Изобретение относится к машиностроению и может быть использован о в качестве рольгангов устройств для упрочняющей обработки длинномерных тел вращения, в частности глубинно- насосных штанг.
При упрочняющей обработке длинномерных тел вращения штастическим деформированием необходима равномерная подача детгши к обрабатьтающим ее инструментам с одновременным вращением этой детали вокруг своей оси.
Цель изобретения - повьшение качества при упрочнении за счет фиксации обрабатьшаемой детали относитель- 5 ционньич материалом 11, который предо
но упрочняющего инструмента с одновременной продольной подачей ее, к блку обработки и вращением вокруг своей оси.
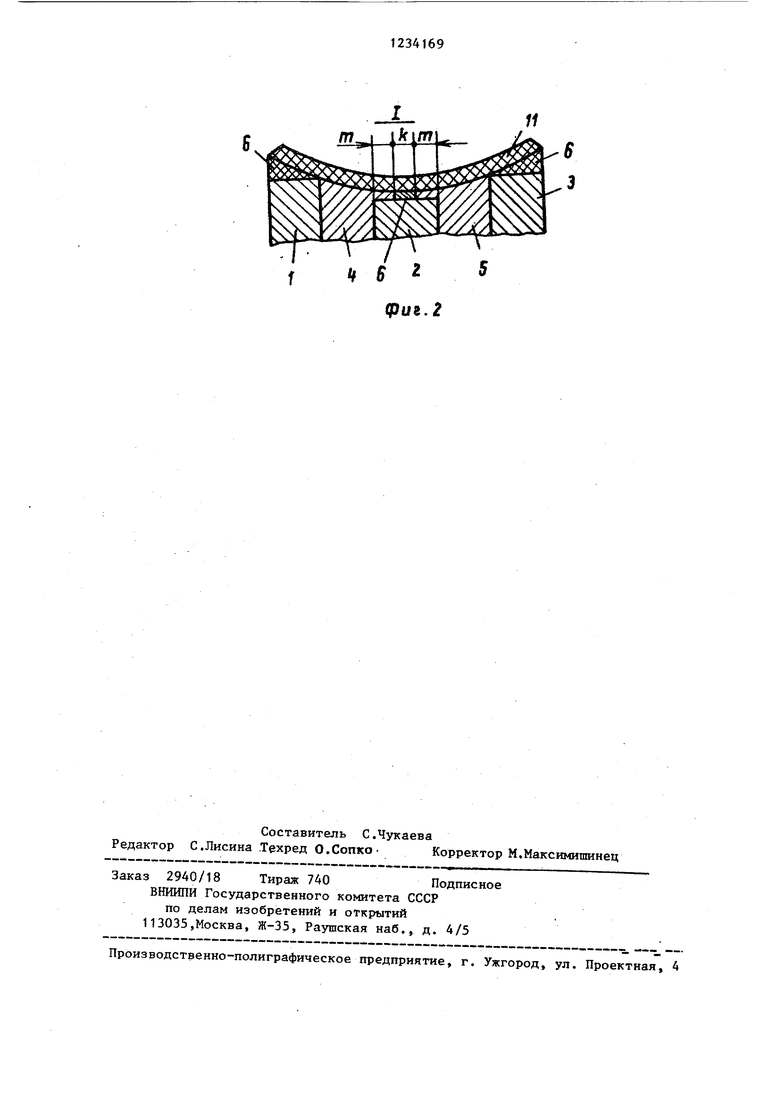
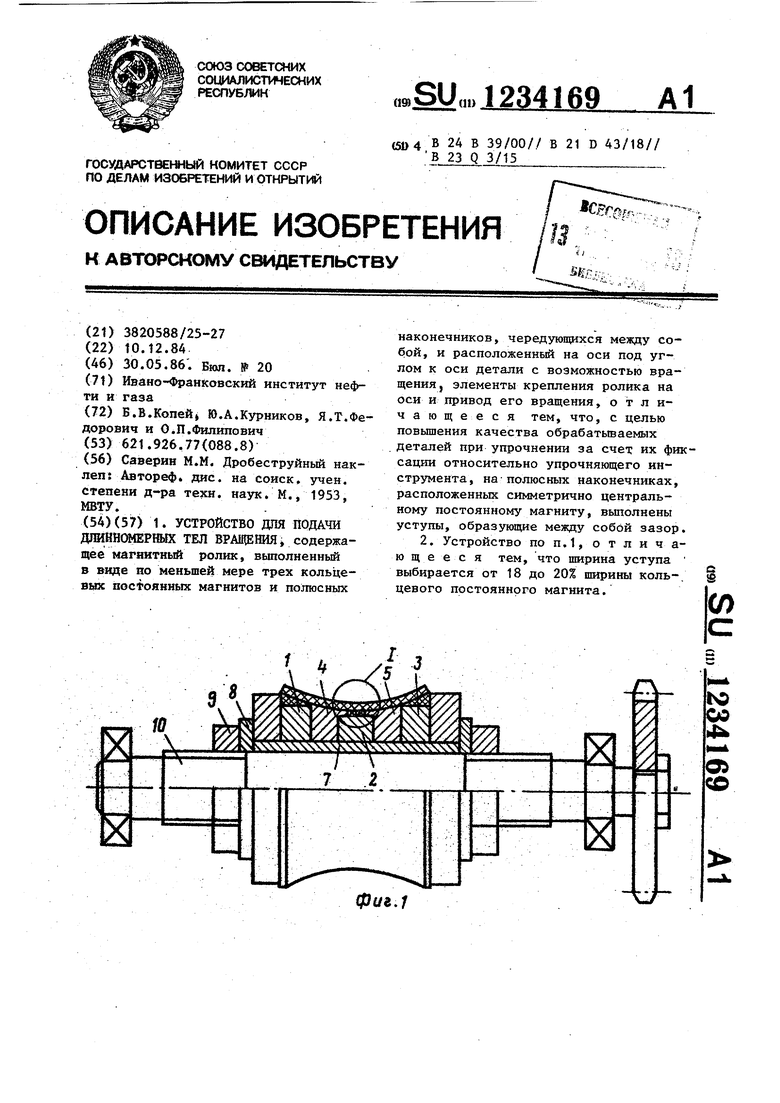
На фиг. 1 схематически представле предлагаемый магнитный ролик; на фиг. 2 - узел I на фиг, 1.
Магнитный ролик состоит из одного или нескольких (в зависимости от желаемой величины магнитного поля)
кольцевых постоянных магнитов 1-3 (в этом случае три кольцевых постоянных магнита), причем два крайних кольцевых магнита 1 и 3 (кольцевой постоянньй магнит 2 является дент- ) одинакового диаметра, поскольку ролик симметричен относительно вертикальной оси. Магниты 1 - 3 чередуются с полюсными наконечниками 4 и 5, выполненными из ферромагнитного материала. Тело магнитного лика имеет форму вогнутого цилиндра (глобоида). Для обеспечения максимальной концентрации магнитного поля во впадение наружной поверхности ро- . лика без увеличения его материалоемкости и тем самым создания необходимой силы притягивания транспортируемой детали к ролику при минимальных габаритах последнего полюсные наконечники 4 и 5 снабжены уступами п), которые образуют, зазор, К. При этом величина уступов на полюсных наконечниках, между которыми оставлен зазор К, оставляет 18-20% от шири.ны кольцевого постоянного магнита, что способствует возрастанию напряженности магнитного поля в 2,5
3,0 раза. Пространство между полюсными наконечниками 4 и 5 заполнено полимерным материалом 6 для придания ролику формы вогнутого цилиндра (глобоида) . Магниты t - 3 и полюсные наконечники 4 и 5 установлены на диамагнитную втулку 7 и монтируются при помощи металлических прокладок 8 и гаек 9 на ось ролика 10. Диамагнитная втулка 7 предотвращает проникновение индуктивных сил магнитного поля в тело оси 10 и способствует его конце н- трацйи на поверхности ролика. Поверхность магнитного ролика покрыта фрик
храннет ролик от износа и способствует повышению коэффициента трения,что исключает возможность проскаЛьзьюа- ния обрабатываемой детали по поверхности ролика.
Магнитный ролик работает следующим образом.
Обрабатьгоаемую деталь (глубинно- насосную штангу) устанавливают на рольганги. Вращение магнитному ролику передается посредством , например цепной передачи от привода. Вращаясь магнитный ролик проталкивает обраба- тьюаемую деталь к блоку обработки, т.е. сообщает ей (детали) продольное перемещение. Для придания детали вращательного Движения магнитный ролик устанавливают под углом к направлению поступательного движения обрабатываемой детали, т.е. под углом к ее оси, Значение угла установки ролика зависит от желаемой скорости вращения обрабатьшаемой детали: чем ниже желаемая скорость вращения; тем меньше значение угла и наоборот. Движущаяся поступательно обрабатываемая деталь наталкивается на выступы вогнутой поверхности ролика, в результате чего она скатывается во впадину, вращаясь вокруг своей оси. Индуктивные силы сконцентрированного магнитного поля магнитного ролика препятствуют проскальзьгеанию обрабатываемой детали по поверхности, что способствует равномерной подаче ее к блоку обработки и надежной фиксации относительно упрочняющего инструмента.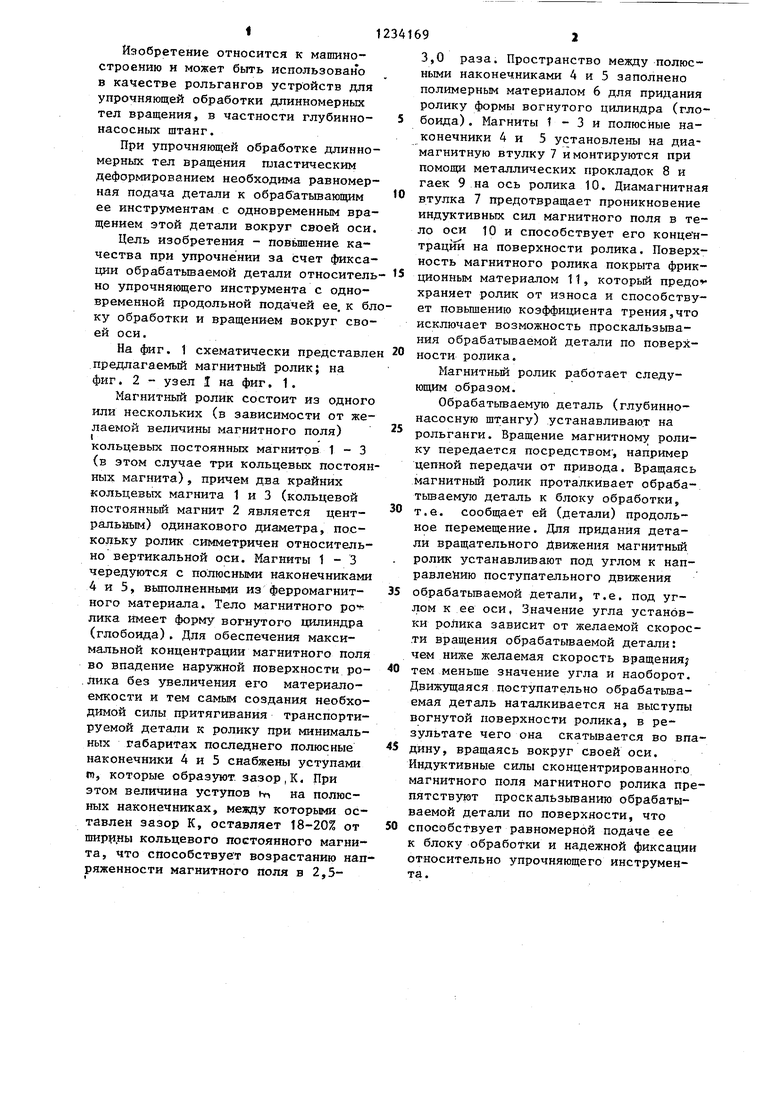
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитный ролик | 1990 |
|
SU1801889A1 |
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
| Устройство для нанесения ферромагнитных покрытий | 1978 |
|
SU716768A2 |
| Способ магнитно-абразивной обработки режущих кромок инструментов | 1988 |
|
SU1614906A1 |
| Устройство для магнитной обработки водно-солевых растворов | 1987 |
|
SU1555296A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Устройство для объемной полировки | 1978 |
|
SU1240554A2 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| Магнитожидкостное уплотнение | 1984 |
|
SU1201602A1 |
| Устройство для электрохимического прошивания отверстий | 1976 |
|
SU745635A1 |
Составитель С.Чукаева Редактор С.Лисина .Техред О.Сопко- Корректор М.Максимишинец
Заказ 2940/18 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035,Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Саверин М.М | |||
| Дробеструйный наклеп: Автореф | |||
| дне | |||
| на соиск, учен | |||
| степени д-ра техн | |||
| наук | |||
| М., 1953, МВТУ.(54)(57) 1 | |||
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДПИННШЕРНЫХ ТЕЛ ВРАЩЕНИЯ; содержащее магнитный ролик, вьтолненный в виде по меньшей мере трех кольцевых постоянных магнитов и полюсных наконечников, чередующихся между собой, и расположеннБй на оси под углом к оси детали с возможностью вращения, элементы крепления ролика на оси и привод его вращения, отличающееся тем, что, с целью повышения качества обрабатьгоаемых | |||
| деталей при упрочнении за счет их фиксации относительно упрочняющего инструмента, на полюсных наконечниках, расположенных симметрично центральному постоянному магниту, вьтолнены уступы, образующие между собой зазор | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
