12
и тремя вычитакнцими входами, выход которого является выходом блока сме Й1ения нуля, причем первый вход первого аналогового перемножителя является третьим входом блока смещения нуля , второй вход первого аналогового перемножителя, /являющийся вторым вхо дом блока смещения нуля, соединен с первым вычитающим входом сумматора вычитателя и через первый аттенюатор с вторым вычитающим входом сумматора- вычитатёля, а также с двумя входами . второго аналогового перемножителя, выход которого через второй аттенюаг тор соединен с первьм суммирующим входом сумматора-вычитателя, второй суммирующий вход koToporo является первьм входом блока смещения нуля, кроме того, выход первого аналогово- го перемножителя через третий аттенюатор соединен с третьим вычитающим входом суммато ра-вычитателя.
3. Датчику по п. 1, о тли ч а ю щи и с я тем, что корректор чувствительности содержит два аналоговых перемнолсителя, вычитатель, три аттеИзобретение относится к автоматическому управлению процессом дуговой сварки и может быть использовано в аппаратах автоматического регулирования параметров режима сварки в зависимости от ширины зазора между кромками стыкового соединения, автоматического .направления электрода вдоль стыка и расположения сварочного инструмента по высоте.
Целью изобретения является повышение точности датчика и расширение функциональных возможностей датчика за счет увеличения числа измеряемых параметров датчиком.
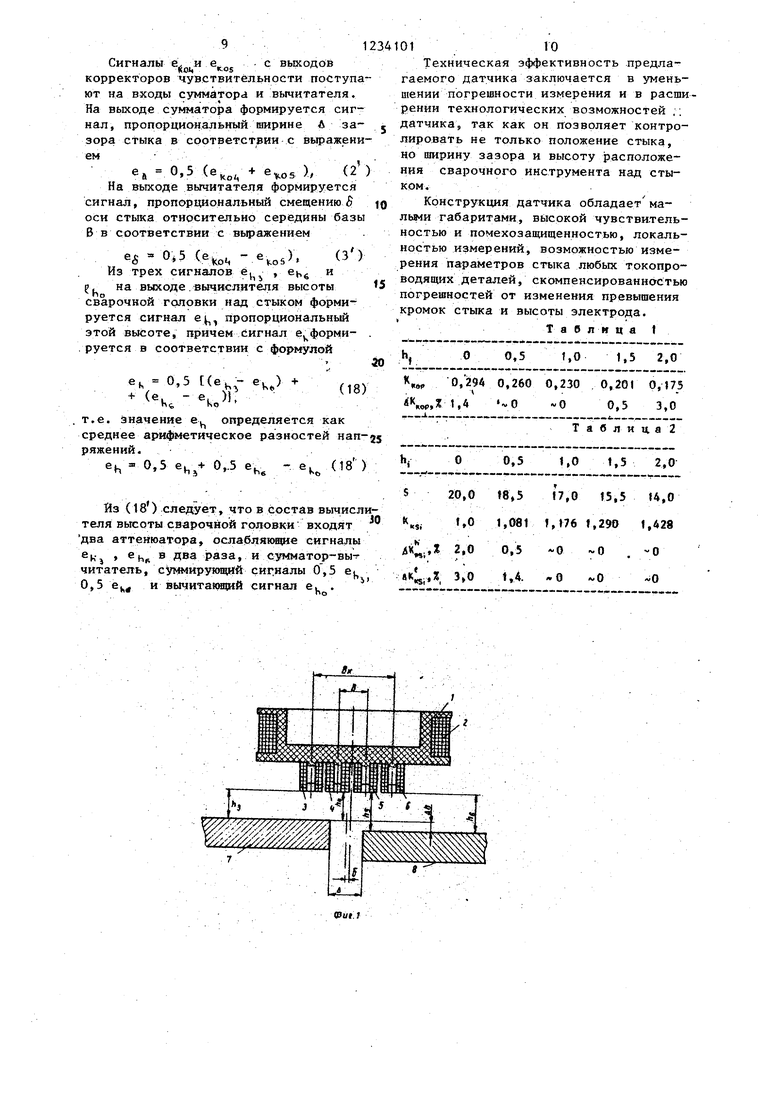
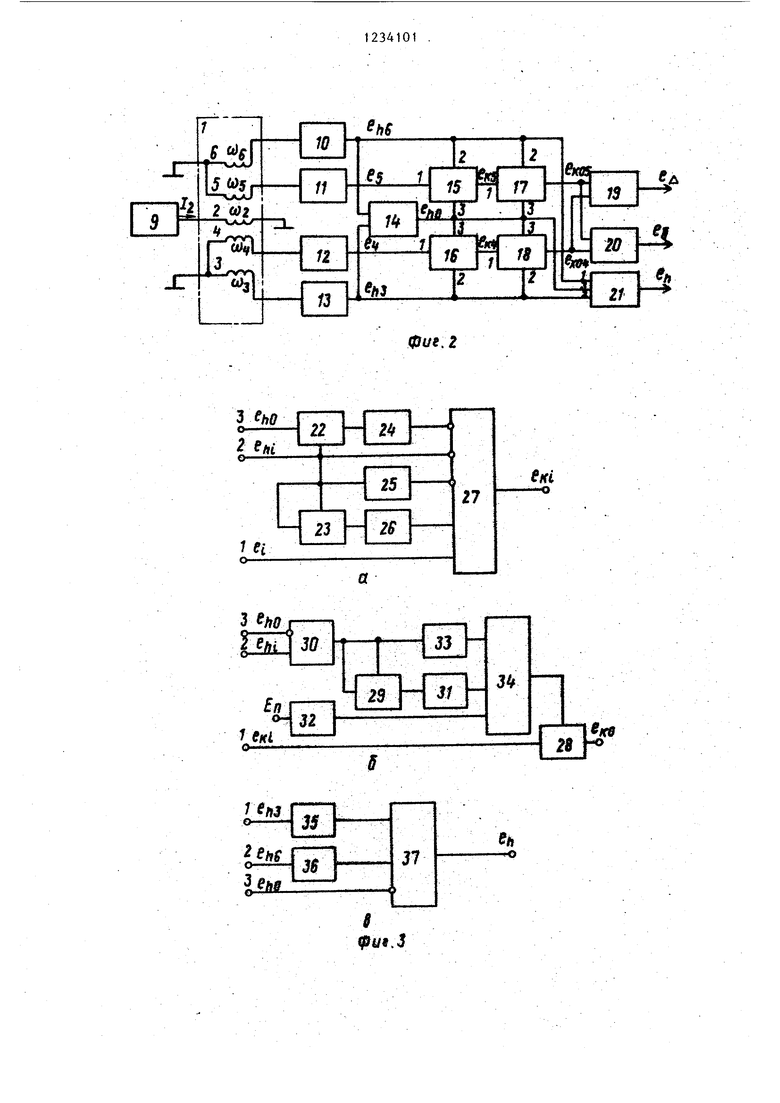
На фиг. 1 изображена конструктивная схема воздушного трансформатора датчика; на фиг. 2 - блок-схема предлагаемого электромагнитного дифференциального датчика; на фиг. 3 - блок- схемы блока смещения нуля, корректора чувствительности и вычислителя высоты сварочной головки над стыком; на фиг. 4-7 - зависимости пара1
нюатора, сумматор, причем входы вычитателя являются вторым и третьим входами корректора чувствительности, выход вычитателя соединен с входами первого аналогового перемножителя и через первый аттенюатор - с первым входом сумматора, второй вход которого через второй аттенюатор соединен с выходом вычитателя, третий вход через третий аттенюатор - с источником питания, а выход - с первым входом второго аналогового перемножителя, выход которого является выходом корректора чувствительности, а второй вход - первым входом последнего.
4. Датчик по п. 1, отличаю- щ и и с я тем, что вычислитель высоты сварочной головки содержит сумма- тор-вычитатель и два аттенюатора, причем первый и второй входы вычислителя высоты через аттенюаторы соедиены с суммирующими входами сумматора- вычитателя, выход которого является выходом вычислителя высоты сварочной головки, а вычитающий вход - третьим входом последнего.
метров; индикаторных катушек, определяющие выпол нение блоков датчика.
Воздушный трансформатор датчика состоит из каркаса 1, нама гничивающей каТушки индуктивности 2, четырех индикаторных катушек 3-6. Индикаторные катушки индуктивности расположены в ряд вдоль поперечной оси симметрии в пределах внутреннего диаметра
намагничивающей катушки индуктивности со стороны ее торцовой поверхности, обращенной к стыку свариваемых деталей 7 и 8. Оси всех катушек индуктивности параллельны.
Датчик (фиг.2) состоит из намагни- .чивающей катушки индуктивности 2, индикаторных катушек индуктивности 3-6, размещенных на каркасе 1, генератора 9 высокой частоты, четырех линейных
детекторов 10-ТЗ, запоминающего устройства 14, двух блоков смещения нуля 15 и 16, Двух корректоров чувствительности 17 и 18, сумматора 19, вычитающего блока 20, вычислителя 21
высоты сварочной головки. Намагничивающая катушка подключена к генёра- .тору высокой частоты,.Индикаторные катушки соединены с входами соответствующих линейных детекторов. Выход линейных детекторов 11.и 12 соединены с входами соответствующих блоков смещения нуля 15 и 16, выходы которых соединены с входами корректоров чувствительности 17 и 18. Выходы ли- нейных-детекторов 10 и 13 соединены с входами запоминающего устройства 14 и с вторыми входами блоков смещения нуля и корректоров чувствительности, а также с входами вычислителя 21 высоты сварочной головки. Вькод запоминакнцего устройства 14 соединен с третьими входами блоков смещения нуля 15 и 16,. корректоров чувствителности 17, 18 и вычислителя 21 высоты сварочной головки. Выходы корректоро чувствительности соединены с входами сумматора 19 и вычитающего блока 20.
. БЛОК смещения нуля (фиг.З а) сое- тоит из двух аналоговых перемножй- телей 22, 23, трех аттенюаторов 24- 26, сумматора-вычитателя 27 с тремя вычитакнцими и двумя суммирующими входами. Один из входов первого ана- логоао.го перемножителя 22 является третьим общим входом блока смещения нуля, а другой вход - вторым общим входом блока смещения нуля.
Один из суммирующих входов сумматора-вычитателя . 27 является пер- вым общим входом блока смещения нуля Выход сумматора-вычитателя 27 является общим выходом блока смещения нуля.
Корректор чувствительности (фиг.З б) состоит из двух аналоговых перемножителей 28, 29, вычитате- ля 30, трех аттенюаторов 31-33 и сумматора 34. Второй и третий входы корректора чувствительности являются входами вычитателя 30. Третий суммирующий вход сумматора 34 через аттенюатор 32 соединен с источником питания. Один из входов аналогового перемножителя 28 является первым вхо дом корректора чувствительности , а выход - вькодом этого корректора.
Вычислитель высоты сварочной головки (фиг.З в) сострит из двух аттенюаторов 35, 36 и сумматора- вычитателя 37. Первый вход вычислителя высоты сварочной головки через первый аттенюатор 35 соединен с пер
j ю j20
25
5
0
5
30
0
5
вым суммирующим входом сумматора-вычитателя 37. -Второй вход вычислителя через аттенюатор 36 соединен с вторым суммирующим входом сумматора- вычитателя 37. Третий вход вычислителя высоты сварочной головки - это непосредственно вычитающий вход сумматора-вычитателя 37. Выход сумматора-вычитателя является выходом вычислителя высо .-ы сварочной головки.
.Расстояние В осяь1И средних индикаторных катушек (фиг.1) выбрано равным среднему значению и зазора в стыке сварочного шва, а расстояние В|
между осями крайних индикаторньпс катушек выбрано равным о(д +d), где с/ 1,2-1,5 - коэффициент, учитывающий распор силовых магнитных линий в воздушном зазоре между катушкой и деталью стыка, а с/„ - наружный диаметр индикаторных катушек. Благодаря выбору таких значений межосевых расстояний 6 и В сигналы с крайних индикаторных катущек индуктивности пропорциональны только высоте их распо - ложения над деталями стыка и не завж сят от зазора в стыке, а сигналы со средних индикаторных катушек индуктивности являются функцией как ты расположения этих катушек над деталями стыка, так и текущего значения зазора л .
Устройство работает следующим образом.
При протекании через намагничива- катушку индуктивности 2 токов высокой частоты от генератора 9 создается высокочастотный магнитный поток, определяемый магнитодвижущей силой катушки индуктивности 2
чис(где 1 - амплитуда тока; ло витков катушки). Под воздействием этого потока в свариваемых деталях 7 и 8 (фиг.1) наводятся вихревые токи, магнитный поток которых направг лен в противоположном на:правлении по отношению к потоку, создаваемому катушкой индуктивности 2. Причем значение вихревых токов и их магаитно- го потока зависит от высоты расположения воздушного трансформатора над свариваемыми деталями и от шчлцицп воздушного участка стыка. Наводимая на индикаторных катушках индуктивности ЭДС пропорциональна суммарному магнитному ПОТОКУ локальных зон, расположённых вдоль узкой полосы, перпендикулярной кромкам деталей сты- . ка.
В зонах раеположения крайних индикаторных катушек 3 и 6 суммарный магнитный поток определяетея только высотами hj и h расположения кату- шек над деталями стыка. В зонах расположения, средних индикаторных катушек 4 и 5 суммарный поток определяется высотами Ь.и h и площадью перекрытия торца индикаторной катушки индуктивности кромкой соответствующей детали стыка, пропорциональной коор-. динате Х. В дальнейшем считаем h J и h J h,
Зависимость ЭДС е, индикаторных катушек индуктивности от h в случае Полного перекрытия от торцов близ- ка к линейной
-Hi
- S, h.-f- е.
ц t по 1
(1)
где 8ц - чувствительность ЭДС них индикаторных.катушек к изменению зазора; e,Q- ЭДС этих катушек при h«0. Средние индикаторные катушки индуктивности измеряют суммарный маг нитный поток, обусловленный взаимодействием магнитного поля намагни- чивакщей катушки и вихревых токов, наводимых в кромках деталей, образу- кщих стык. Наводимая ЭДС на средних индикаторных катушках зависит от степени перекрытия кромкой стыка поперечного сечения катушки и от высоты расположения катушки над кром
кой.
При идентичности характери1......
индикаторных катушек справедлипы соотношения
е . 0,5 (el, + е):, е - 0,5 (е;- е).
(2 ) (3)
где е ц, ЭДС индикаторных катушек 4 и 5, соответствующие коорди- натам Xjкромок стыка относительно осей катушек при заданных Л и5, где 5 - смещение оси стьпса относительнтз середины базы &. Изменение h- дпЯ одной из катушек на величину дН приводит к неидентйчнрсти харак- теристнк индикаторных катушек и к на- рушению равенств (2) и (3), Простое вычитание ЭДС е,- ej и е е не обёспечйва ет выполнения (2) и (3) при ДЪ О, так как в этом случае характеристики средних катушек имеют различную чувствительность.
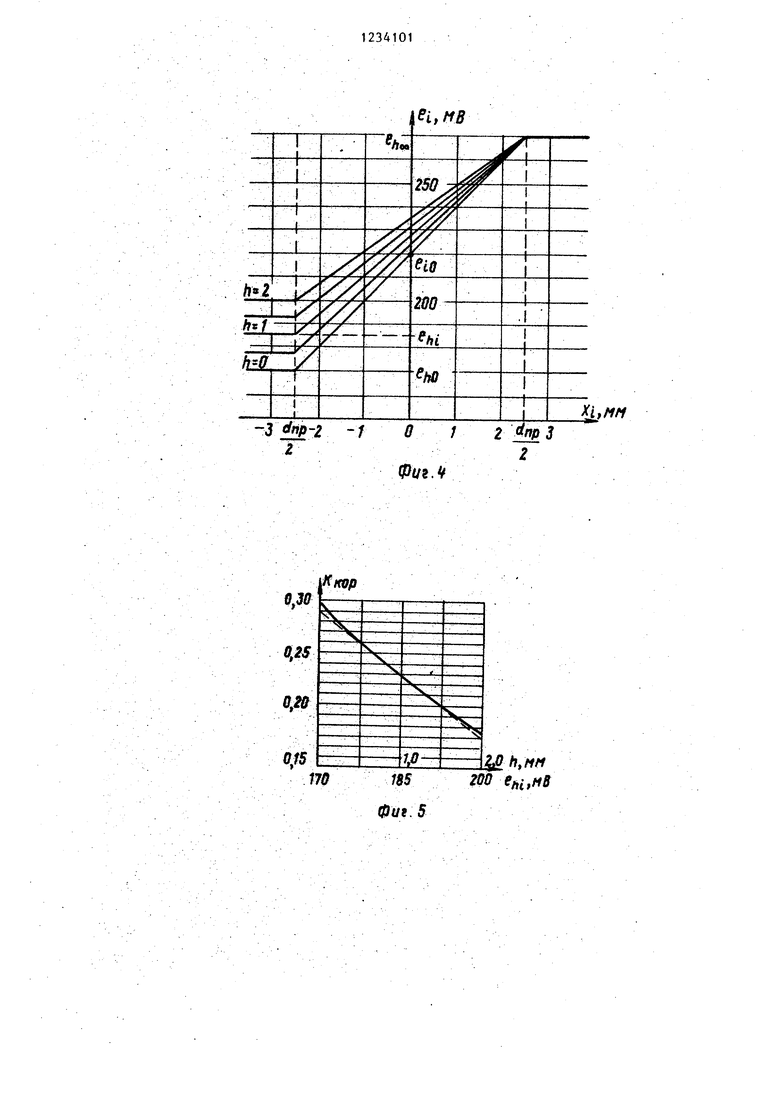
Статические характеристики индикаторных катушек 4 и 5 можно аппроксимировать ломаной линией (фиг.4), которая в пределах - Sac X. г. г
описывается уравнением
i
.
10
(4)
(5)
где S - чувствительность ЭДС средних индикаторных катушек к изменению поперечной координаты кромки стыка Х- ; е - ЭДС, наводимая на индикаторных катушках при Х 0.
Чув.ствительность определяется из выражения
S , nf
г Я huo ЭДС, катушки при h -оо; е,, - ЭДС катушки при h h и /2; 1„р - приведенный диаметр катушки, определяемый координатами X пересечения уровней ej и прямой е (Х-), угловой коэффициент которой равен Эе
К
dx
О
от е зависит сле-
-SK22l.Six , (6)
С учетом формул (1), (5) и (6) вы- раже1Ше (4) приводится к виду
:5..
S п
, К . . еьоо 2 i 2
т; м,
- е
(7)
40
или -в общем виде
е., , +Э bjX- + Ch, +D. ,
(8)
Для исследованного датчика найдены следующие параметры:
ец 270 МБ; е 170 мВ;
S 15 мВ/мм,
с учетом которьрс вьфажения (1) и (7) преобразуются к виду
ы
15 h, +170
(1)
е, (20-3 h,)Xj +7,5 h- -1-220,(7)
;Схема устройства, преобразующего сигналы е, и е , вьтолнена таким образом, что выражения (2) и (3) остаются справедливьми при изменении
h;.
Для этого необходимо скомпенсировать величину е; в выражении (4) ,
чтобы вьтолнилось условие е - О
X
О
е, -( )
при .. ,
SK «i -
где KHQP О - коэффицие
так как ,-, (в
При условии е О -(i- K)(15.h.- 170)
50 hj, . Т70
КОР
К ,
КОР
Зависимость К.РР (h j) для f 2 приведена в табл. 1 и изображена на фиг.5, где по оси ординат j отложены величины н , однозначно связанные между собой.
С погрешностью, указанной в табл.1, справедливы выражения
пор
кор (
или
0,29 - 0,06 h. е -S(e,. - е
. I
Ьо
(12 ) ) (13)25
ил«
К- „
0,29 - 0,004 (е. .-е. )(13)
Н( ло
, Компенсаиця величины е в предлагаемом датчике осуществляется блоком 39 смещения нуля (15 или 16). На первый вход блока смещения нуля поступает Сигнал е . , на второй - сигнал е а на третий - сигнал е
Ki
.который не зависит от h; , что обеспечивается изменением коэффициентов |К и при изменении h.Ce,.)i Значение величины е , входящей в формулы, определяется в начале процесса сварки путем установки воздушного трансформатора на CTiac h О и ЛЬ 0. Полученные при этом значения е запоминаются в запомииающем устройстве 14.
- Формирование коэффициента К„.;
Структура блока смещения нуля оп- 33 „ умножение на иего величины е проределяется выражением (13)
(9) с учетом
исходит в корректоре чувствительное-. ти (17 или 18), для чего на его в то- рой и третий входы подаются сигналы
+ 5
е
ц; ио(. Ь|
(9/)
нор Ц. ПОР -hi -ho
Из (9) следует, что в составе бло ка смещения нуля должшл быть два аналоговых перемножителя, фррмируюа1ие I
сигналы ei
hi
и ( «Кв. три аттенюатора с коэффициентами ослаб пення
С, S
и
ко of также сумматор- вычитатёль с тремя вычитающими и двумя суммирующими входами (фиг.За).
Зависимость е (f.) при разных hj имеет вид, изображенный на т.б.
Для достижения независимости е(Х.) от h. необходимо сигнал е
усилить в к
«Si
раз, причем выбрать
Ж
К51
Sit«J
, С01.|
где Зр - чувствительнасть индикаторной катушки при h Sj - то же, при h h| .
341018
Зависимость . от h приведена в
табл.2 и изображена на фиг.7. В общем случае К...: Fh +Gh,R т
KSi
(15)
10
и для характеристик (Г) и (7 ), полученных на основе экспериментальных данных, справедливы выражения
К
к 0,048 h
0,108 h + 1,02(16)
jк 10 (е
KSi
hi
- еь.Г
(16)
+ 0,012 (е. - ) +0,97, имеющие погрешность до-3% при h
0.
j,
20
25
(17)
39
Таким образом, при любом hj (в допускаемых пределах) в рассмат - риваемрм датчике сигнал i-й средней индикаторной катушки приводится к . сигналу
О ..o,)
(«кГ ецо)1,
.который не зависит от h; , что обеспечивается изменением коэффициентов |К и при изменении h.Ce,.)i Значение величины е , входящей в формулы, определяется в начале процесса сварки путем установки воздушного трансформатора на CTiac h О и ЛЬ 0. Полученные при этом значения е запоминаются в запомииающем устройстве 14.
исходит в корректоре чувствительное-. ти (17 или 18), для чего на его в то- рой и третий входы подаются сигналы
.ец. и е соответственно.
Для определения структуры коррек- . тора чувствительности уравнение (17) с учетом зависимости (1 б ) приводится
к виду
If (.- J
-ког - bt o
G Ki- ho ,.
(17)
Из (17) следует, что в состав корректора чувствительности входят вы- читатель, формирующий разность напряжений е.-е , аналоговый перемножитель, формирующий квадрат этой разности, три аттенюатора с коэффициентами ослабления FV G и R ,сумматор и аналоговый перемножитель, умно- жакиций напряжение е на величину, определяемую выражением в квадратных скобках, которая формируется на выходе сумматора (фиг.З б).
Сигналы .,
с выходов
корректоров чувствитёльноети поступают на входы суммйтора и вычитателя. На выходе сумматора формируется сигнал, пропорциональный ширине Л за- зора стыка в соответствии с выражениемej 0,5 ( + V (2 На выходе вычитателя формируется сигнал, пропорциональный смещению оси стыка относительно середины базы В в соответствии с вьфажением
S - Се to, - ,), (З ) Из трех сигналов ёц , e и g, на выходе.вычислителя высоты сварочной головки над стыком формируется сигнал е пропорциональный этой высоте, причем сигнал е форми- . руется в соответствии с фoI fyлoй
0,5 t( е,,)
+ (е.
- е,
И
т.е. Значение е определяется
среднее арифметическое разност ряжений.
0,5 ец 0,.5
-Кб
- е,
Из (18) следует, что в состав вычислителя высоты сварочной головки входят два аттенюатора, ослабляюв ие сигналы
в два раза, и сумматор-вы-
читатель, суммирующий сиг:иалы 0,5 ец 0,5 е
h«
И вычиташвяй сигнал е,
j. ) Ю
15
20
)
25
)
10110
Техническая эффективность предлагаемого датчика заключается в уменьшении погрешности измерения и в расширении технологических возможностей ,; датчика, так как он позволяет контролировать не только положение стыка, но ширину зазора и высоту расположения сварочного инструмента над стыком.
Конструкция датчика обладает ма- льми габаритами, высокой чувствительностью и помехозащищенностью, локальностью измерений, возможностью измерения параметров стыка любых токопро- водящих деталей, Скомпенсированностью погрешностей от изменения превышения кромок стыка и высоты электрода.
Таблица t
h, О 0,5 t,0 1,5 2,0
К 0,294 0,260 0,230 .0,201 0,175 ,% 1,4 -О 00,5 3,0
.«.М11ЖМ.«М..-..«.. «-.«.... . .
т а в л и ц. а 2 hj О 0,5 1,0 1,5 2,0
S20,018,5 17,0 15,5 «4,0
it,.t,01,081f,l76,2901,428
ЙК.,Х2,00, .
,%,3,0t,4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный датчик параметров стыка сварного соединения | 1987 |
|
SU1433676A1 |
| УСТРОЙСТВО ДЛЯ ТЕХНИЧЕСКОЙ ДИАГНОСТИКИ РЕЛЬСОВОГО ПУТИ | 1995 |
|
RU2066646C1 |
| Электромагнитный датчик положения свариваемого стыка | 1987 |
|
SU1488150A1 |
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| Устройство для отыскания места однофазного замыкания на землю | 1990 |
|
SU1764005A1 |
| Устройство для преобразования движения головы человека в электрический сигнал | 1986 |
|
SU1560091A1 |
| Электромагнитный датчик для слежения за свариваемым стыком | 1974 |
|
SU556910A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1980 |
|
SU899295A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1983 |
|
SU1166941A1 |
| Адаптивный корректор многоканального сигнала с ортогональными составляющими | 1990 |
|
SU1807571A1 |

0t/e.2
3 ShO
rfn3 I et,s
J7
eft -4
4/f.J
-J -/ 01 2 PJ 22
Фиг.If
Ккор
т 185 гоо ettut B
Фиг 5
Редактор М.Бандура
Составитель В.Ткаченко
Техред О.Сопко Корректор А.Ференц
Заказ 2934/14: Тираж 1001 °;™ °
ВНШШИ Государственного комитета
по делам изобретений и открытий 113035, Москва,Ж-35, Раушская наб., д. 4/5
-.f и| - U-TI-..-.
Пройзводственн подаграфическое предприятие, г. Ужгород,ул.Проектная,
кгМ8
ue.S
фиг. 7
| Устройство для определения места положения стыка изделий | 1979 |
|
SU867550A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Датчик положения стыка кромок свариваемых деталей | 1980 |
|
SU872097A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1980 |
|
SU899295A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
