Изобретение относится к машиностроению и может быть использовано при финишной обработке деталей типа тел вращения.
Цель изобретения - повышение производительности и качества магнитно- абразивной обработки за счет обеспечения перемешивания ферроабразивного пороижа и его осцилляции вдоль обра- зующей детали путем экранирования полюсных наконечников осциллятором с расположенными под углом к его оси взаимно пересекающимися парамагнитными элементами.
Расположение парамагнитных элементов осциллятора вызывает такую же ориентацию силовых линий магнитного поля, поскольку остальная часть поверхности полюсных наконечников экра- нируется диамагнитными элементами. При вращении кольца диа- и парамагнитные элементы смещают силовые линии магнитного поля, вызывая осцилляцию ферроабразивного порошка вдоль обра- зующей детали. В результате зерна порошка перемещаются относительно поверхности детали от одного края рабочей зоны до другого и обратно, причем направление перемещения перпенди- кулярно направлению вращения детали. Осцилляция зерен вдоль образующей детали способствует увеличению производительности обработки.
Кроме того, в точках пересечения
парамагнитных элементов происходит интенсивное перемешивание зерен порошка. Самозатачивание и смена режущих граней зерен, происходящие при перемешивании, повышают стойкость по- 40 рошка, и также дополнительно к осцилляции вдоль образующей детали интенсифицируют процесс резания.
Траектории перемещения зерен вдоль образующей детали в совокупности с дс, одновременным вращением детали образуют на ее поверхности неповторяющиеся следы воздействия режущих граней зерен, что улучшает качество обработки поверхности, исключая образование Q кольцевых рисок.
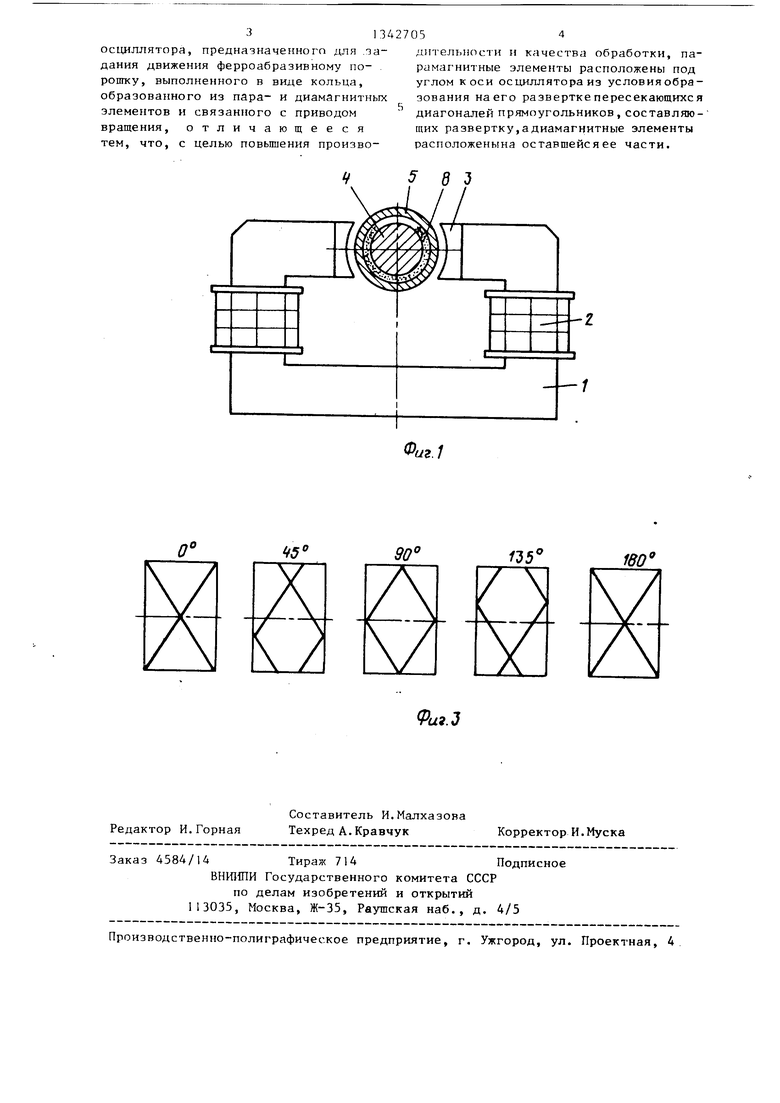
На фиг.1 представлено предлагаемое устройство; на фиг.2 - развертка осциллятора; на фиг.З - положение силовых линий магнитного поля при враще- gg НИИ осциллятора (в начальном положении и при последовательном повороте на углы 45, 90, 135 и 180° соответственно ).
5
0 Ь о
5
0
с, Q
g
Устройство для магнитно-абразивной обработки содержит С-образный магнитопровод 1 с закрепленными на нем электромагнитами 2, полюсные наконечники 3, а зазор между которыми и обрабатываемой деталью 4 установлен с возможностью вращения (привод вращения не показан) осциллятор 5, выполненный из набора диамагнитных 6 и парамагнитных 7 элементов, Рабочий зазор между обрабатьшаемой деталью 4 и Осциллятором 5 заполнен ферроабра- зивным порошком 8.
Парамагнитные элементы 7 расположены под углом к оси осциллятора 5 так, что на его развертке образуют пересекающиеся диагонали прямоугольников, на которые условно разбита развертка (фиг. 2). Количество прямоугольников, на которые разбивается развертка кольца, и соотношение площадей диа- и парамагнитных элементов I
в наборе определяются конкретными условиями обработки н зависят от материала детали, твердости ее поверхности, исходной шероховатости, а также характеристик создаваемого магнитного поля. Деталь и осциллятор связаны с приводами вращения.
Устройство работает следующим образом.
При включении питания электромагнитов создается магнитный поток, пронизывающий С-образный магнитопровод 1 , полюсные наконечники 3, парамагнитные элементы 7 осциллятора 5 и участки поверхности детали 4 и рабочего зазора, перекрываемые парамагнитными элементами. Обрабатываемой детали 4 и осциллятору 5 сообщают от приводов независимые вращения с заданными угловыми скоростями. Происходит обработка детали.
Процессы осцилляции и перемешивания зерен ферроабразивного порошка поясняются фиг. 3, на которой показано положение силовых линий магнитного поля в проекции на участок детали 4, находящийся между полюсными наконечниками, при последовательном повороте Осциллятора.
Формула изобретения
Устройство для магнитно-абразивной обработки деталей типа тел вращения, установленных между полюсными наконечниками магнитной системы внутри
осциллятора, предназначенного для .задания движения ферроабразивному порошку, выполненного в виде кольца, образованного из пара- и диамагнитных элементов и связанного с приводом вращения, отличающееся тем, что, с целью повьшения производительности и качества обработки, парамагнитные элементы расположены под углом коси осциллятора из условияобра- зования на его развертке пересекающихся диагоналей прямоугольников, составляющих развертку,а диамагнитные элементы расположенына оставшейсяее части.
5- 5 J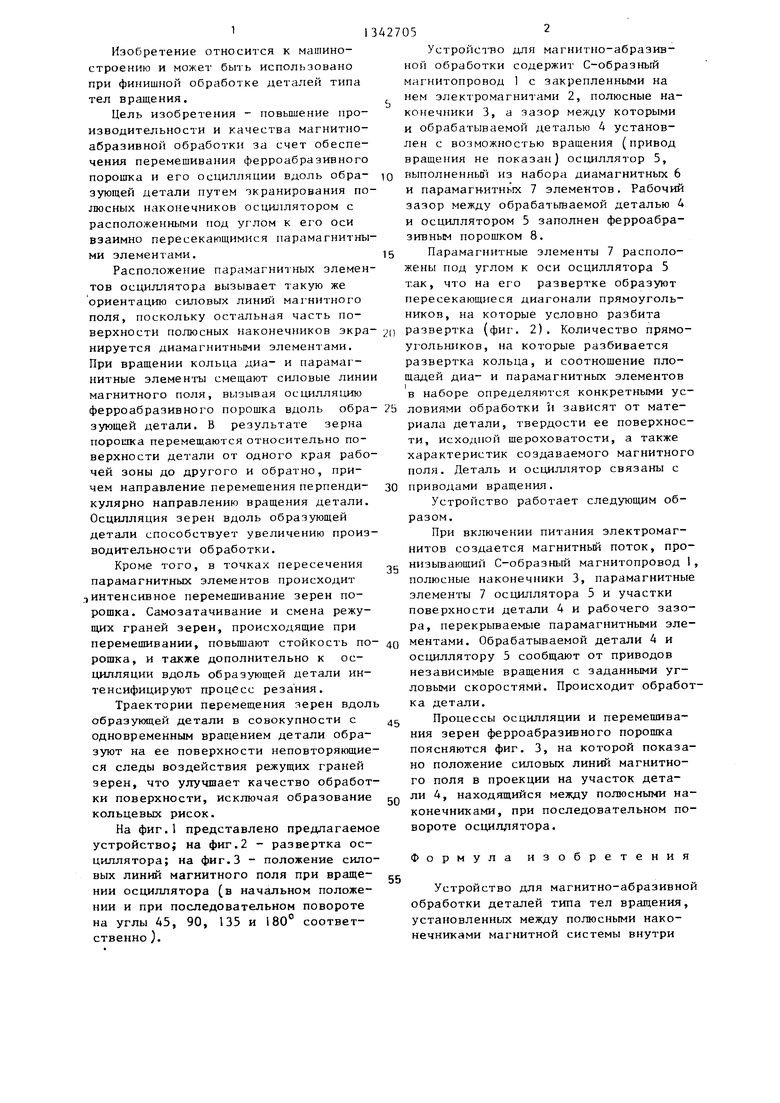
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Головка для обработки поверхностей вращения с криволинейной образующей ферроабразивным порошком | 1982 |
|
SU1041272A1 |
| Устройство для магнито-абразивной обработки | 1978 |
|
SU764954A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| Устройство для объемной полировки деталей | 1987 |
|
SU1558648A1 |
| Устройство для магнитно-абразивной обработки | 1990 |
|
SU1815185A1 |
Изобретение относится к области машиностроения и может быть использовано при финишной обработке деталей типа тел вращения. Целью изобретения является повьш1ение производительности и качества магнитно-абразивной обработки за счет обеспечения перемешивания ферроабразивного порошка и его осцилляции вдоль образующей детали путем зкранирования полюсных наконеч- .НИКОВ осциллятором с расположенными под углом к его оси взаимно пересекающимися парамагнитными злементами. В устройстве между деталью и полюсными наконечниками магнитной системы установлен осциллятор, связанный с приводом вращения. Осциллятор выполнен в виде кольца, в котором под углом к оси расположены парамагнитные элементы 7 так, что на развертке осциллятора они образуют пересекающиеся диагонали прямоугольников, на которые условно разбита развертка, а остальную ее часть занимают диамагнитные злементы 6. Количество прямоугольников, на которые разбивается развертка кольца, и соотношение площадей диа- и парамагнитных злементов определяются условиями обработки, зависят от материала детали и характеристик создаваемого магнитного поля. 3 ил. (Л tsS о сд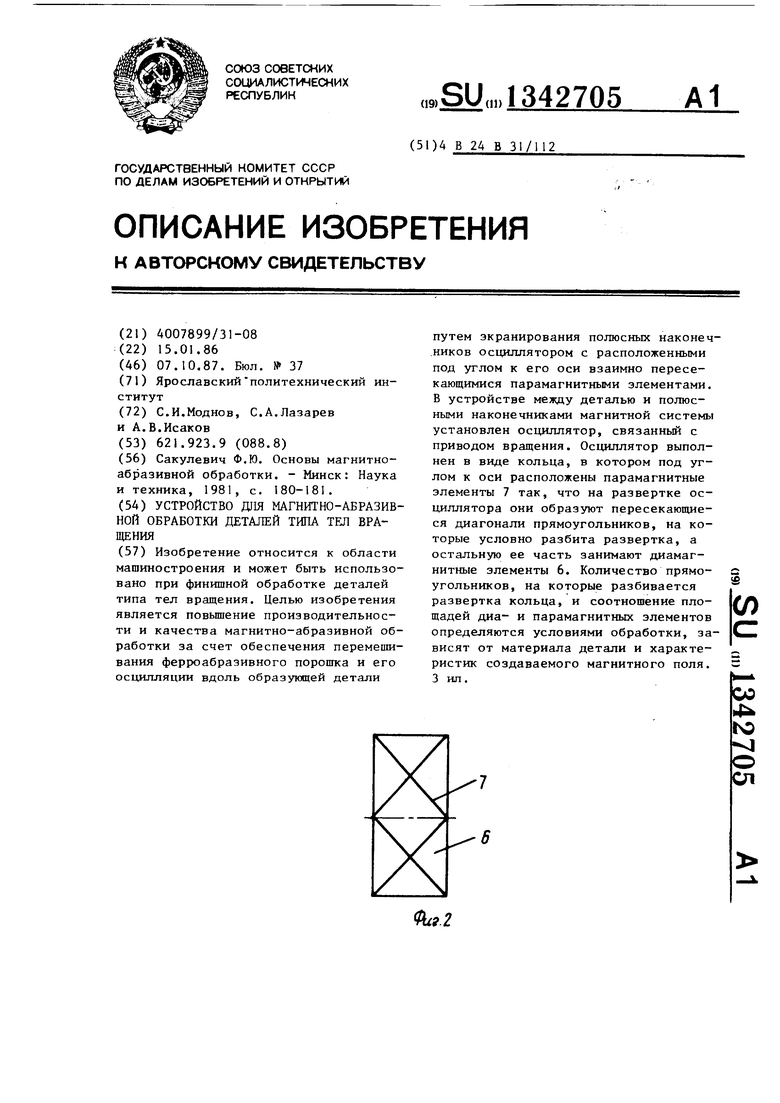
Редактор И.Горная
Составитель И.Малхазова Техред А.Кравчук
Заказ 4584/14 Тираж 714Подписное
ВНИППИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
U9.3
Корректор И.Пуска
| Сакулевич Ф.Ю | |||
| Основы магнитно- абразивной обработки | |||
| - Минск: Наука и техника, I981, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
