Изобретение относится к гидромашиностроению и может быть использовано при изготовлении рабочих колес радиально-осевых гидромашин.
Цель изобретения - снижение стоимости и трудоемкости изготовления при сохранении кавитационной стойкости, а также повышение прочности.
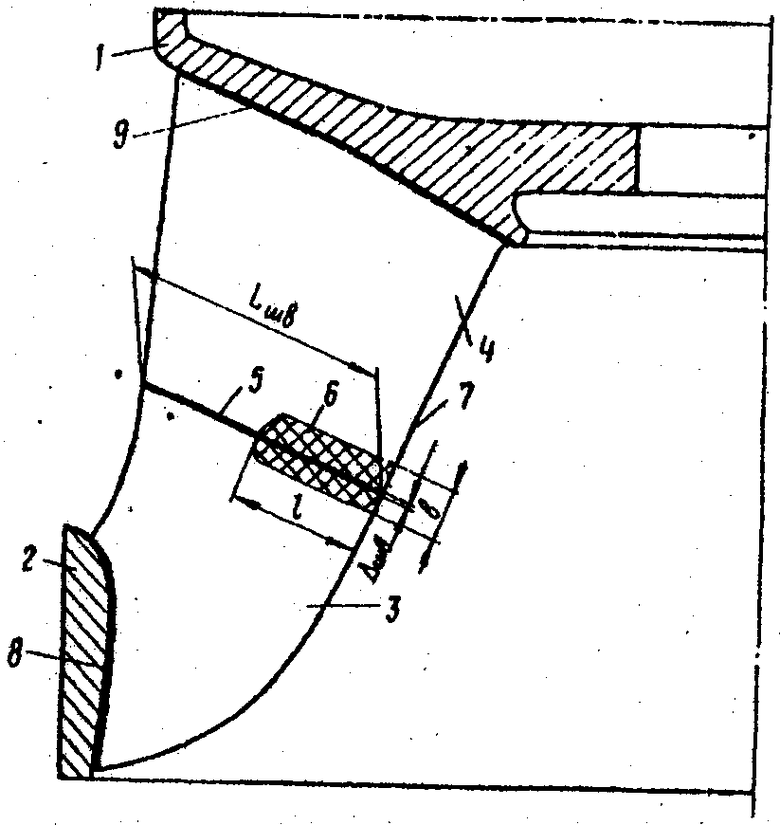
На чертеже изображено рабочее колесо радиально-осевой гидромашины, меридиальный разрез.
Рабочее колесо содержит ступицу 1, выполненный из легированной стали обод 2 и приваренные к ним лопасти. Каждая лопасть выполнена составной из двух сваренных между собой частей 3 и 4, причем часть 3 лопасти со стороны обода 2 выполнена из легированной стали, а другая часть 4 и ступица 1 - из углеродистой или низколегированной стали.
Каждая лопасть может иметь в зоне сварного шва 5 участки 6 поверхностно пластического упрочнения, расположенные на ее рабочей и тыльной поверхностях со стороны выходной кромки 7 и имеющие длину l и ширину b, составляющие 0,1-0,4 и 1-3 от длины Lшв и ширины Δшв сварного шва 5.
Рабочее колесо имеет также сварные швы 8 и 9 между лопастями и соответственно ободом 1 и ступицей 2.
Рабочее колесо изготавливают следующим образом. Каждую лопасть выполняют составной из двух частей 3 и 4, которые сваривают между собой до приварки лопасти к ступице 1 и ободу 2.
Поскольку сварной шов 5 между частями 3 и 4 лопасти, выполненными соответственно из легированной и углеродистой или низколегированной стали, находится в области низких эксплуатационных напряжений, то его разнородность не приводит к снижению прочности рабочего колеса. В местах действия максимальных эксплуатационных напряжений расположены однородные сварные швы 8 и 9, прочность которых является достаточной.
Так как кавитация большей частью развивается на ободе 2 и на части 3 лопасти, то выполнение ступицы 1 и части 4 лопасти из углеродистой или низколегированной стали не снижает кавитационной стойкости рабочего колеса.
Использование изобретения позволяет снизить стоимость и трудоемкость изготовления рабочего колеса радиально-осевой гидромашины за счет уменьшения расхода легированной стали. (56) Броновский Г. А. и др. Технология гидротурбостроения. Л. : Машиностроение, 1978, с. 70-73.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО РАБОЧЕГО КОЛЕСА РАДИАЛЬНО-ОСЕВОЙ ГИДРОМАШИНЫ | 1989 |
|
SU1708035A1 |
| Способ изготовления сварного рабочего колеса радиально-осевой гидромашины | 1988 |
|
SU1685662A1 |
| Способ изготовления сварного рабочего колеса радиально-осевой гидромашины с плакированными лопастями | 1988 |
|
SU1634811A1 |
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ НА РАБОЧЕЕ КОЛЕСО РАДИАЛЬНО-ОСЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2174559C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ ВЫСОКОПРОЧНОЙ ТОНКОСТЕННОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2013 |
|
RU2549809C1 |
| Способ изготовления сварного рабочего колеса радиальноосевой гидромашины | 1980 |
|
SU909272A1 |
| Способ изготовления зубчатых колес | 1979 |
|
SU863258A1 |
РАБОЧЕЕ КОЛЕСО РАДИАЛЬНО-ОСЕВОЙ ГИДРОМАШИНЫ, содержащее ступицу, выполненный из легированной стали обод и приваренные к ним лопасти, отличающееся тем, что, с целью снижения стоимости и трудоемкости изготовления при сохранении кавитационной стойкости, каждая лопасть выполнена составной из двух сваренных между собой частей, причем часть лопасти со стороны обода выполнена из легированной стали, а другая часть и ступица - из углеродистой или низколегированной стали.
