Известны станки для вытяжки из увлажненной ткани шляпных колпаков с полями, выполненные в виде стола с установленной на нем металйнческой матрицей с электрообогревом и смонтированного над ней посредством кронштейнов, перемещаемого приводом в вертикальном направлении штока, который несет металлический пуансон с электрообогревом и подпружиненный прижим полей колпака шляпы.
Описываемый станок по сравнению с известными позволяет автоматизировать выдержку прессования с обогревом увлажненного электролитом колпака до его высыхания и последующий подъем штока с пуансоном и прижимом. Для этого матрица и пуансон изолированы один от другого и включены в цепь питания реле, которое осуществляет после высыхания колпака выключение посредством магнитного пускателя электрообогрева матрицы с пуансоном и переключение привода штока на его подъем. В качестве привода штока применен гидропривод в виде неподвижного цилиндра, поршень которого соединен со штоком, и подпружиненный золотник для переключения подачн рабочей жидкости в цилиндр; для перемещения золотника при включении прессования применен электропривод, включаемый реле через магнитный пускатель.
С.целью удержания краев полей колпака на матрице, на столе поворотно установлены два створчатых зажима с ручками для их перемещения, а для раздвигания матрицы при вынимании отформованного коллака ее части соединены посредством направляемых блоками тросов с педалью.
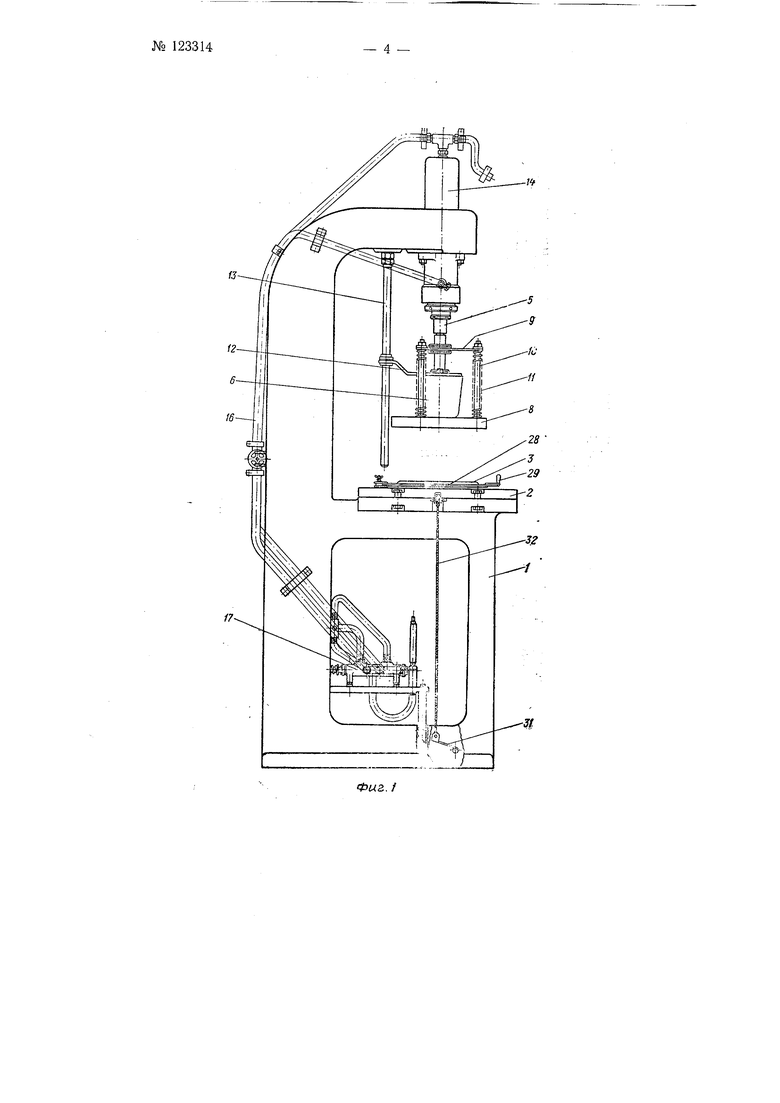
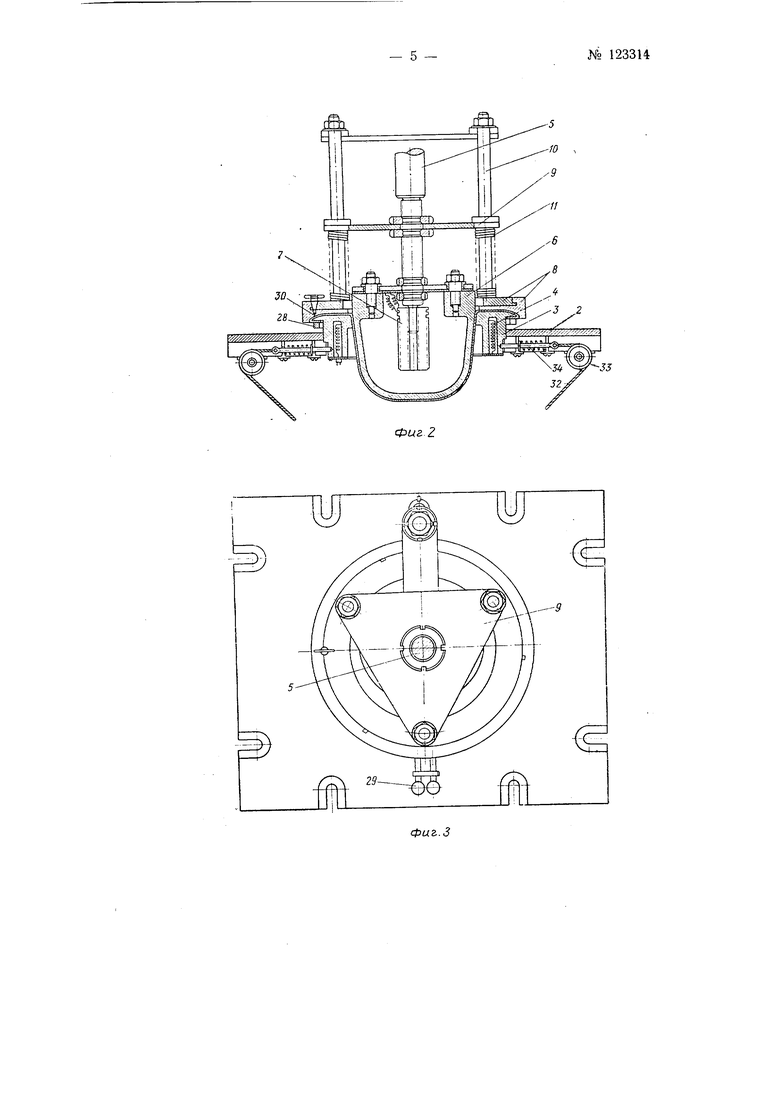
На фиг. 1 изображен станок, вид сбоку; на фиг. 2 - пуансон с мат№ 123314- 2 -
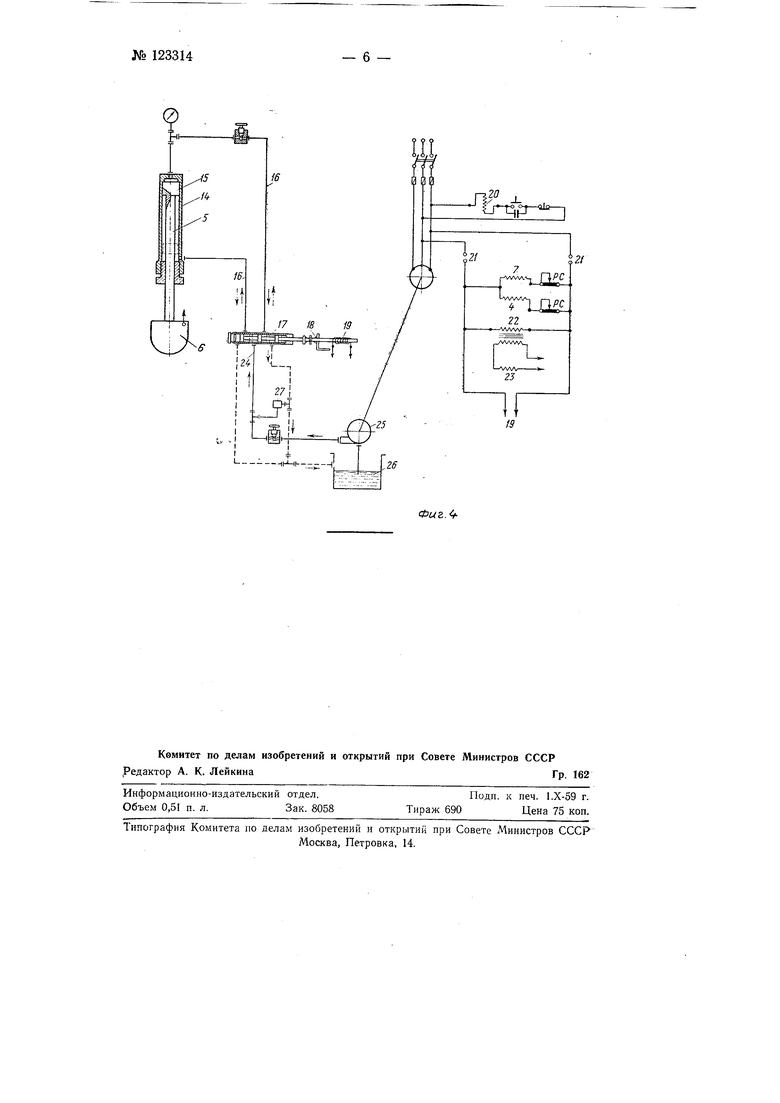
рицей в разрезе; на фиг. 3 - пуансон и матрица, вид сверху; на фиг. 4- электрическая и гидравлическая схема станка.
На стаНИне,/ укреплен стол 2, на котором монтирована металлическая матрица 3; внутри матрицы помещен электронагревательный элемент. Над матрицей соосно с ней монтирован шток 5, который несет металлический пуацсон 6 с помещенным внутри него электронагревательным элементом 7, и прижим 8. Шток 5 соединен с прижимом 8 посредством закрепленной на штоке траверсы 9, скользящей в направляющих 10, и пружин //. К пуансону 6 прикреплен кронштейн 12, который скользит по направляющей 18. Шток 5 с пуансоном 6 и прижимом 8 перемещается в вертикальном положении при помошч гидропривода, в который входит неподвижный цилипдр 14, поршень 15 которого жестко скреплен со штоком 5. Верхняя и нижняя полости цилиндра соединены маслопроводами 16 с золотником 17. Шток золотника снабжен пружиной 18 и электромагнитом 19, который включается посредством магнитного пускателя 20. Последний замыкает контакты 21, и ток подается к электромагпиту 19 электронагревательным элементом и 7 матрицы и пуансопа и трансформатору 22, питающему промежуточное реле 23, которое соединено с изОоТированными друг от друга пзансоном 6 и матрицей 3. Золотник 17 соединен также маслопроводами 24 с насосом 25 и сливным баком 26 через обратный клапан 27. На столе 2 установлены два поворотных створчатых зажима 28 с ручками 29 для зажима краев полей колпака 30 на матрице 3. Для вынимания отформованного колпака матрица 3 выполнена раздвижной. Раздвигание матрицы производится при помощи педали 31, соединенной тросами 32, перекинутыми через блоки 33, и подпружиненными шпильками 34 с частями матрицы.
Станок работает следующим образом. Пуансон 6 находится в исходном, верхнем, положении. Включают насос 25, который перекачивает масло из сливного бака 26 обратно в бак через клапан 27.
Пуск гидравлического привода осуществляется нажатием кнопки магнитного пускателя 20. При этом замыкаются контакты 21, и ток подается электронагревательным элементам 7 и 4 пуансона и матрицы и одновременно электромагниту 19. Последний притягивает шток золотника 17, который переключает поток масла от насоса 25 в верхнюю полость цилиндра 14. Поршень со штоком 5 и пуансоном 6 начинает опускаться вниз на матрицу 3, на которой была предварительно уложена и укреплена зажимами 29 заготовка из ткани для будущего колпака. В это время масло из нижней полости цилиндра 14 поступает через золотник 17 в сливной бак 26. Заготовка предварительно пропитывается электролитом, проводящим электрический ток. Пуансон 6, опускаясь на матрицу, прижимает заготовку к матрице подпружиненным прижимом 8, формуя поле щляпного колпака, а затем, продолжая движение вниз, формует .самый колпак. Нагретые пуансон и матрица высушивают колпак. В это время масло из насоса 25 перекачивается в сливной бак 26. При высыхании колпака разрывается цепь питания промежуточного реле 23, которое обесточивает катушку магнитного пускателя 20; контакты 21 размыкаются, и подача тока электронагревательным элементам 7 и 4 и электромагниту 19 прекращается. Под действием пружины 18 шток золотника 17 возвращается в исходное положение, и поток масла начинает поступать от насоса 25 через золотник 17 в нижнюю полость цилиндра 14, вытекая из верхней полости в бак 26. Поршень 15 со штоком 5, пуансоном 6 и прижимом 8 поднимаются вверх. Затем освобождают колпак от зажимов 28; нажимая на педаль 31, раздвигают обе половины матрицы 3 и вынимают готовый колпак 30.
Предмет изобретения
1.Станок для вытяжки из увлажненной ткани шляпных колпаков с полями, выполненный в виде стола с установленной на нем металлической матрицей с электрообогревом и смонтированного над ней посредством кронштейнов перемещаемого приводом в вертикальном направлении штока .несущего металлический пуансон с электрообогревом и подпружиненный прижим полей колпака шляпы, отличающийся тем, что, с целью автоматизации выдержки прессования с обогревом увлажненного электролитом колпака до его высыхания и последующего подъема штока с пуансоном и прижимом, матрица и пуансон изолированы друг от друга и включены в цепь питания реле, осуществляющего после высыхания колпака включение посредством магнитного пускателя электрообогрева матрицы с пуансоном и переключение привода щтока на его подъем.
2.Форма выполнения станка по п. 1, отличающаяся тем, что в качестве привода щтока применен гидропривод в виде неподвижного цилиндра, порщень которого соединен со щтоком, подпружиненный золотник для переключения подачи рабочей жидкости в цилиндр и электропривод для перемещения золотника при включении прессования, включаемый реле через магнитный пускатель.
3.Форма выполнения станка по пп. 1и2, отличающаяся тем, что, с целью удержания краев полей колпака на матрице, на столе поворотно, установлены два створчатых зажима с ручками для их перемещения.
4.Форма выполнения станка по пп. 1, 2 и 3, отличающаяся тем, что, с целью раздвигания матрицы при вынимании отформованного колпака, ее части посредством направляемых блоками тросов соединены с педалью.
17
7
37
i6
5
.ft -5
IB.
;t
/7 18
:-iH-n---|i
wv Qf
22