Изобретегтие относится к автоматическому управлению процессом дуговой сварки и MO)Ket быть нспачьзовано для автоматического регулирова ш пара-метров режима сварки в зависимости от ширины зазора метугУ кромками стыкового coeflHHBiiHHj аззтоматкческого ведет1Я электрода вдоль стыка и уста- новки сварочного инструмента по высоI те,
: Цель изобрегеиия - повьшгение точности измерения ширины криволинейного стыка уменьшением методической погрешности измерени:э: и расширение технологических возможностей датчика
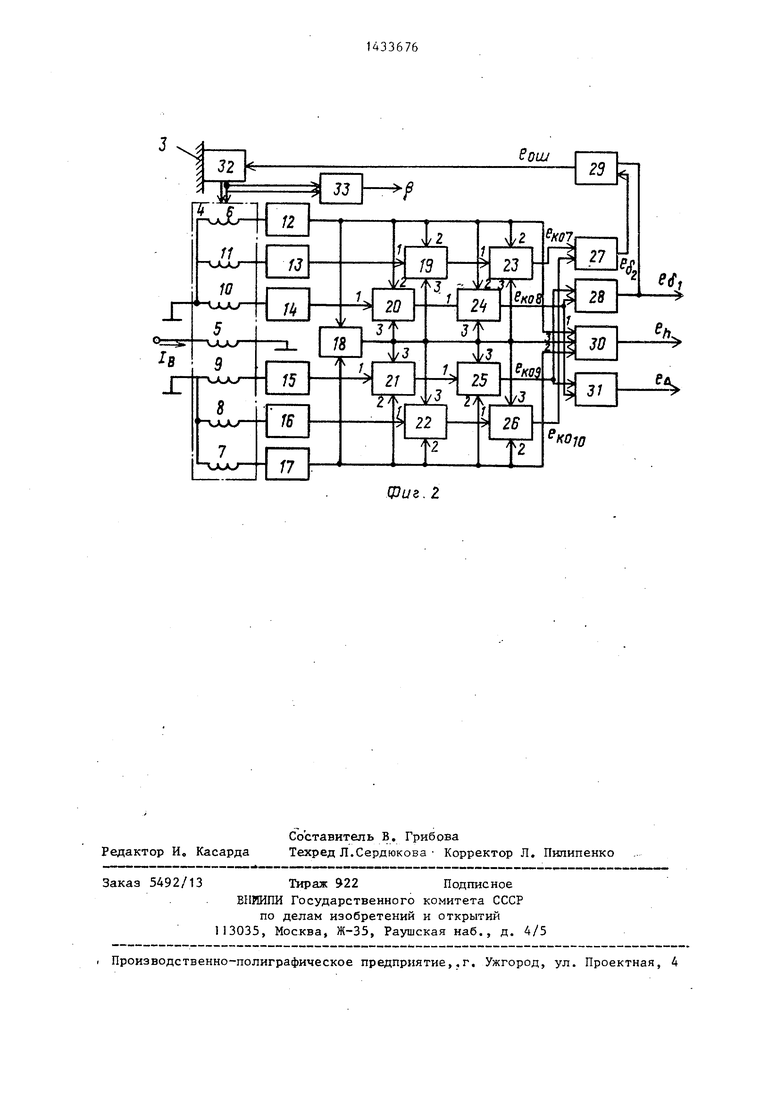
На фиг о 1 представлены конструктдая датчика и его расположенк:е над стыком фиг о 2 - структурная схема датчика
Свариваемьте детали 1 и 2 (фиг, 1) образуют в стыке зазор значе -гие торого обозначено Д t, Над стьжом расположены неподвюкная 3 и подвижная 4 1асти воздушного трансформатора „ Подвижная часть содержит намагничивающую катушку 5 индуктивностиэ крайние ин дикаторные катушки 6 и 7 иццуктивнос- THj. правые 8 и 9j левые 10 и 11 сред ние индикаторные катушки кэдуктйвносТИо
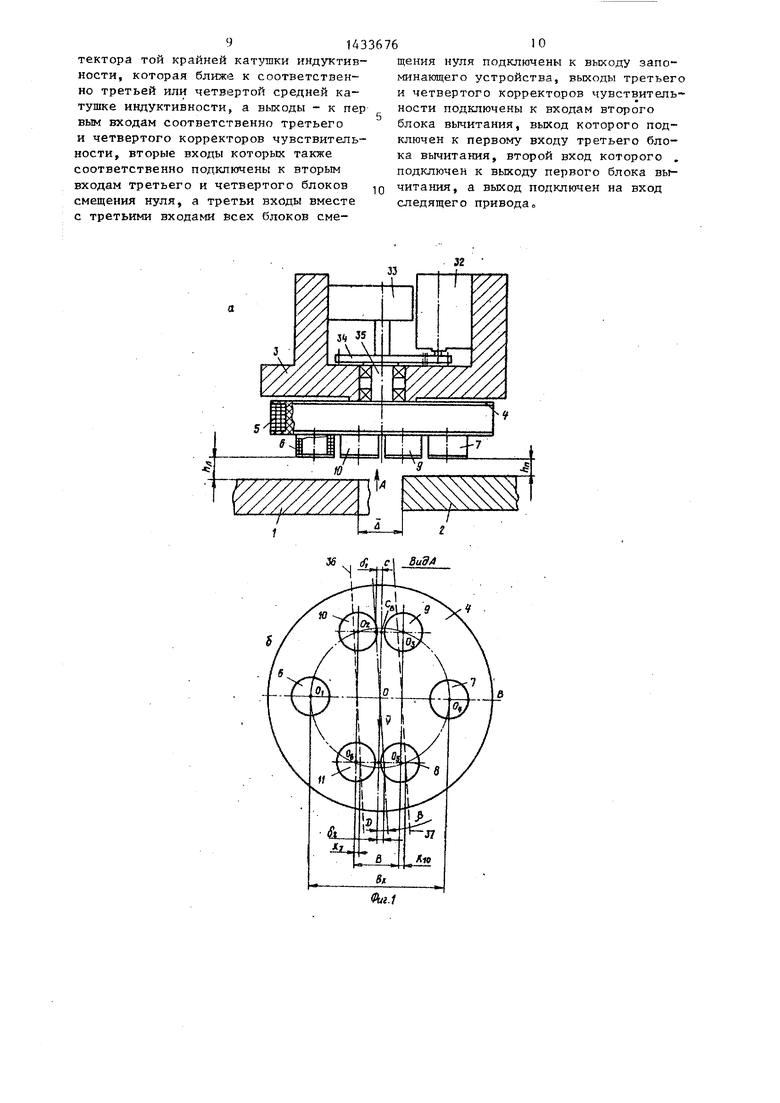
Схема (фиг„ 2) состоит из неподвижной 3 и подвижной 4 частей воздушного трансформатора,, намагничивающей катушки 5 индуктивнссти, крайних индикаторных катушек 6 и 7 индуктивности, средних левых 10 и 11 и правьк 8 и 9 индикаторных катушек индуктивности, линейных детекторов 12-17,, зaпo iинa- ющего устройства 18, блоков 19--22 смещения нуля корректоров 23--26 чувст- вительности, блоков 2, вычитанияs вычислителя 30 высоты располокения - сварочного инструмента над стыкоМ; сумматора 31; следящего лфивода 32 подвижной части воздушного тр.ансфор- MaTopaj датчика 33 углЯо -Все индикаторные кату:шки б- И индуктивности соединены с входами соответствующих линейных детекторов 12-17 о Выходы линейных детекторов 13-16 соединены с первьн та входа№-1 соответствуклЕрх им блоков 19-22 смещения нулЯд выходы которых соединены с первыми входами соответств вдщих корректоров 23-26 чувствительностио
Вторы.е ВХОДД1Е блоков 19 и 20 смещения нуля и корректо;эоз 23 и 24 чувствительности вьЕсодные скгнал ы которых
0
5
0
5
0
5
0
0
5
являются функцией левых средних индикаторных катушек 10 и 11, соединены с выходом линейного детектора 12, преобразующего сигнал левой крайней индикаторной катушки 6о Аналогичным образом связаны вторые входы блоков 21, 22, 25, 26 с выходом детектора 17.
Третьи входы блоков 19-26 соедине - ны с выходом запоминающего устройства 18, на входы которого поступают сигналы с выходов линейных детекторов 12 и 17 Входы вычислителя 30 высоты расположения сварочного инструмента над стыком соединены с выходами линейных детекторов 12 и 17 и запоминающего устройства 18.
Входы сумматора 31 соединены с выходами корректоров чувствительности 24 и 25, сигналы на выходах которых пропорциональны ЭДС индикаторных катушек 10 и 9, расположенных на концах отстающей малой стороны 0 Oj (фиг с 16) вписанного квадрата ,,0j0g в окружность, на которой размещены центры индикаторных катушек индуктивности„
Выходы блоков 24 и 25 (фиг.2) соединены с входами блока 28 вычитания. Входы блока 27 вычитания соединены с выходами блоков 23 и 26, т,е. сигнал на выходе блока 27 пропорционален разности ЭДС средних индикаторных катушек 8 и 11, Выходы блоков 27 и 28 вычитания соединены с входами блока 29 вычитания, выход которого связан с входом следящего привода 32, имеющего механическую связь с подвижной частью 4 воздушного трансформатора о
Ротор датчика 33 угла и зубчатое колесо 34 (фиг, la), насаженные на ось 35 подвижной части 4 воздушного трансформатора, сцеплены с зубчатым колесом редуктора следящего привода 32, механические части которого неподвижным образом связаны с неподвижной частью 3 воздушного трансформатора
На фиг о 16 пунктирной линией изображены, следы 36 кромок стьжа в случае непараллельного расположения оси стыка (обозначена штрихпунктирной линией со сдвоенными точками) и оси CD подвижной части воздушного трансформатора
Расстояние В (фиг о 1) между левой и правой сторонами вписанного прямоугольника выбрано равным среднему значению и ширины зазора в стыке
сварного шва. Расстояние В между осями крайних индикаторных катупгек индуктивности выбрано равным В (1,2-1,5) (В + d), где dц - ный диаметр индикаторных катушек индуктивности При выборе таких значений В и В, сигналы с крайних индикаторных катушек индуктивности пропорциональны только высоте h, h, их расположения над деталями стыка и не зависят от зазора в стыке, а сигналы со средних индикаторных катушек индуктивности являются функцией высоты расположения их над кромками стьпса и координаты кромки стьша Х, определяемой по формуле
i
U - В
±
где U - ширина зазора стыка;
В - база или расстояние между осями средних индикаторных катушек индуктивности; о - смещение оси стыка относи-
тельно середины базы В Устройство работает следующим образом
При протекании тока I g воз-бужде- ния через намагничивающую катушку 5 (фиго 2) создается магнитное поле, наводящее вихревые токи в свариваемых деталях 1 и 2 стыка (фиг, 1) Магнитные поля, создаваемые катушкой намагничивания и вихревыми токами, наводят в индикаторных катушках 6-11 индуктивности 6 ЭДCei, Причем «ЭДС крайних катушек 6 и 7 определяется как
ehi + eho,(2)
а на средних индикаторных катушках 8-11 индуктивности наводится ЭДС
ei Sxi + eio;(3)
или
fehos- eho Shhi
Ч
i
, . ehoo- eho hx
чувствительность индикаторных катушек к изменению координаты hi;
высота расЛоложения i-й индикаторной катушки над кром- 5 кой стыка;
ЗДС индикаторной катушки при hi 0;.
S - чувствительность средних
индикаторных катушек к изменению координаты X;;
eio - ЭДС средней гтдикаторной катушки лри Xj 0;
ehp - ЭДС индикаторных катушек при h 00 ;
d приведенный диаметр индикаторной катушки,
На выходе блоков смещения нуля игнал определяется формулой
6
eki ei - ehi - е ehi + S.,., e hi kop
Sxop- hi o;
(5)
JQ5
25
ЗО 40
45
35
50
5
20
а на вьтходе корректоров чувствительности сигнал определяется как
ekoi F(ehi - eho) + r/(ehi - - eho) - R Jeki;(6)
где С , , F , G , R - коэффициенты, определяемые экспериментально.
Сигнал eki по формуле (6) отвечает условию смещения нуля
eki О при Х; 0. (7)
Сигнал е.. по формуле (7) не зависит от высоты hi расположения средней индикаторной катушки над кромкой стыка. Параметры Sh, eho и eh идентичны дня всех индикаторных катушек индуктивности, благодаря расположению их центров по окружности. Идентичность этих параметров обусловлена там, что все индикаторные катушки одинаково удалены от.центральной оси намагничивающей катушки о
Благодаря осевой симметрии магнитного поля намагничивающей катушки, все идникаторные катушки индуктивности пронизываются одинаковыми магнитными потоками. Так как параметры eho и Sh крайних индикаторных катушек равны таким же параметрам средних индикаторных катушек, то расположение всех индикаторных катушек индуктивности по oKp TiCHocTH позволяет исключить методическую погрешность преобразований (5) и (6),
Высокочастотные ЭДС средних индикаторных катушек преобразуются в ЭДС постоянного напряжения посредством линейных детекторов 13-16 (фиг,2). Далее постоянные ЭДС с выходов линейных детекторов преобразуются в блоках 19-22 смещения нуля по формуле (5). На выходе этих блоков ЭДС
eki равна нулю и не зависит от координаты h, если Х 0. При X, О ЭДС eki зависит от h существенно. Далее ЭДС с выходов блоков смещения нуля преобразуется в корректорах 23-26 чувствительности по формуле (6) На выходе корректоров ЭДС е зависит только от координаты X; и не зависит от координаты h. : Для работы блоков смещения нуля и корректоров чувствительности необ- х|одимы величины ehi и eho Величины eihi снимаются с лине;йньк детекторов Т2 и 17j входы которых соединены с к райними индикаторными катзшкамио Причем с детектора 12 сигнал еЬл поступает на вторые входы блоков 19 и 20 и корректоров 23 и 24, которые 1| реобразуют сигналы левых средних индикаторных катушек 10 и 11, ЭДС которых зависит от координаты Ьл. Сигнал ehn с детектора 17 поступает «а вторые входы блоков 21 и 22 и корректоров 25 и 26, преобразующих сигналы правых индикаторных катушек 8 и 9j сигналы которых зависят от соординаты hn.
Величина eho хранится в запоминающем устройстве 18, выход которого соединен с третьими входами блоков 19-26. Эта величина поступает в запоминающее устройство с выходов детекторов 12 и 17 в начале процесса сварки, когда для настройки устройства устанавливаются Ьл hn О, После настройки координатам h задаются рабочие значения, а величина eho сохраняется неизменной во время дальнейшей работы устройства. Работа блоков смещения нуля и корректоров чувствительности указана в прототипе,
На выходе сумматора 31 формируется сигнал е Д, пропорциональньй ширине зазора в стыке и по формуле
ей OjSCekoS + eko9) . На выходе вычитат«шя 28 формируется сигнал е, , пропорциональный координате S, по формуле е§, 0,5(eko8 + eko9) .(8)
На выходе вычитателя 27 формируется сигнал eS, пропорциональный координате S/1 по формуле
eSt 0,5(eko7 4 eko10) аналогичной формуле (8). Причем величины eS, и efig имек1Т разные знаки, если они образуйтся при повороте подвижной части 4 воздуипюго трансформатора относительно стыка. В этом случае на выходе блока 29 вычитания возникает сигнал
еош e,,
пропорциональный алгебраической раз- ности eS, и е8 , Для случая, изобра- 0 женного на фиг. 16,
еош hSul,
так как ej, и ей имеют разные знаки. Следящий привод 32 по сигналу ошибки
5 вд приводит во вращение подвижную часть 4 воздушного трансформатора, стремясь свести е к нулю, т.е. для прямолинейных участков стыка всегда 5, S О и ось всегда нормальна
Q продольной оси стыка, если центр О подвижной части 4 воздушного трансформатора находится над продольной осью стыка. Если этот центр смещается относительно оси стыка, то сигна5 лы eS, и е&1 будут отличаться от нуля. 1 ричем под -воздействием следящего привода ось С всегда параллельна, а ось АВ - нормальна оси стыка, следовательно, в этом случае справед0 ЛИВЫ соотношения leSJ ( ; eS,/ 0.
Таким образом, по сигналу е мож-г но определить значение и нап15авление смещения оси CD относительно продольной оси стьжа, что позволяет построить систему, отслеживающую изменение направления стыка.
Сигнал ft на выходе датчика 33 угла позволяет измерять направление сты0 ка относительно неподвижной части 3 воздушного трансформатора, что расширяет технологические возможности предлагаемого устройства С учетом сигнала В следящая система за направлеg нием стыка может отрабатьшать криволинейные швы о
Сигналы eh ней служат для регулирования режима работы сварочной головки при изменении высоты ее расположения над стыком и (или) объема сварочной ванны, определяемого сигналом ей ,
Работа вычислителя 30 высоты расположения сварочного инструмента и его структура приведены в .прототипе. Структуры блоков 19-22 смещения нуля и корректоров 23-26 чувствительности также аналогичны прототипу. Блоки 27-29 вычитания могут быть построены
0
5
на базе операционных усилителей, а линейные детекторы 12-17 - с применением операционных усилителей. Запоминающее устройство имеет структуру известного блока выборки и запоминания. Датчик угла 33 может быть построен на базе вращающихся трансформаторов.
Техническая эффективность предлагаемого датчика заключается в уменьшении погрешности измерения параметров стыка, которая обеспечивается уменьшением методической погрешности.
блок вычитания, вычислитепь высоты расположения сварочного инструмента над стыком, причем крайние индикаторные катурши индуктивности через линей кые детекторы соединены с входами запоминающего устройства и вычислителя высоты расположения сварочного инструмента над стыком, а средние индикаторные катутпки через другие линейные детекторы связаны с первыми входами соответствующих им блоков смещения нуля, выход запоминающего устройства связан с третьими входами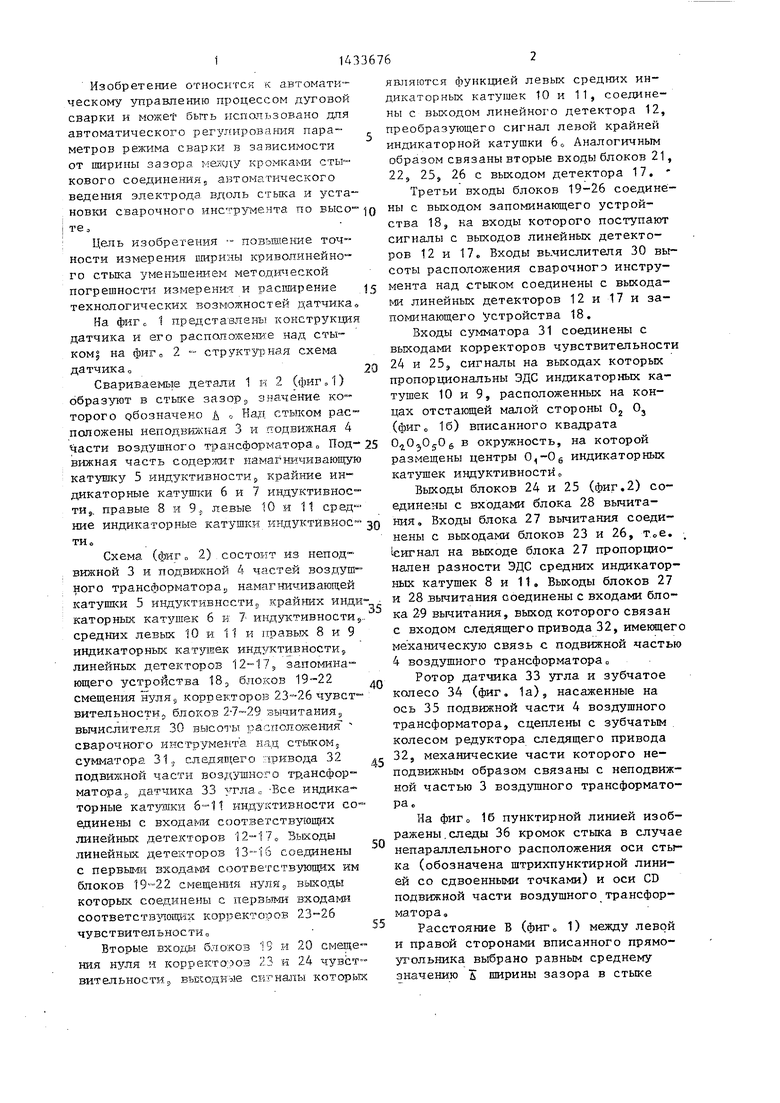

| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный дифференциальный датчик | 1984 |
|
SU1234101A1 |
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| Электромагнитный датчик положения свариваемого стыка | 1987 |
|
SU1488150A1 |
| Устройство для определения положения сварного шва | 1988 |
|
SU1590153A1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УДЕЛЬНЫХ ПОТЕРЬ В АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2029313C1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1980 |
|
SU899295A1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| ИЗМЕРИТЕЛЬ РАССТОЯНИЯ МЕЖДУ ДАТЧИКОМ И ОБЪЕКТОМ ИЗ ЭЛЕКТРОПРОВОДЯЩЕГО МАТЕРИАЛА | 2013 |
|
RU2561244C2 |
| Способ косвенного измерения при помощи дифференциального датчика и устройство для его реализации | 2018 |
|
RU2675405C1 |
| Электромагнитный датчик для слежения за свариваемым стыком | 1974 |
|
SU556910A1 |
Изобретение относится к сварке, в частности к электромагнитным датчикам параметров стыка сварного соеди- нения, и может быть использовано для автоматического управления процессом дуговой сварки. Цель - повьшение ности измерения ширины криволинейного стыка и расширение технологических возможностей. Электромагнитный датчик (ЭД) предназначен для контроля ширины зазора между кромками стыкового соединения, автоматического ведения электрода вдоль стыка, установки сварочного инструмента по высоте Он содержит воздушный трансформатор (ВТ), выполненный из подвижной и неподвижной частей. В пределах внутреннего диаметра ВТ размещены шесть индикаторных катушеко ЭД также содержит линейные детекторы, блоки вычислений, корректоры чувствительности, запоминающее устройство и следящий привод подвижной части ВТ с датчиком угла поворота. Параметры стыкового соединения определяются с помощью вычислительных устройств, входящих в ЭД. 2 ил. ласвз
обусловленной неоднородностью магнит- 5 всех блоков смещения нуля и корректо- ного ПОЛЯ намагничивающей катушки и уменьшением погрешности измерения ширины зазора стыка за счет непрерывного отслеживания изменений направления стыка.20
За базовый объект выбран сварочный автомат, например автомат аргоно- дуговой сварки типа АДСВ-6, изготовляемый заводом РПКО Электромеханика города Ржева. А автомате АДСВ-6 сварочная головка на осевой линии стыка свариваемых деталей удерживается с помощью измерительного блока БИСД-1, сигнал которого управляет двигателем поперечного перемещения сварочной головки. По сравнению с измеритель- ньп блоком БИСД-1 автомата АДСВ-6 предлагаемый датчик, кроме слежения за осевой линией стыка, позволяет контролировать ширину зазора криволинейного стыка. Измерение ширины зазора стыка позволяет повысить качество сварки путем автоматического регулирования резкимов работы сварочного автомата в зависимости от пшрины за30
35
ров чувствительности и с третьим входо вычислителя высоты расположения сварочного инструмента над стыком, о т- л И чающийся тем, что, с целью повьш1ения точности измерения ширины криволинейного стыка и расширения технологических возможностей, в датчик дополнительно введены треть и четвертая средние индикаторные ка- 25 тушки индуктивности, пятый и шестой линейные детекторы, третий и четвертый блоки смещения нуля, третий и четвертый корректоры чувствительности, а также второй и третий блоки вычитания, датчик угла, следящий при вод, воздушный трансформатор вьтол- нен из неподвижной и подвижной часте на последней из которых размещены намагничивающая и индикаторные катуш ки индуктивности и которая жестким валом соединена с выходом следящего привода и ротором датчика угла, причем центры всех индикаторных катушек индуктивности расположены по соосной с намагничивающей катушкой индуктивности окружности, центры осей Kpaii- них индикаторных катушек индуктивнос ти расположены на концах диаметра этой окружности, а центры осей средних индикаторных катушек индуктивности расположены по углам вписанног в эту окружность прямоугольника, короткая сторона которого параллельна диаметру, на концах которого оси крайних индикаторных катушек индукти ности, электрически третья средняя индикаторная катушка через пятый, а четвертая средняя индикаторная катушка через шестой линейные детекто ры соответственно соединены с первыми входами третьего и четвертого соответственно блоков смещеш1я нуля, вторые входы которых подключены к вы ходам соответственного линейного де-
40
зора, что позволяет экономить свароч- ньй материал.
Фор м.у ла изобретения
Электромагнитный датчик параметров стыка сварного соединения, содержащий воздушный трансформатор, образованный намагничивающей катушкой индуктивности и расположенными в пределах внутреннего диаметра намагничивающей катушки со стороны ее торцо вой поверхности средними и крайними индикаторными катушками индуктивности, оси которых параллельны оси намагничивающей катушки индуктивности, линейные детекторы, блоки смещения нуля, корректоры чувствительности, запоминающее устройство, сумматор.
всех блоков смещения нуля и корректо-
ров чувствительности и с третьим входом вычислителя высоты расположения сварочного инструмента над стыком, о т- л И чающийся тем, что, с целью повьш1ения точности измерения ширины криволинейного стыка и расширения технологических возможностей, в датчик дополнительно введены третья и четвертая средние индикаторные ка- тушки индуктивности, пятый и шестой линейные детекторы, третий и четвертый блоки смещения нуля, третий и четвертый корректоры чувствительности, а также второй и третий блоки вычитания, датчик угла, следящий привод, воздушный трансформатор вьтол- нен из неподвижной и подвижной частей, на последней из которых размещены намагничивающая и индикаторные катушки индуктивности и которая жестким валом соединена с выходом следящего привода и ротором датчика угла, причем центры всех индикаторных катушек индуктивности расположены по соосной с намагничивающей катушкой индуктивности окружности, центры осей Kpaii- них индикаторных катушек индуктивности расположены на концах диаметра этой окружности, а центры осей средних индикаторных катушек индуктивности расположены по углам вписанного в эту окружность прямоугольника, короткая сторона которого параллельна диаметру, на концах которого оси крайних индикаторных катушек индуктив ности, электрически третья средняя индикаторная катушка через пятый, а четвертая средняя индикаторная катушка через шестой линейные детекто ры соответственно соединены с первыми входами третьего и четвертого соответственно блоков смещеш1я нуля, вторые входы которых подключены к выходам соответственного линейного де-
тектора той крайней катушки индуктивности, которая ближе к соответственно третьей или четвертой средней катушке индуктивности, а выходы - к пер вым входам соответственно третьего и четвертого корректоров чувствительности, вторые входы которых также соответственно подкл:1очены к вторым входам третьего и четвертого блоков смещения нуля, а третьи входы вместе с третьими входами всех блоков сме
щения нуля подключены к выходу запоминающего устройства, выходы третьего и четвертого корректоров чувствительности подключены к входам второго блока вычитания, выход которого подключен к первому входу третьего блока вычитания, второй вход которого , подключен к выходу первого блока вычитания, а выход подключен на вход следящего привода
Q3u. 2
| Электромагнитный дифференциальный датчик | 1984 |
|
SU1234101A1 |
