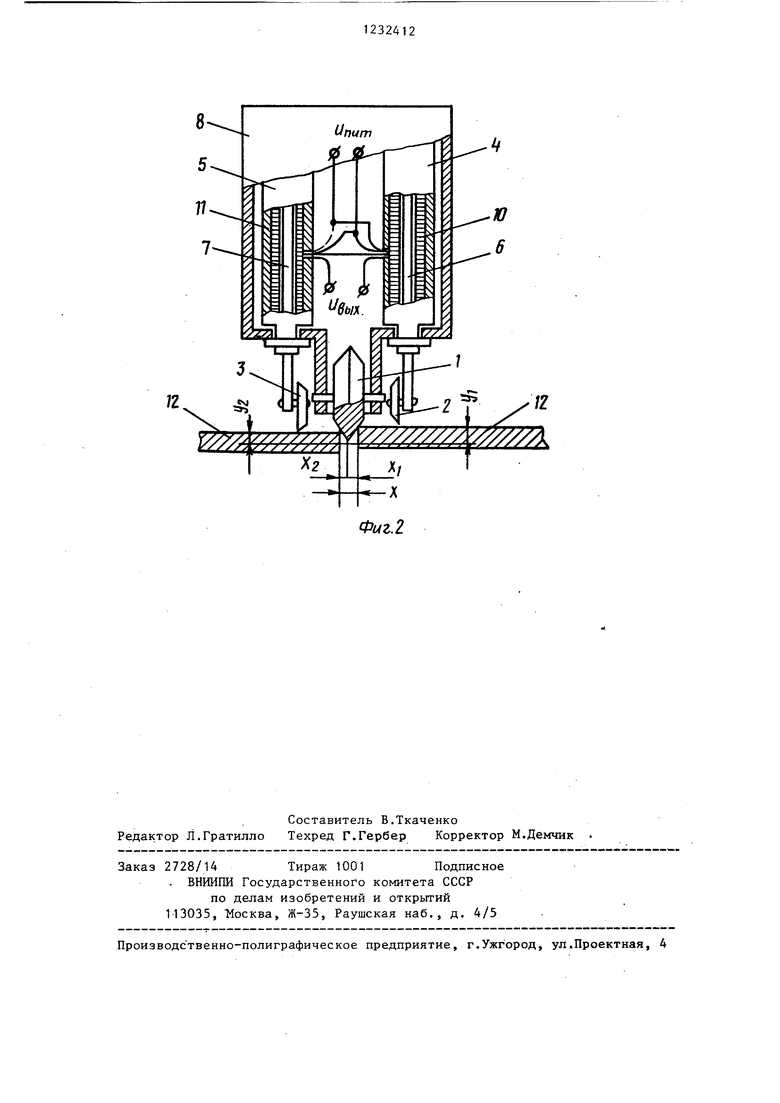
На фиг. 1 показана конструкция датчика, общий вид; на фиг. 2 - то же, разрез.
Датчик ширины зазора при сварке стыковых соединений содержит колесо- щуп 1, два опорных колеса 2 и 3, два электромагнитных преобразователя 4 и 5 линейных размеров, имеющие подвижные сердечники 6 и 7, корпус 8. Колесо-щуп 1 жестко укреплено на корпусе 8, который через проушину 9 шарнирно связывает датчик со сварочной головкой. Катушки 10 и 11 индук- тивностей электромагнитных преобразователей 4 и 5 жестко связаны с кор- пусом 8. Подвижный сердечник 6 соединен с опорным колесом 2, а подвижный сердечник 7 соединен с опорным колесом 3. Выходные обмотки катушек 10 и 11 индуктивностей электромагнитных /преобразователей 4 и 5 соединены последовательно. Колесогщуп выполняет функции наведения сварочного инструмента на линию стыка деталей 12 и первичного преобразователя ширины за- зора стыка. Угол клина колеса-щупа 1 определяемьй из условий необходимой чувствительности преобразования ширины зазора в вертикальное перемещение копирного элемента, из условий отсутствия его выскакивания из зазора при наличии превьш1ения кромок деталей и отсутствия его выступания за пределы стыка деталей с их нижней стороны при сварке соединений с зазо- ром на подкладке или подушке, лежит в пределах 22,6-28 .
12 2
Датчик работает следующим образом.
При движении колеса-щупа Л вдоль стыка свариваемых деталей 12 происходит смещение корпуса 8 относительно опорных колес 2 и 3 и связанных с ними сердечников 6 и 7. При этом смещение У| сердечника 6 измеряется электромагнитным преобразователем 4, а смещение у сердечника 7 - электромагнитным преобразователем 5 (фиг.2). При угле заточки колеса-щупа 1, равном ос, ширина зазора х определяется выражением
X Х,
, (y,.y..
Из выражения следует, что ширина зазора пропорциональна сумме смещени опорных колес 2 и 3 относительно колеса-щупа 1 и в предлагаемом устройстве определяется суммарным сигналом последовательно соединенных выходных обмоток катушек 10 и 11 электромагнитных преобразователей 4 и 5.
Таким образом, предлагаемое устройство благодаря введению второго опорного колеса, второго электромагнитного преобразователя и последовательного соединения выходных обмоток первого и второго электромагнитных преобразователей, обеспечивает измерение пирины зазора при наличии превышения кромок свариваемых деталей.
Техническая эффективность предлагаемого устройства определяется возможностью измерения ширины зазора при наличии превЕлшения кромок свариваемых деталей, без погрешности измерения, обусловленной превьш1ением кромок. Техническая реализация предлагаемого устройства значительно упрощается при использовании серийных промьшшенных преобразователей линейных размеров. Предлагаемое устройство целесообразно применять в аппаратах автоматической сварки стыковых соединений малой кривизны.
Редактор Л.Гратилло
Составитель В.Ткаченко
Техред Г.Гербер Корректор М.Демчик
Заказ 2728/14 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, lIocKBa, Ж-35, Раушская наб., д. 4/5
Производс твенно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг.2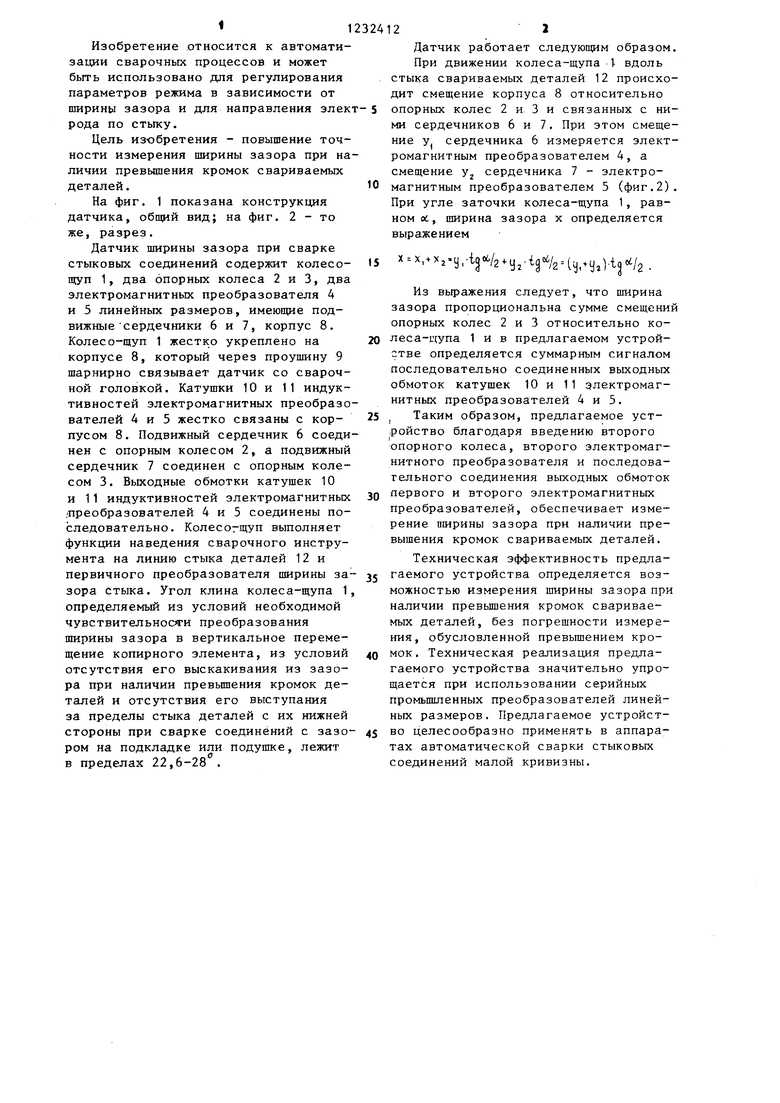
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный датчик параметров стыка сварного соединения | 1987 |
|
SU1433676A1 |
| Комбинированный электромагнитный датчик положения стыка | 1991 |
|
SU1816592A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1988 |
|
SU1593821A1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
| Устройство для направления электрода по стыку | 1981 |
|
SU1030119A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1983 |
|
SU1166941A1 |
| Способ контактной стыковой сварки оплавлением разнотолщинных деталей | 1983 |
|
SU1094697A1 |
| Электромагнитный дифференциальный датчик | 1984 |
|
SU1234101A1 |
| Устройство контроля превышения кромок | 1983 |
|
SU1098704A1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| Львов Н.С | |||
| Автоматизация направления сварочной головки по стыку | |||
| М.: Машиностроение, 1966 | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
