Изобретение касается обработки металлов давлеиием и относится к способам изготовления многослойных панелей.
Цель изобретения - повышения качества путем устранения коробления при изготовлении панелей сложной формы.
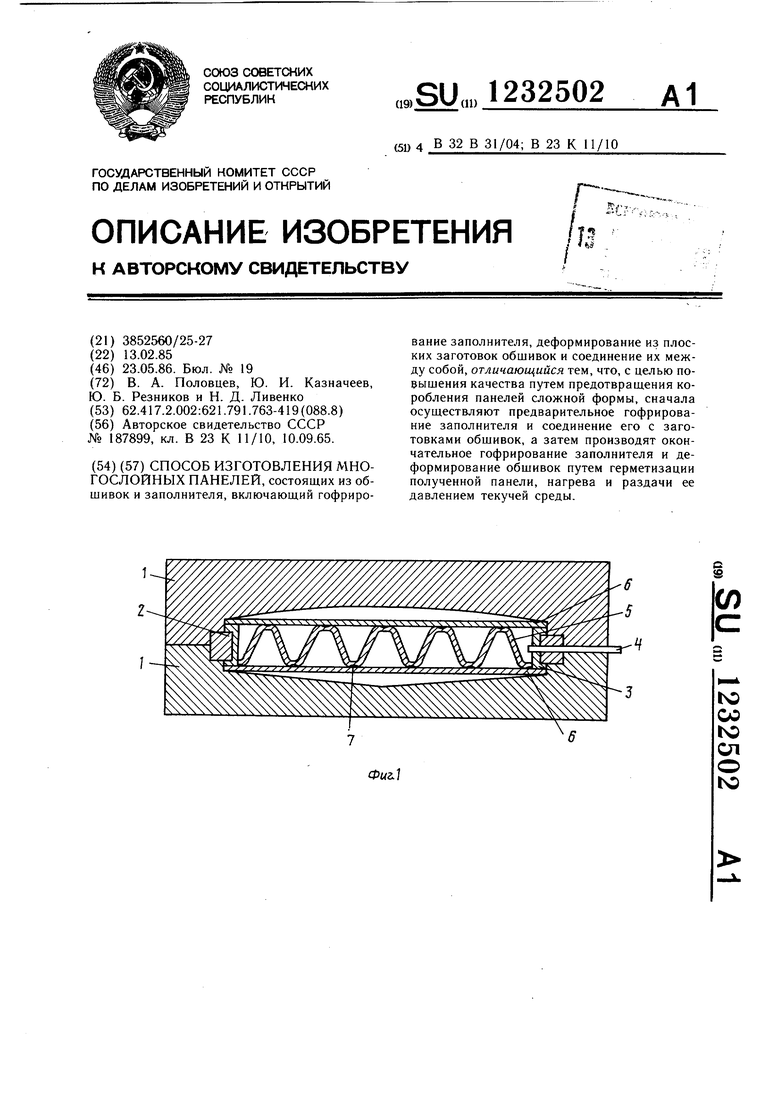
На фиг. 1 изображен штамп с исходиой панелью; на фиг. 2 - то же, с панелью после ее раздачи; на фиг. 3 - готовая панель, обший вид.
Способ может быть реализован в штампе, содержашем верхнюю и нижнюю гравюры 1, вкладыш 2, крепежные элементы 3 и трубопровод 4.
Способ осушествляется следующим образом.
Из листовой заготовки (не показана) предварительно гофрируют заполнитель 5, помещают его между заготовками обшивок 6 и соединяют с ними, например, контактной электросваркой в местах 7, т.е. в вершинах гофров заполнителя 5.
Затем по контуру полученной панели устанавливают крепежные элементы 3 и герметизируют ее путем приварки крепежных элементов 3 аргонодуговой сваркой к заготовкам обшивок 6 по контуру панели. После этого по торцам панели устанавливают вкладыш 2, помещают ее в штамп, нагревают и через трубопровод 4 подают под давлеиием рабочую текучую среду, например газ, вовнутрь панели для ее раздачи. Во время раздачи обшивки 6 принимают форму гравюр 1 штампа, а гофры заполнителя 5 расправляются и вытягиваются, увеличивая свою высоту; По окончании раздачи сбрасывают давление газа, и .готовую панель 8 извлекают из штампа.
Пример. Изготавливают панель трехслойную, гофрового типа из алюминиевого сплава
АМг-6 с толщиной общивок 5-0,8 мм и заполнителя 6-0,5 мм.
Сначала листовую заготовку заполнителя 5 гофрируют, помещают между общив- ками б и соединяют с ними контактной электросваркой в местах 7. Затем по контуру панели устанавливают крепежные элементы 3 и герметизируют ее, приваривая крепежные элементы аргонодуговой сваркой к обшивкам б по коитуру панели. После этого по торцам панели устанавливают вкладыш 2, помещают ее в штамп, нагревают до 450°С и через трубопровод 4 подают газ под давлением 20 атм вовнутрь панели для ее раздачи: Во время раздачи обшивки б принимают форму гравюр 1 штампа, а гофры заполнителя 5 расправляются и вытягиваются. По окончании раздачи давление газа из панели стравливают и готовую панель 8 извлекают из штампа.
При использовании изобретения повышается качество панелей благодаря устранению коробления и ликвидации остаточных напряжений в местах сварки за счет изоста- тической раздачи панелей в. штампе, расширяются технологические возможности способа благодаря изготовлению панелей сложной формы и в более широком диапазоне по высоте, так как отпадает необходимость применять токопроводящие прокладки на этапе окончательного формообразования панели сложной формы, а также потому, что высота панели определяется набором заполнителя. Предлагаемый способ позволяет получать ячеистые многослойные панели сложной формы из алюминиевых сплавов, так как нет необходимости применять диффузионную сварку, процесс получения которой из-за наличия прочной окисной пленки чрезвычайно трудоемок.
Фиг.З
Составитель В. Муслимов
Редактор О. ЮрковецкаяТехред И, ВересКорректор М. Самборская
Заказ 2502/18Тираж 429Подписиое
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4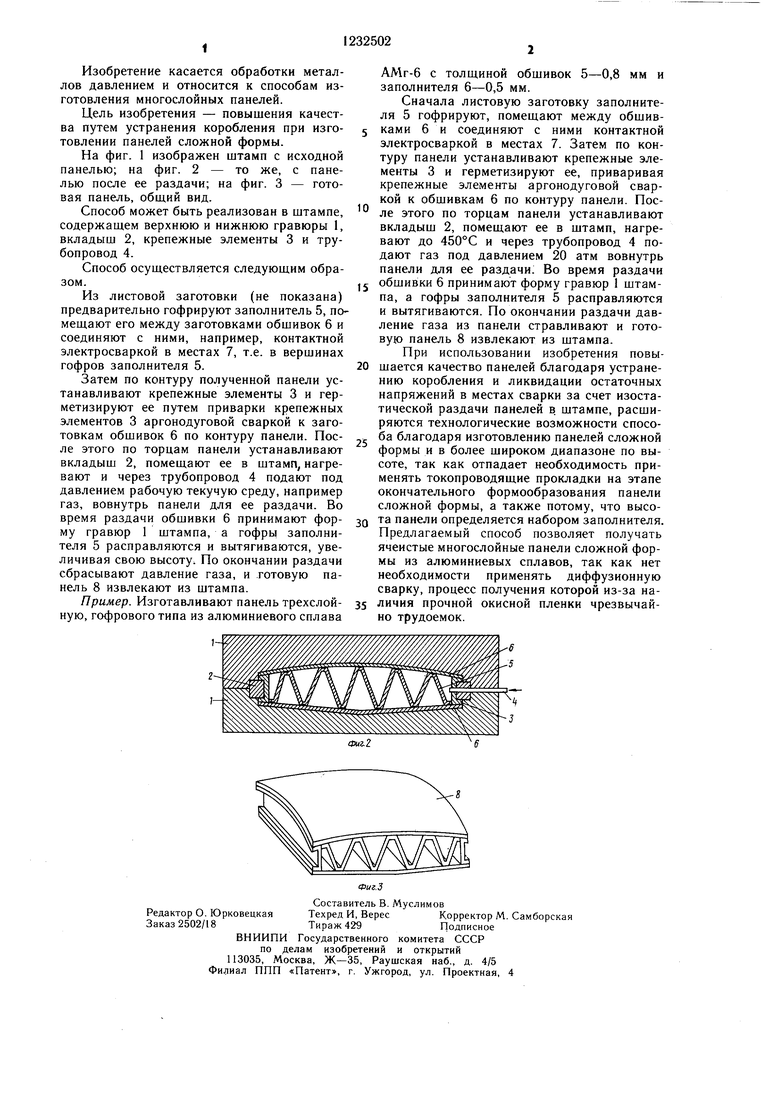
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных панелей | 1985 |
|
SU1269953A1 |
| Способ изготовления диффузионной сваркой многослойных цилиндрических панелей | 1986 |
|
SU1407730A1 |
| Способ изготовления диффузионной сваркой многослойных цилиндрических деталей | 1986 |
|
SU1360938A1 |
| Защитный слой | 1984 |
|
SU1237353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1979 |
|
SU825294A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |
| Способ изготовления диффузионной сваркой многослойных цилиндрических деталей | 1986 |
|
SU1360939A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2004 |
|
RU2292977C2 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| Способ изготовления многослойных панелей диффузионной сваркой | 1980 |
|
SU1165546A1 |
| 0 |
|
SU187899A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
