Изобретение относится к технологии изготовления многослойных панелей диффузионной сваркой и может быть использовано в авиационной промышленности.
Известен способ изготовления многослойных панелей с сотовым заполнителем, при котором проводят сложную подготовку соединяемых поверхностей, а сварку осуществляют при температуре ниже температуры превращения 1.
Недостатком способа является многооперационность технологического процесса изготовления панелей.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления диффузионной сваркой многослойных панелей листовых заготовок, при котором на участки, не подлежащие сварке, наносят противосварочное покрытие, собранный пакет размещают в формообразующем щтампе, нагревают и сваривают под давлением газа с последующим формообразованием путем подачи газа между листовыми заготовками 2
Недостатком способа является необходимость герметизации рабочей полости штампа для создания в ней давления газа, необходимого для диффузионной сварки. Поскольку материалом для матриц штампа служит специальная керамика или жаропрочные бетоны, то необходимость герметизации штампа обусловливает сложность изготовления и высокую стоимость штамповой оснастки, которая в свою очередь приводит к большим затратам по изготовлению многослойных панелей.
Цель изобретения - снижение стоимости путем упрощения оснастки.
Поставленная цель достигается тем, что согласно способу изготовления многослойных панелей диффузионной сваркой листовых заготовок, при котором на участки, не подлежащие сварке, наносят противосварочное покрытие, собранный пакет размещают в формообразующем щтампе, нагревают и сваривают под давлением газа с последующим формообразованием путем подачи газа между листовыми заготовками, на верхнюю заготовку устанавливают дополнительный лист, а при сварке газ подают между верхней заготовкой и дополнительным листом.
С целью получения панелей с двухслойной обшивкой создают давление газа в процессе формообразования, обеспечивающее соединение верхней заготовки с дополнительным листом.
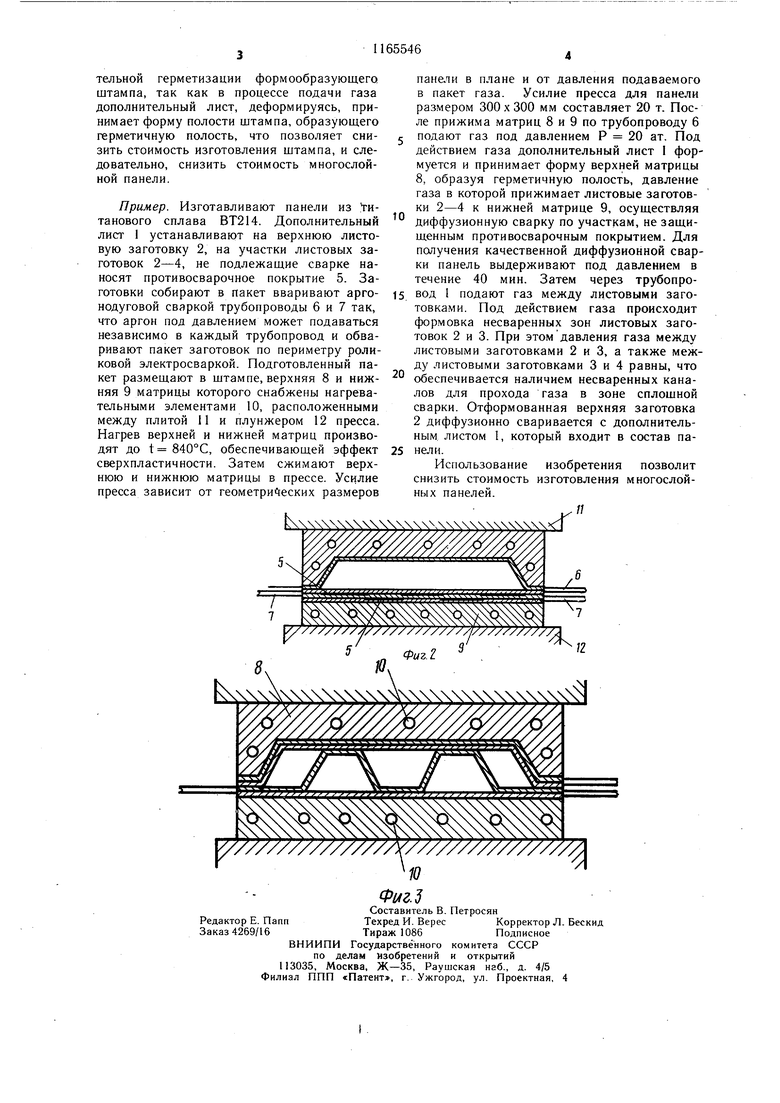
На фиг. 1 показан формообразующий штамп в сборе с пакетом панели; на фиг. 2 схематически изображено формование дополнительного листа при подаче газа под давлением между ним и верхней заготовкой с одновременной сваркой листовых заготовок в пакете по зонам, не защищенным противосварочным покрытием; на фиг. 3 - формование панели посредством подачи газа между заготовками с одновременной сваркой дополнительного листа с верхней заготовкой.
Способ осуществляют следующим образом.
Дополнительный лист 1 (фиг. 1) устанавливают на верхнюю листовую заготовку 2, на участки листовых заготовок 2-4, не подлежащие сварке, наносят противосварочное покрытие 5 (фиг. 2). Собранный пакет обваривают по периметру роликовой электросваркой.
В пакет вваривают аргонодуговой сваркой трубопроводы 6 и 7 (фиг. 2) таким об5разом что аргон под давлением может подаваться независимо по трубопроводу 6 или 7. Подготовленный к сварке пакет размещают в формообразующем штампе, состоящем из верхней 8 и нижней 9 матриц (фиг. 2
0 и 3). Верхняя и нижняя матрицы снабжены нагревательными элементами 10 (фиг. 3) и расположены между плитой 11 и плунжером 12 пресса (фиг. 2). Производят нагрев верхней и нижней матриц до температуры, обеспечивающей эффект сверхпластичности
5 (для титанового сплава ВТ214 t 840°С), и приводят в действие пресс, между плитой 11 и плунжером. 12 которого сжимают верхнюю и нижнюю матрицы. (Усилие пресса зависит от геометрических размеров па0нели в плане и от давления подаваемого в пакет газа, максимальное давление до 20 ат). После сжатия матриц 8 и 9 подают газ под давлением до 20 ат по трубопроводу 6. Под действием газа дополнительный лист 1 формируется, принимая форму верхней
5 матрицы 8, образует герметичную полость, давление газа в которой прижимает листовые заготовки 2-4 к нижней матрице 9, осуществляя соединение на участках, не защищенных противосварочным покрытием 5.
0 После выдержки, необходимой для качественной диффузионной сварки (до 40 мин) производят подачу газа через трубопровод 7 между листовыми заготовками 2-4. Под действием газа происходит формообразование несваренных зон листовых заготовок 2 и 3.
5 Отформованная верхняя 2 заготовка диффузионно сваривается с дополнительным листом 1, который входит в состав панели.
Форма панели определяется формой верхней и нижней матриц и характером свариваемых зон листовых заготовок. Панели
0 могут состоять из трех, четырех и более листов. Имеется возможность изготовления панелей, симметричных относительно трех плоскостей, для чего необходимо верхнюю и нижнюю матрицы изготавливать одинако5выми.
Благодаря использованию дополнительного листа отпадает необходимость в тща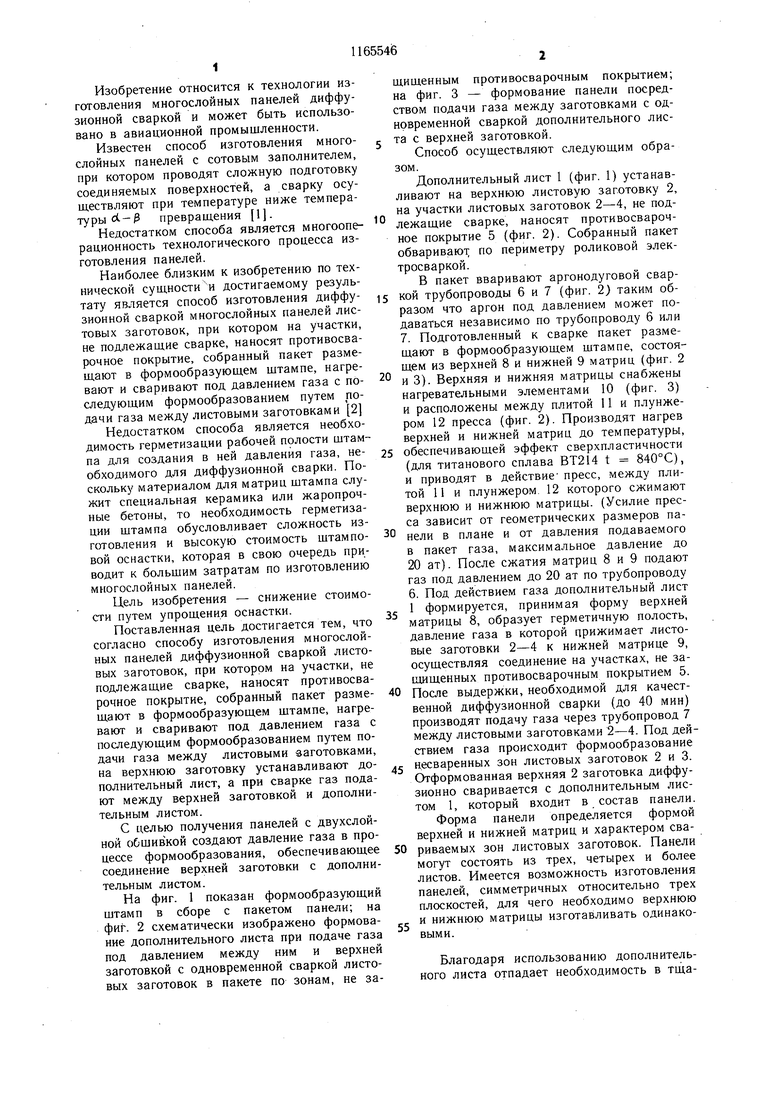
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления диффузионной сваркой многослойных цилиндрических панелей | 1986 |
|
SU1407730A1 |
| Защитный слой | 1984 |
|
SU1237353A1 |
| Способ изготовления многослойных панелей диффузионной сваркой | 1983 |
|
SU1109293A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2025236C1 |
| Установка для изготовления многослойных листовых панелей | 1989 |
|
SU1722750A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 1986 |
|
RU1378202C |
| Способ изготовления многослойных панелей | 1985 |
|
SU1269953A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2050239C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННОЙ СВАРКОЙ | 2008 |
|
RU2397054C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2555260C2 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ ДИФФУЗИОННОЙ СВАРКОЙ листовых заготовок при котором на участки, не подлежащие сварке, наносят противосварочное покрытие, собранный пакет размещают в формообразующем щтампе, нагревают и сваривают под давлением газа с последующим формообразованием путем подачи газа между листовыми заготовками, отличающийся тем, что, с целью снижения стоимости процесса путем упрощения оснастки, на верхнюю заготовку устанавливают дополнительный лист, а при сварке газ подают между верхней заготовкой и дополнительным листом. 2. Способ по п. 1, отличающийся тем, что, с целью получения панелей с двухслойной обшивкой, создают давление газа в процессе формообразования, обеспечивающее соединение верхней заготовки с дополнительным листом. (Л CZ 05 ел ел 4 05
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3497945, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3927817, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
