О
со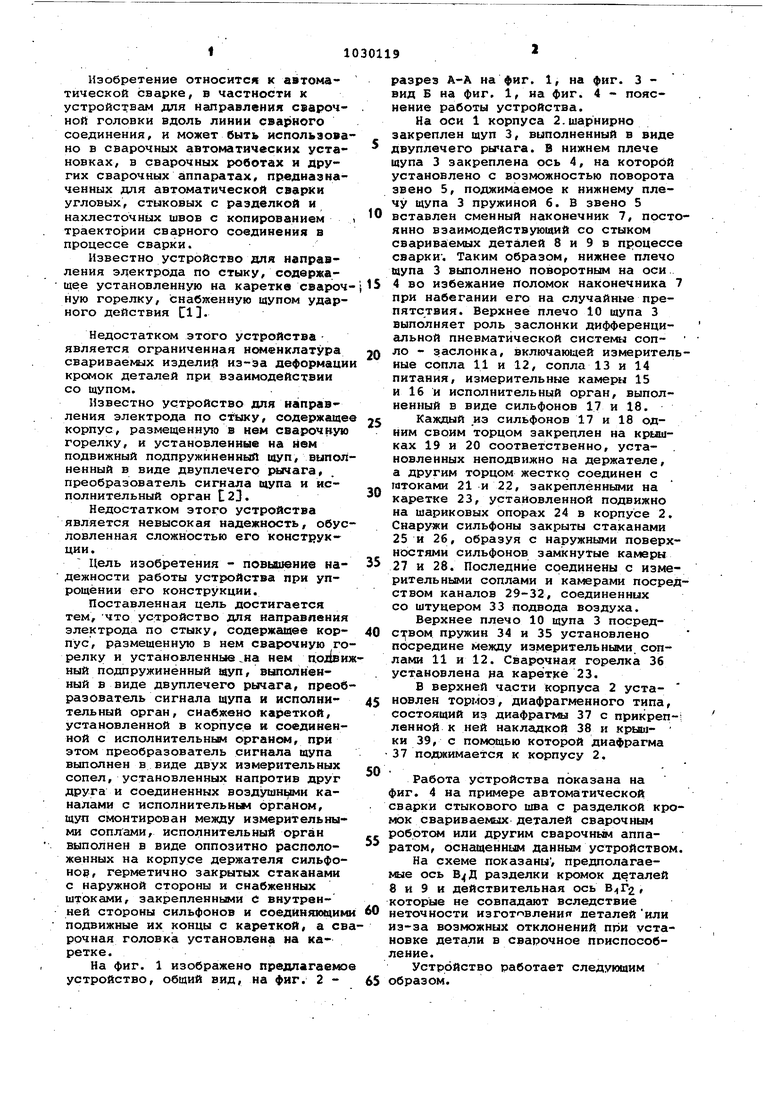
| название | год | авторы | номер документа |
|---|---|---|---|
| Датчик положения свариваемого стыка при многопроходной сварке | 1978 |
|
SU764889A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ | 1970 |
|
SU277148A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Сварочная головка для многопроходнойСВАРКи глубОКиХ РАздЕлОК | 1979 |
|
SU841838A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для копирования контура разделки или линии стыка шва при автоматической дуговой сварке | 1984 |
|
SU1247207A1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2021 |
|
RU2759350C1 |
| Привод поперечного перемещения адаптивной сварочной горелки | 1982 |
|
SU1065120A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |

УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЭЛЕКТРОДА ПО СТЫКУ, содержащее корпус, размещенную в нем сварочную горелку и установленные на нем подвижный подпружиненный щуп, выполненный в виде двуплечего рычага. . К- ч и1ГША. % ц-/iL-; -f i . &1и,К-}ГкиЛ i tjECJU.J-ITnAWA преобразователь сигнала шупа и исполнительный орган, о т л и ч а ющ е ее я тем, что, с целью повышения надежности работы устройства при упрощении его конструкции, устройство снабжено кареткой, установленной в корпусе и соединенной с исполнительным органом, при этом преобразователь сигнала щупа выполнен в виде двух измерительных сопел, установленных напротив друг друга и соединенных воздушными каналами с исполнительным органом, щуп смонтирован между измерительными соплами, исполнительный орган выполнен в виде оппозитно расположенных на корпусе сильфонов, герметично закрытых стаканчиками с наруж- ной стороныи снабженных штоками, закрепленными с внутренней стороны сильфонов и соединякхцими подвижные их концы с кареткой, а сварочная головка установлена на каретке.
со
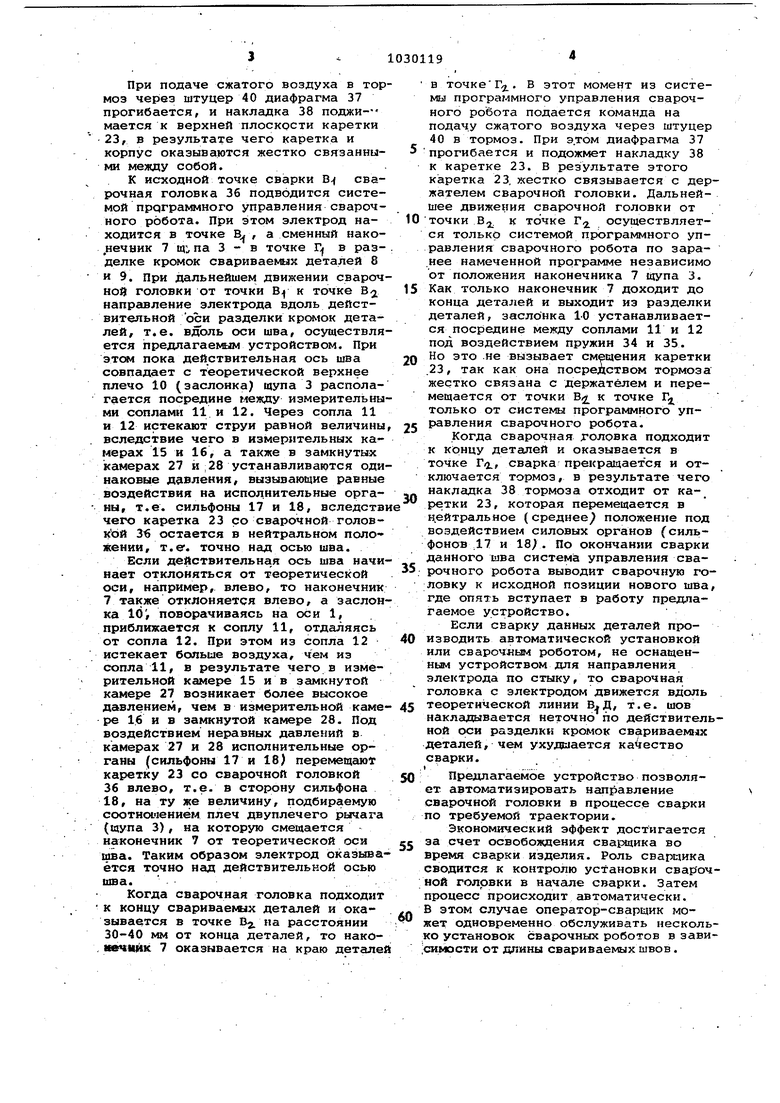
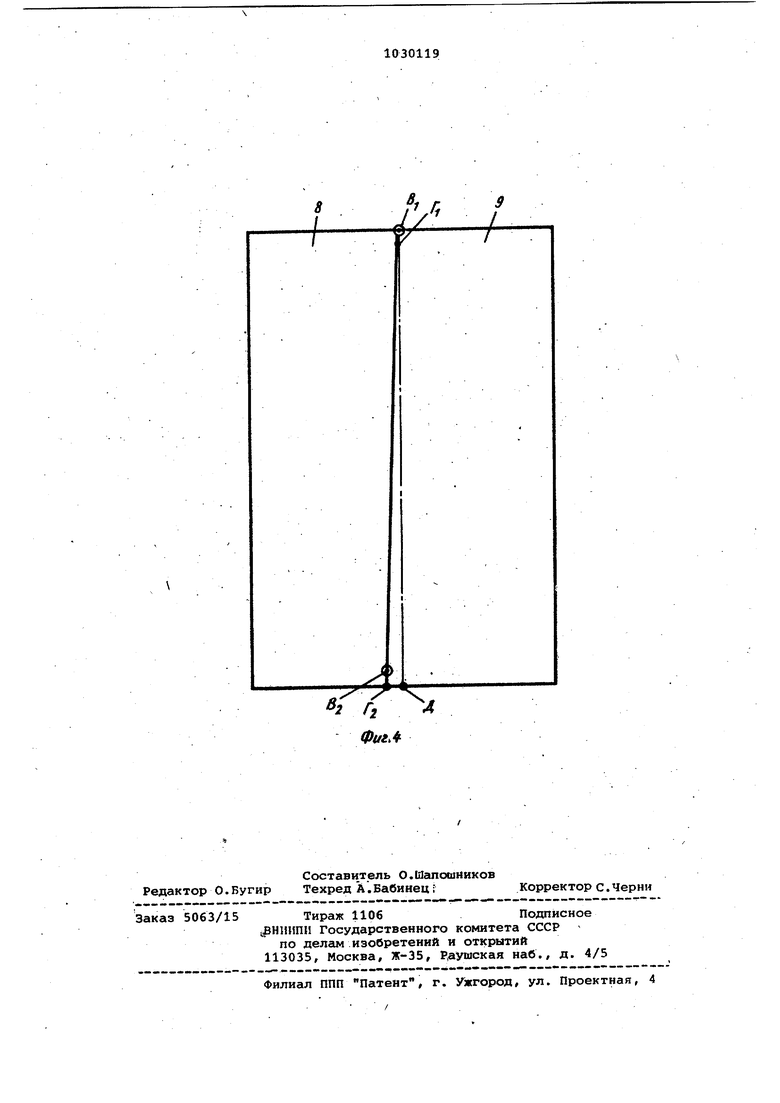
Изобретение относится к автоматической сварке, в частности к устройс вам для направления сварочной головки вдоль линии сварного соединения, и может быть испольэова но в сварочных автоматических установках, в сварочных роботах и Других сварочных аппаратах, предназначенных для автоматической сварки угловых, стыковых с разделкой и нахлесточных швов с копированием траектории сварного соединения в процессе сварки. Известно устройство для направления электрода по стыку, содержащее установленную на каретке свароч ную горелку, снабженную щупом ударного действия С1. Недостатком этого устройстваявляется ограниченная номенклатура свариваемых изделий из-за деформаци кромок деталей при взаимодействии со щупом. Известно устройство для направления электрода по стыку, содержаще корпус, размещенную в нем сварочную горелку, и установленные на нем подвижный подпружиненный щуп, выпол ненный в виде двуплечего рычага, преобразователь сигнала щупа и исполнительный орган С 23. Недостатком этого устройства является невысокая надежность, обус ловленная сложностью его конструкции. Цель изобретения - повышение надежности работы устройства при упрощении его конструкции. Поставленная цель достигается тем,ЧТО устройство для направления электрода по стыку, содержащее кор пус, размещенную в нем сварочную го релку и установленные на нем ный подпружиненный щуп/ выполненный в виде двуплечего рычага, преоб разователь сигнала щупа и исполнительный орган, снабжено кареткой, установленной в корпусе и соединенной с исполнительным органом, при этом преобразователь сигнала щупа выполнен в виде двух измерительных сопел, установленных напротив друг друга и соединенных воздушной каналами с исполнительные органом, щуп смонтирован между измерительны ми соплами, исполнительный орган выполнен в виде оппозитно расположенных на корпусе держателя сильфо нор, герметично закрытых стаканами с наружной стороны и снабженных штоками, закрепленньлми С внутренней стороны сильфонов и соединяющи подвижные их концы с кареткой, а с рочная головка установлена на каретке. На фиг. 1 изображено предлагаем устройство, общий вид, на фиг. 2 разрез А-А на фиг. 1, на фиг. 3 вид Б на фиг. 1, на фиг. 4 - пояснение работы устройства. На оси 1 корпуса 2.шарнирно закреплен щуп 3, выполненный в виде двуплечего рычага. В нижнем плече щупа 3 закреплена ось 4, на которой установлено с возможностью поворота звено 5, поджимаемое к нижнему плечу щупа 3 пружиной 6. В звено 5 вставлен сменный наконечник 7, постоянно взаимодействующий со стыком свариваемых деталей 8 и 9 в процессе сварки. Таким образом, нижнее плечо щупа 3 выполнено поворотным на оси 4 во избежание поломок наконечника 7 при набегании его на случайные препятствия. Верхнее плечо 10 щупа 3 выполняет роль заслонки дифференциальной пневматической системы сопло - заслонка, включающей измерительные сопла 11 и 12, сопла 13 и 14 питания, измерительные камеры 15 и 16 и исполнительный орган, выполненный в виде сильфонов 17 и 18. Каждый из сильфонов 17 и 18 одним своим торцом закреплен на крышках 19 и 20 соответственно, установленных неподвижно на держателе, а другим торцом жестко соединен с штоками 21 и 22, закрепленными на каретке 23, установленной подвижно на шариковых опорах 24 в корпусе 2. Снаружи сильфоны закрыты стаканами 25 и 26, образуя с наружными поверхностями сильфонов замкнутые камеры 27 и 28. Последние соединены с измерительными соплами и камерами посредством каналов 29-32, соединенных со штуцером 33 подвода воздуха. Верхнее плечо 10 щупа 3 посредст вом пружин 34 и 35 установлено посредине между измерительньми. соплами 11 и 12. Сварочная горелка 36 установлена на каретке 23. В верхней части корпуса 2 установлен тормоз, диафрагменного типа, состоящий из диaфpaг gы 37 с прикреп-: ленной к ней накладкой 38 и ки 39, с помощью которой диафрагма 37 поджимается к корпусу 2. Работа устройства показана на фиг. 4 на примере автоматической сварки стыкового шва с разделкой кромок свариваемых деталей сварочным роботом или другим сварочнь1м аппаратом, оснащенным данным устройством. На схеме показаны , предполагаемые ось разделки кромок деталей 8 и 9 и действительная ось В,Г2 , которые не совпадгиот вследствие неточности изгот влени т деталей или из-за возможных отклонений при установке детали в сварочное приспособление. Устройство работает следующим образом. При подаче сжатого воздуха в тор моз через штуцер 40 диафрагма 37 прогибается, и накладка 38 поджи- мается к верхней плоскости каретки 23, в результате чего каретка и корпус оказываются жестко связанными между собой. К исходной точке сварки В сварочная головка 36 подводится системой программного управления сварочного робота. При этом электрод находится в точке В , а сменный нако,нечник 7 ini па 3 - в точке Г в разделке кромок свариваемых деталей 8 и 9, При дальнейшем движении свароч ной головки от точки В к точке В направление электрода вдоль действительной оси разделки кромок деталей, т.е. вдоль оси шва, осуществля ется предлагаелмм устройством. При этсян пока действительная ось шва совпадает с теоретической верхнее плечо 10 (заслонка) щупа 3 располагается посредине между измерительны ми соплами 11 и 12. Через сопла 11 и 12 истекают струи равной величины вследствие чего в измерительных ка мерах 15 и 16, а также в замкнутых камерах 27 и ; 28 устанавливаются оди наковые давления, вызывающие равные воздействия на исполнительные органы, т.е. сильфоны 17 и 18, вследств чего каретка 23 со сварочной головкЬй 36 остается в нейтральном положении, т.е. точно над осью шва. Если действительная ось шва начи нает отклоняться от теоретической оси, например, влево, то наконечник 7 также отклоняется влево, а заслон ка 10, поворачиваясь на оси 1, приближается к соплу 11, отдаляясь от сопла 12. При этом из сопла 12 истекает больше воздуха, чем из сопла 11, в результате чего в измерительной камере 15 ив замкнутой камере 27 возникает более высокое давлением, чем в измерительной каме ре 16 и в замкнутой камере 28. Под воздействием неравных давлений в камерах 27 и 28 исполнительные органы (сильфоны 17 и 18) перемещают каретку 23 со сварочной головкой 36 влево, т.е. в сторону сильфона 18, на ту же величину, подбираемую соотно1чением плеч двуплечего рычага (щупа 3), на которую смещается наконечник 7 от теоретической оси sosa. Таким образом электрод оказыва ется точно над действительной осью шва. Когда сварочная головка подходит к концу свариваекых деталей и оказывается в точке В. на расстоянии 30-40 мм от конца деталей, то нако, 1ЮЧ1| 1к 7 оказывается на краю детале в точкеГ. В этот момент из системы программного управления сварочного робота подается команда на подач.у сжатого воздуха через штуцер 40 в тормоз. При Э.ТОМ диафрагма 37 прогибается и подожмет накладку 38 к каретке 23. В результате этого KiapeTKa 23, жестко связывается с держателем сварочной головки. Дальнейшее движения сварочной головки от точки Bj. к точке Г осуществляется только системой программного управления сварочного робота по заранее намеченной программе независимо от положения наконечника 7 щупа 3. Как только наконечник 7 доходит до конца деталей и выходит из разделки деталей, заслонка 1-0 устанавливается посредине между соплами 11 и 12 под воздействием пружин 34 и 35. Но это .не вызывает смещения каретки .23, так как она посредством тормоза жестко связана с держателем и перемещается от точки Ъ к точке Г. только от системы программного управления сварочного робота. Когда сварочная головка подходит к концу деталей и оказывается в точке r/i., сварка прекращается и отключается тормоз, в результате чего накладка 38 тормоза отходит от каретки 23, которая перемещается в н.ейтральное (среднее положение под воздействием силовых органов (сильфонов Д7 и 18|. По окончании сварки данного шва система управления сварочного робота выводит сварочную головку к исходной позиции нового шва, где опять вступает в работу предлагаемое устройство. Если сварку данных деталей производить автоматической установкой или сварочиым роботом, не оснащенHbw устройством для направления электрода по стыку, то сварочная головка с электродом движется вдоль теоретической линии , т.е. шов наклсЦйлвается неточно по действительной оси разделки кромок свариваемых деталей, чем ухудшается качество сварки. , . . предлагаемое устройство позволяет автоматизировать направление сварочной головки в процессе сварки по требуемой траектории. Экономический эффект достигается за счет освобождения сваЕадика во время сварки изделия. Роль сварщика сводится к контролю установки сварочной головки в начале сварки. Затем процесс происходит автоматически. В этом случае оператор-сварщик моет одновременно обслуживать нескольо установок сварочных роботов в завиимости от длины свариваемых швов.
ш
Фие1
фиг. 2
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварочная горелка | 1977 |
|
SU664783A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США I 3997757, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
