Изобретение относится к-производству спичек и предназначено для пердачи коробок от коробкосборочных машин к коробконабивочным.
Цель изобретения - повьшение производительности оборудования за счет увеличения автономности работы сос- тавлянлцих узлов.
На чертеже изображена схема предлагаемой линии изготовления спичек.
Линия состоит из коробкосборочной машины 1, транспортера 2 подачи коробок, узлов 3 выдачи коробок в набивочные машины и набивочных машин 4. Перед набивочными машинами 4 установлено накопительно-распределительное устройство, которое вьтолне- но в виде ленточного транспортера 5 с перегружателями 6 и 7 коробок. Узлы 3 вьщачи коробок, вьшолнены в виде поворотных заслонок,.а набивочные машины 4 снабжены питающе-ориентиру- кщими узлами 8 с наклонно расположен- ньв4И ориентирукнцими лотками и бункерами 9.
Линия работает следующим образом.
Собранные спичечные коробки ссыпаются со отола выдачи коробкосборочРедактор Г.Волкова
Составитель А.Бычков
Техред М.Ходанич Корректор А.Тяско
Заказ 2735/26 . Тираж 343 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,, г. Ужгород, ул. Проектная, 4
НОЙ машины 1 на наклонный загружающий транспортер 2 и передаются на верхнюю ветвь ленточного транспортера 5. Оттуда коробки с помощью поворотных заслонок 3, связанных с приводом, по мере надобности ссыпаются в приемнью бункеры 9 питающе-ориентиру- ющих узлов 8, в которых происходит распределение коробок по каналам и ориентация их в горизонтальное положение доньш1ком вниз с помощью наклонно смонтированных лотков.Сориентированные коробки подаются в набивочные машины 4.
Коробки, поданные на верхнюю ветвь транспортера 5 и не снятые с нее поворотными заслонками 3, с помощью перегружателя коробок 6 пересыпаются на нижнюю ветвь транспортера 5, а затем возвращаются на верхнюю ветвь с помощью перегружателя 7.
В накопительно-распределительном узле создается и поддерживается в процессе работы буферный запас коробок на случай временной остановки или снижения производительности коробкосборочной машины.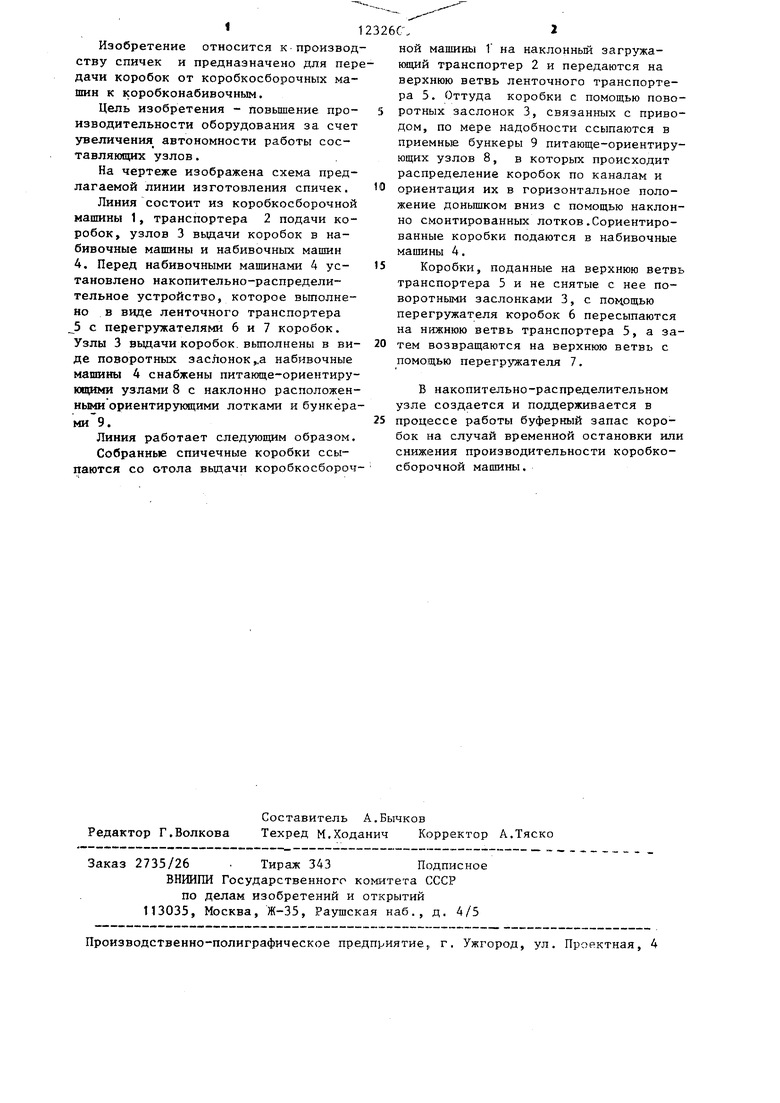
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления спичек | 1986 |
|
SU1368306A1 |
| Линия для укладки спичек | 1987 |
|
SU1413100A1 |
| Поточная линия для переработки алюминиевых шлаков | 2023 |
|
RU2805087C1 |
| Поточная линия для переработки алюминиевых шлаков | 2017 |
|
RU2660432C1 |
| Устройство для загрузки шахтной печи | 1986 |
|
SU1498395A3 |
| НАКОПИТЕЛЬ СПИЧЕЧНЫХ КОРОБОК | 1965 |
|
SU170359A1 |
| Роботизированная станция приготовления смесей для кормления животных | 2023 |
|
RU2818415C1 |
| Поточная линия для переработки алюминиевых шлаков | 2023 |
|
RU2821798C1 |
| ЗЕРНОХРАНИЛИЩЕ | 1997 |
|
RU2116418C1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |

| Звягин Б.Н | |||
| и Полухин Ю.Ф | |||
| Технология спичечного производства.М.: Лесная промышленность, 1976, с | |||
| Крутильный аппарат | 1922 |
|
SU234A1 |
| Звягин Б.Н | |||
| и Полухин Ю.Ф | |||
| Оборудование спичечного производства | |||
| - М.: Лесная промышленность, 1977, с.235-236. | |||
