1234163
Изобретение относится к обработке
металлов шлифованием и может быть применено в конструкциях шлифовальных станков.
Цель изобретения - повьшение качества обработки путем поворота щли- фовального круга на определенный угол вокруг оси, отстоящей от торца круга на величину его калибрующей части, что обеспечивает работу всей ширины круга в процессе обработки.
На фиг. 1 показана схема шлифоваЫ. - arcsi i
d Ь-С
СЗ.)
10
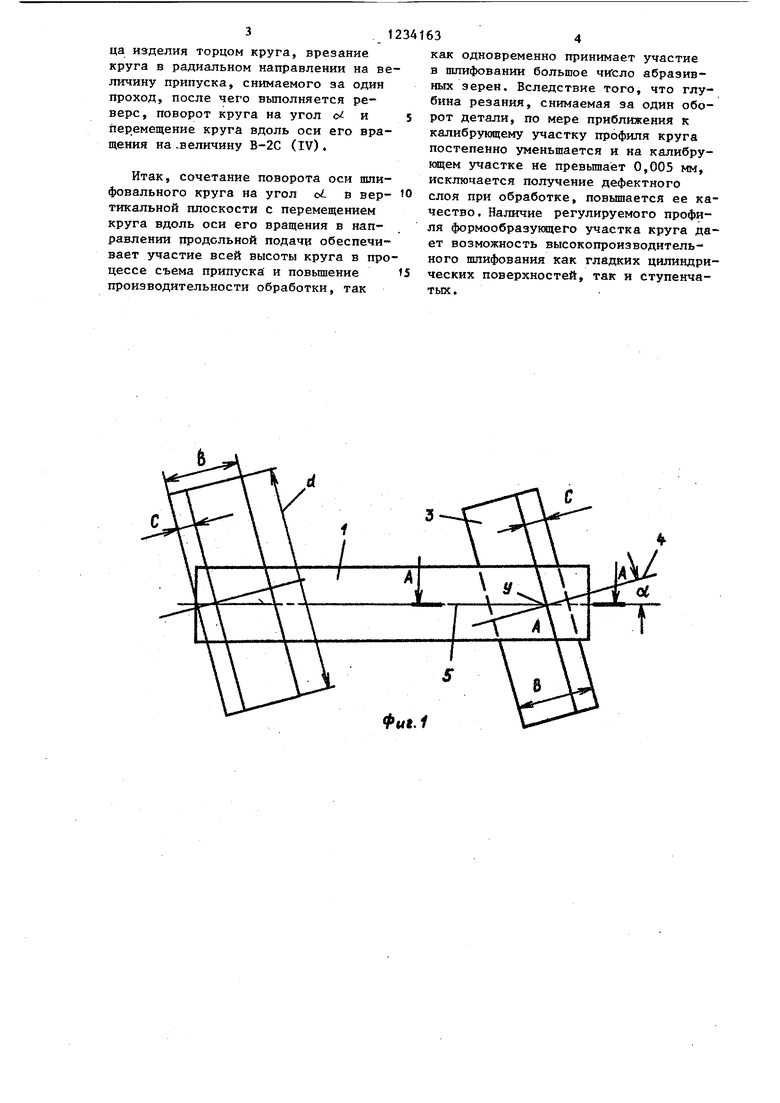
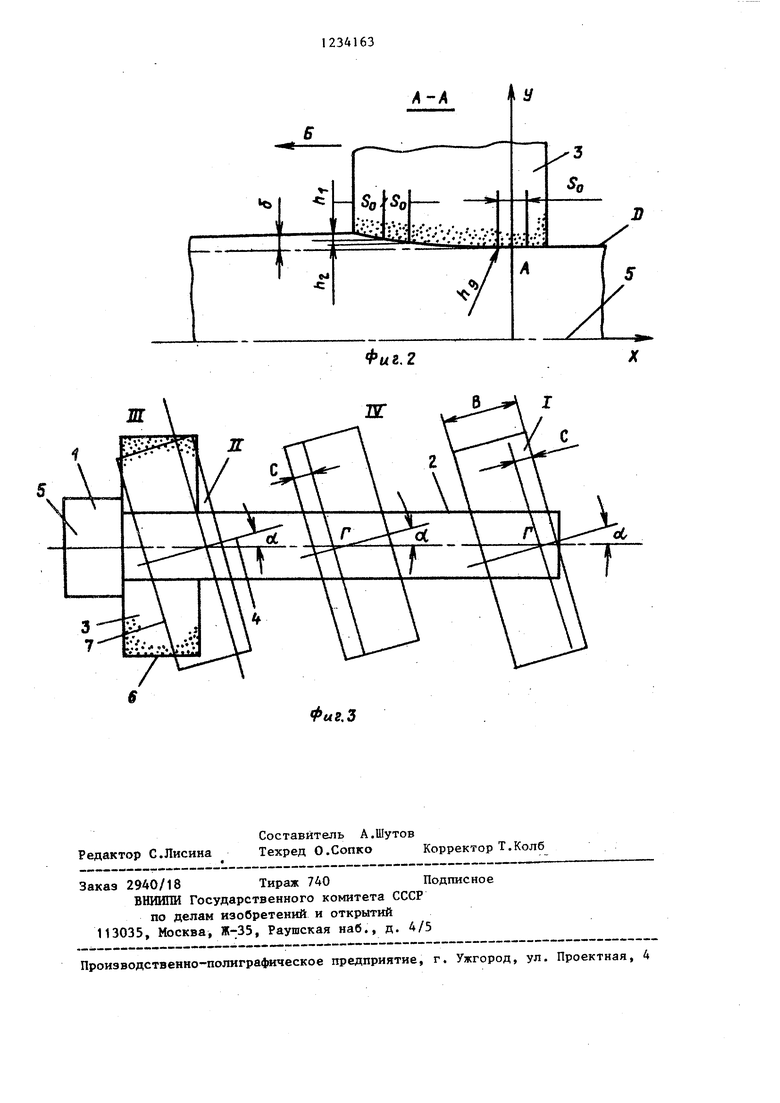
Анализ последнего уравнения (3) пока- 5 зьгоает, что с увеличением припуска (5 угол наклона ci при постоянных d круга и его высоте В увеличивается. При чистовых проходах, когда припуск, снимаемый за один проход S. уменьшается, еЛ также должен уменьшиться с целью использования всей высоты круга при шлифовании. К преимущест- ния гладкой цилиндрической поверхнос- вам указанного способа также относит- ти, вид в плане; на фиг. 2 - разрез ся уменьшение глубины Ц. резания А-А на фиг. 1; на фиг. 3 - схема шлифования ступенчатых деталей.
Согласно изображенным схемам осуществляют шлифование цилиндрической детали 1 с прямолинейной образующей 2 цилиндрическим ншифовальным кругом 3, вращающимся вокруг оси 4. Ось 5 является осью вращения детали 1. Кро- 0,137 мм; h, 0,037 мм; h 0,03мм, не того, на фигурах приняты следу- h, 0,007 мм; h 0,0004 мм. Пои ющие обозначения: прямолинейная обра- зукнцая 6 круга 3; торец 7 круга.
В начальном положении шлифовального крзгга и детали, круг 3 поворачивают вокруг горизонтальной оси Y, расположенной нормально к оси 5 враг щения детали 1, на угол d. и переме- щают шлифовальный круг. 3 вдоль оси 4 его вращения в направлении Б продольной передачи, оставляя за осью Y часть С высоты В круга, равную
или несколько больше половины продоль-35 га и изделия параллельны, и затем ной подачи SP на оборот изделия. В осуществляют зачистной проход с целью этом случае сечение шлифовального получения шероховатости поверхности круга диаметром d плоскостью,про- 8-10 классов, 7 класс шероховатости ходящей через ось обрабатьшаемого получают за первьй проход при В вала, дает на периферии круга эллипс, 40. ЮО мм; С 10 мм: S 10 мм/об, уравнение которого имеет вид
на один оборот детали по мере приб- . лижения к калибрующему участку круга, которьй находится в зоне точки Г (h, h,j... h,j ), Так, например, при с 5°45 ; В 100 мм; С 10 мм,- So 10 мм/об общий припуск, снимаемый за один проход, равен ,
оС 1.1 35 , общий припуск 6 7 0,548 мм; h, 0,12 мм; h 0,06 мм; h. 0,028 мм; hg 0,0016 мм. Это исключает появление дефектного поверхностного слоя в детали, даже если . весь припуск снимается за один проход. В этом случае, в конце прохода когда точка круга Г достигает края образующей 2, ось 4 круга поворачивают в вертикальной плоскости, возвращая в положение, где и оси кру/ ВтУ
1 1
Y
А
it
(1)
Величину вьшуклости фррмообразукщего участка круга находят из выражения
В тех случаях, например при пере- шлифовке валков, когда суммарный припуск доходит до 2-5 гш, в конце прохода круг смещается вдоль оси враще- 5 ния на величину В-С, а угол наклона е устанавливается в зависимости от снимаемого припуска в течение данного прохода (I). При чистовых проходах oL уменьшается (II), а при 50 выхаживании 0..
При шлифовании ступенчатых валов (фиг. 3) цилиндрический круг заправлен по периферии 6 и торцу 7 в поло- Угол поворота круга oL выбирается жении, когда оси изделия и круга па- из условия, чтобы вьшуклость формооб- 55 раллельны (оС 0). При подходе, к разующего участка W равнялась рас- торцу угол ь поворота оси круга четному припуску 6, сию аемому за постепенно уменьшается до нуля (III). один проход тогдаЗатем осуществляется шлифование торЬ в.с-а
-d рГ
- - - 7
(e-c)NinV М
, а-с X 1
V и -;
(а)
Ы. - arcsi i
d Ь-С
СЗ.)
Анализ последнего уравнения (3) пока- зьгоает, что с увеличением припуска (5 угол наклона ci при постоянных d круга и его высоте В увеличивается. При чистовых проходах, когда припуск, снимаемый за один проход S. уменьшается, еЛ также должен уменьшиться с целью использования всей высоты круга при шлифовании. К преимущест- вам указанного способа также относит- ся уменьшение глубины Ц. резания
0,137 мм; h, 0,037 мм; h 0,03мм, h, 0,007 мм; h 0,0004 мм. Пои
на один оборот детали по мере приб- . лижения к калибрующему участку круга, которьй находится в зоне точки Г (h, h,j... h,j ), Так, например, при с 5°45 ; В 100 мм; С 10 мм,- So 10 мм/об общий припуск, снимаемый за один проход, равен ,
0,137 мм; h, 0,037 мм; h 0,03мм, h, 0,007 мм; h 0,0004 мм. Пои
га и изделия параллельны, и затем осуществляют зачистной проход с целью получения шероховатости поверхности 8-10 классов, 7 класс шероховатости получают за первьй проход при В ЮО мм; С 10 мм: S 10 мм/об,
оС 1.1 35 , общий припуск 6 7 0,548 мм; h, 0,12 мм; h 0,06 мм; h. 0,028 мм; hg 0,0016 мм. Это исключает появление дефектного поверхностного слоя в детали, даже если . весь припуск снимается за один проход. В этом случае, в конце прохода когда точка круга Г достигает края образующей 2, ось 4 круга поворачивают в вертикальной плоскости, возвращая в положение, где и оси круца изделия торцом круга, врезание круга в радиальном направлении на величину припуска, снимаемого за один проход, после чего вьшолняется реверс, поворот круга на угол с и йеремещение круга вдоль оси его вращения на .величину В-2С (IV).
Итак, сочетание поворота оси шлифовального круга на угол о в вертикальной плоскости с перемещением круга вдоль оси его вращения в направлении продольной подачи обеспечивает участие всей высоты круга в процессе съема припуска и повышение производительности обработки, так
как одновременно принимает участие в шлифовании большое чи сло абразивных зерен. Вследствие того, что глубина резания, снимаемая за один оборот детали, по мере приближения к калибрукядему участку профиля круга постепенно уменьшается и на калибрующем участке не превьш1аёт 0,005 мм, исключается получение дефектного слоя при обработке, повышается ее качество. Наличие регулируемого профиля формообразующего участка круга дает возможность высокопроизводительного шлифования как гладких цилиндрических поверхностей, так и ступенчатых .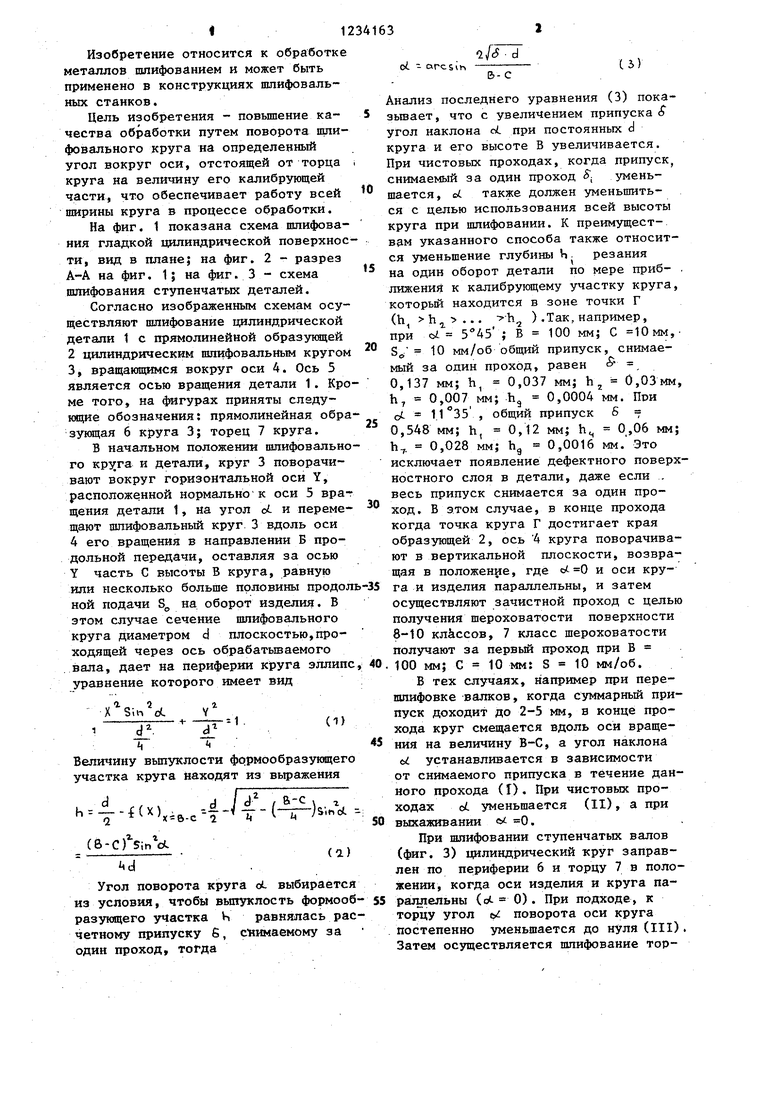
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182068C2 |
| Абразивно-алмазный инструмент | 1980 |
|
SU910401A1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ ОДНОВРЕМЕННОЙ ДВУСТОРОННЕЙ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1995 |
|
RU2111105C1 |
| СПОСОБ АЛМАЗНОГО ДОВОДОЧНОГО ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2001 |
|
RU2196036C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ НА ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКАХ | 2006 |
|
RU2319598C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182071C2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2309035C2 |
«f.f
д-л
у
Фив.2
Ж
Фиг,3
Составитель А.Шутов Редактор С.Лисина Техред О.Сопко Корректор Т.Колб
Заказ 2940/18 Тираж 740 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
