Изобретение относится к технологической оснастке для листовой Штамповки, в частности к штампам совмещенного действиядля получения деталей из листового материала, и
может быть использовано в различных отраслях машиностроения и приборостроения путем вырубки и зачистки,. - .
Известно устройство для двукратной зачистки и калибровки Наружной поверхности деталей, вырубленных из листового материала, содержащее соосно установленные матрицы для зачистки и калибровки, втулки и обой мы, ограничиваюк(ие расстояние между матрицами для зачистки и матрицей для калибровки и имеющие пазы для удаления стружки, образующейся при зачистке LI J.
Недостатком данного устройства
является то, что оно йе позволяет производить вырубку деталей, имеющиеся S нем средства калибровки наружной поверхности не позволяют обрабатывать и упрочнять отдельные участки поверхности деталей, а расположение матрицы для зачистки перед матрицей для калибровки по ходу перемещения пуансона или толкателя не обеспечивает дробления кольцевой стружки перед зачисткой, что отрицательно 8лияет на стойкость инструмента для зачистки.
Известно таюке устройство для накатывания отдельных участков, например шпицев, на на1ружной поверхности обрабатываемых деталей, обуславливающее упрочнение деталей не по всей поверхности, а лишь на этих участках. Известное устройство содержит ролики для накатывания, заключешзые в корпус, и толкатель, обеспечивающий проталкивание обрабатываемой детали через рабочее отверстие устройства и накатывание шпицев. Форма рабочей поверхности каждого ролика соответствует форме обрабатьшаемого им участка детали 2.
Недостатком указанного устройства является отсутствие .средств, обеспечивающих возможность обработки на нем деталей из листового материала, их вырубки и зачистки.
Наиболее близким к изобретению является штамп совмещенного действия для получения деталей из листового материала, содержащий связанные
подвижной плитой пуансон и приим, снабженньй упругим элементом, установленные на неподвижной плите атрицы для вырубки и зачистки средства фиксации вырубленной етали ГЗ.
Недостатком известного штампа являются ограниченные технологиеские.возможности использования, заклют ающиеся в том, что он не позволяет упрочнять лишь отдельные участки поверхности получаемых деталей и требует значительных усилий для осуществления зачистки, следствием чего является, невысокая стойкость инструмента для зачистки«
Цель изобретения - расширение технологических возможностей путем упрочнения участков поверхности получаемых деталей э снилсения усилий зачистки и повьш1ения стойкости инструмента для зачистки.
Поставленная цель достигается тем, что штамп совмещенного действия для получения деталей из листового материала, содержатели связанные с подвижной плитой пуансон и прижим, снабженньш упругим элементом и установленные на неподвилсной плите матрицы для вырубки и зачистки и средства фиксации вырубленной детали,- снабжен профилированными роликами для накатьшания продольных участков поверхности вьфубленной детали и несущей их обоймой, размещенной между матрицами для вырубки и зачистки, соосно с ними.
Штамп снабжен также корпусом в виде стакана, опирающегося дном с отверстием на неподвижную плиту и обхватывающего матрицы для вырубки и зачистки и обойму.
Каждый ролик вьшолнен с двумя цапфами, а обойма выполнена с гнездами и снабжена установленными в них опорными втулками для размещения цапф.
Матрицы для зачистки вьшолнены с центральной частью в виде втулки и опорными ребрами.на периферии.
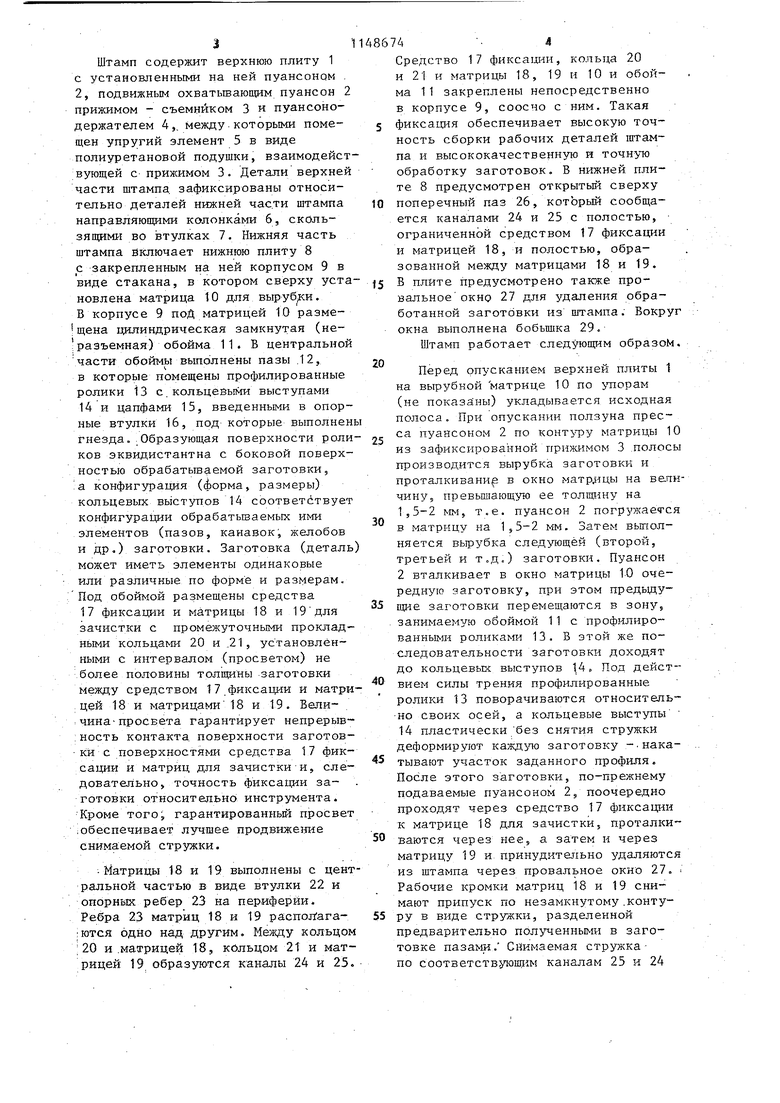
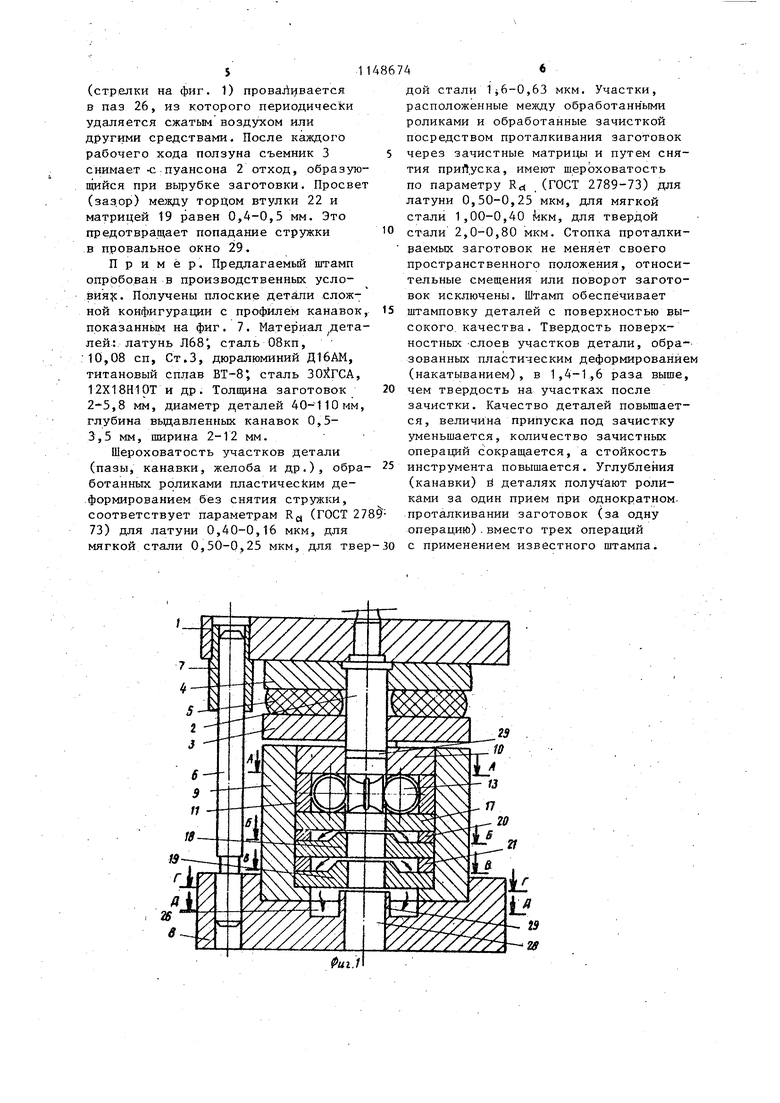
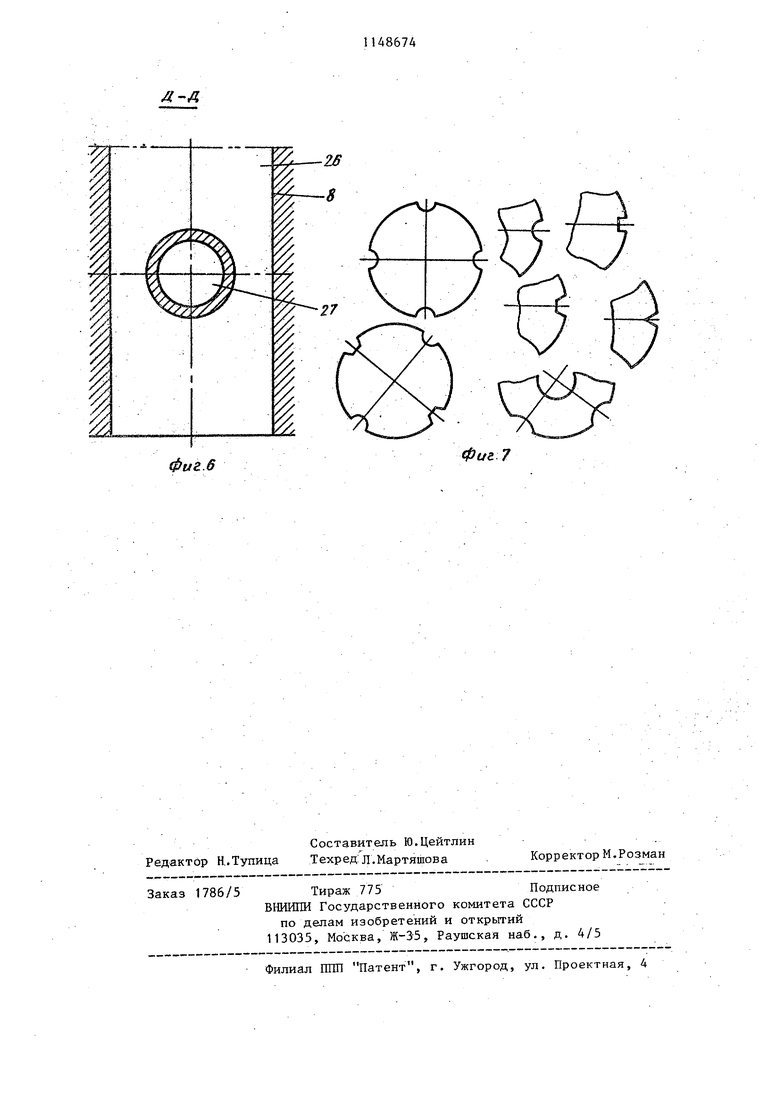
На .фиг. 1 изображен штамп, продольный разрез , на фиг. 2. - разрез на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 1J на фиг. 4 - разрез В-Б на фиг. Г, на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - разрез Д-Днафиг. 1; на фиг. 7,-детали, которые могут быть изготовлены штампом. Штамп содержит верхнюю плиту 1 с устаиовленньми на ней пуансоном . 2, подвижным охватьшающим пуансон прижимом - съемником 3 и пуансонодержателем 4,. между которыми помещен упругий элемент 5 в виде полиуретановой подушки, взаимодейст вующей с прижимом 3. Детали верхней части штампа, зафиксированы относительно деталей нижней части штампа направляюшрми колонками 6, скользящими во втулках 7. Нижняя часть штампа включает нижнюю плиту 8 с закрепленным на ней корпусом 9 в виде стакана, в котором сверху уста новлена матрица 10 для вырубки. В корпусе 9 под матрицей 10 разме щена цилиндрическая замкнутая (не разъемная) обойма 11. В центральной части обоймы выполнены пазы .12, в которые помещены профилированные ролики 13 с.кольцевыми выступами 14 и цапфами 15, введенными в опорные втулки 16, под которые выполнен гнезда. Образующая поверхности роли ков эквидистантна с боковой поверхностью обрабатываемой заготовки, а конфигурация (орма, размеры) кольцевых выступов 14 соответствует конфигурации обрабатьшаемьк ими элементов (пазов, канавок, желобов и др,) заготовки. Заготовка (деталь может иметь элементы одинаковые или различные по форме и размерам. Под обоймой размещены средства 17 фиксации и матрицы 18 и 19для зачистки с промежуточными проклад- кольцами 20 и .21, установленными с интервалом (просветом) не .более половины заготовки между средством 17.фиксации и матри цей 18 и матрицами18 и 19. Бели чина-просвета гарантирует непрерыв: кость контакта, поверхности заготовкй с поверхностями средства 17 фиксации и матриц для зачистки-и, следовательно, точность фиксации заготовки относительно инструмента. Кроме того, гарантированньй просвет ; обеспечивает лучшее продвиже дае снима:емой стружки. Матрицы 18 и 19 выполнены с цент ральной частью в виде втулки 22 и опорных: ребер 23 на периферии. Ребра 23 матриц 18 и 19 располага:ются ОДНО над другим, Между кольцом ;20 и .матрицей 18, кбльцом 21 и матрицей 19 образуются каналы 24 и 25 Средство 17 фиксации, кольца 20 и 21 и матрицы 18, 19 и 10 и обойма 11 закреплены непосредственно в корпусе 9, соосчо с ним. Такая фиксация обеспечивает высокую точность сборки рабочих деталей штампа и высококачественную и точную обработку заготовок. В нижней плите 8 предусмотрен открытьй сверху поперечный паз 26, который сообщается каналами 24 и 25 с полостью, ограниченной средством 17 фикcaцIiи и матрицей 18, и полостью, образованной между матрицами 18 и 19. В плите предусмотрено также провальное окно 27 для удаления обработанной заготовки из штампа. Вокруг окна выполнена бобышка 29. Штамп работает следующим образом. Перед опусканием верхней плиты 1 на вырубкой матрице 10 по Т1орам (не показаны) укладывается исходная полоса. При опускании ползуна пресса пуансоном 2 по матрицы 10 из зафиксированной прижимом 3 .полосы производится вырубка заготовки и проталкивание в окно матрицы на вапичину, превышающую ее тoлщIiнy на 1,5-2 Ncvs, т.е. пуансон 2 погружаефся в матрицу на ,5-2 мм. Затем выполняется вырубка следующей (второй, третьей и т.д.) заготовки. Пуансон 2 вталкивает в окно матрицы 10 очередную заготовку, при этом предыду- щие заготовки перемещаются в зону, занимаемую обоймой 11 с профилированными роликами 13. В этой же последовательности заготовки доходят до кольцевых выступов 14, Под действием силы трения профилированные ролики 13 поворачиваются относитель™ но своих осей, а кольцевые выступы 14 пластически без снятия стружки деформируют заготовку -.накатывают участок заданного профиля. После этого заготовки, по-прежнему подаваемые пуансоном 2, поочередно проходят через средство 17 фиксащл к матрице 18 для зачистки, проталки ваются через нее, а затем и через матрицу 19 и. принудительно зДаляются из штампа через провальное окно 27. . Рабочие кромки матриц 18 и 19 снимают припуск по незамкнутому .контуру в виде стружки, разделенной предварительно полученными в заготовке пазами. Снимаемая стружкапо cooTBeTCTBjToiiniM каналам 25 и 24 (стр.елки на фиг. 1) проваЛивается в паз 26, из которого периодически удаляется сжатым воздухом или другими средствами. После каждого рабочего хода ползуна съемник 3 снимает -с пуансона 2 отход, образую щийся при вьфубке заготовки. Просве (заз,ор) мелсду торЦом втулки 22 и матрицей 19 равен 0,4-0,5 мм. Это предотвращает попадание стружки в провальное окно 29. Пример. Предлагаемый штамп опробован в производственных услоВИЯ5С. Получены плоские детапи сложной конфигурации с профилем канавок показанным на фиг. 7. Материал дета лей: латунь Л68, сталь 08кп, 10,08 СП, Ст.З, дюралюминий Д16АМ, титановый сплав ВТ-8 сталь . 12X1 этот и др. Толщина заготовок 2-5,8 мм, диаметр деталей 40-110мм глубина выдавленных канавок 0,53,5 мм, ширина 2-12 мм. Шероховатость участков детали (пазы, канавки, желоба и др.), обр ботанных, роликами плacтичeckим деформированием без снятия стружки, соответствует параметрам R (ГОСТ 2 73) для латуни 0,40-0,16 мкм, для мягкой стали 0,50-0,25 мкм, для твер-30 с 46 дои стали 1j6-0,63 мкм. Участки, расположенные между обработанными роликами и обработанные зачисткой посредством проталкивания заготовок через зачистные матрицы и путем снятия приЛуска, имеют шероховатость по параметру R (ГОСТ 2789-73) для латуни 0,50-0,25 мкм, для мягкой стали 1,00-0,40 iiKM, для твердой стали 2,0-0,80 мкм. Стопка проталкиваемых заготовок не меняет своего пространственного положения, относительные смещения или поворот заготовок исключены. Штамп обеспечивает штамповку деталей с поверхностью высокого качества. Твердость поверхностных -слоев участков детали, обра-зованных пластическим деформированием (накатыванием), в 1,4-1,6 раза выше, чем твердость на участках после зачистки. Качество деталей повьшгается, величина припуска под зачистку уменьшается, количество зачистных операций сокращается, а стойкость инструмента повышается. Углубления (канавки) ri деталях получают роликами за один прием при однократном, проталкивании заготовок (за одну операцию).вместо трех операций применением известного штампа.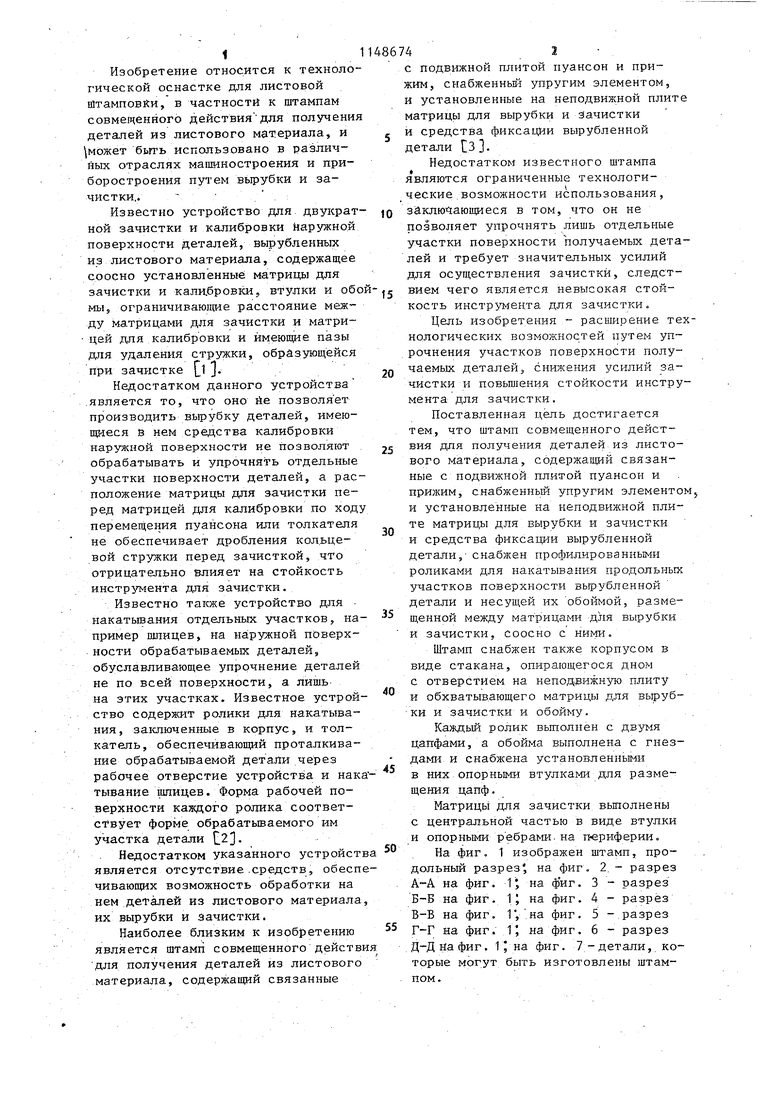
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Штамп для вырубки заготовок и сборки их со штучными деталями | 1988 |
|
SU1558536A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
К иГГАМП СОВМЕЩЕННОГО .ДЕЙСТВИЯ для получения деталей из листового материна, содержащий .связанные с подвижной плитой пуансЬн и прижим, снабженный упругим элементом, и установленные на неподвижной плите матрицы для вырубки и зачистки .и средства фиксации вы| убленной детали, отличающ JH, и. с я тем, что, с целью расширения технологических возможностей путем упрочнения участкоз поверхности получаемьпс деталей, снижения усилий зачистки и повышения стойкости инструмента для зачистки, он снабжен профилированными роликами для накатывания продольных участков поверхности вырубленной детали и несущей их обоймой, размещенной между матрицами для вырубки и- зачистки, соосно с ними. 2.Штамп по п. 1, отличающийся тем, что он снабжен корпусом в виде стакана, опирающегося дном с отверстием на неподвижную плиту и обхватывающего матрицы для вырубки и зачистки,и обойму. (Л 3.Штамп по П.1, отличающийся тем, что каждый ропик вьшолнен с двумя цапфами, а обойма вьшолнена с гнездами и снабжена установленными в них опорными втулками для размещения цапф. 4.Штамп по п. 1, о т л и ч а4 ющийся тем, что матрицы для 00 &) зачистки вьтолнены с центральной частью в виде втулки и опорными -si ребрами на периферии. .
Фаг.2
фие.
%z.J
фиг.З
Фиг.6
Фиг
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Матрица для зачистки и калибровки | 1982 |
|
SU1074628A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для накатывания шлицевых профилей | 1977 |
|
SU634824A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
