11
Изобретение относится к изготовлению абразивного инструмента на связке, осаждаемой гальваническим методом.
Цель изобретения - повышение ка- честна инструмента путем обеспечения его работы в режиме самозатачивания.
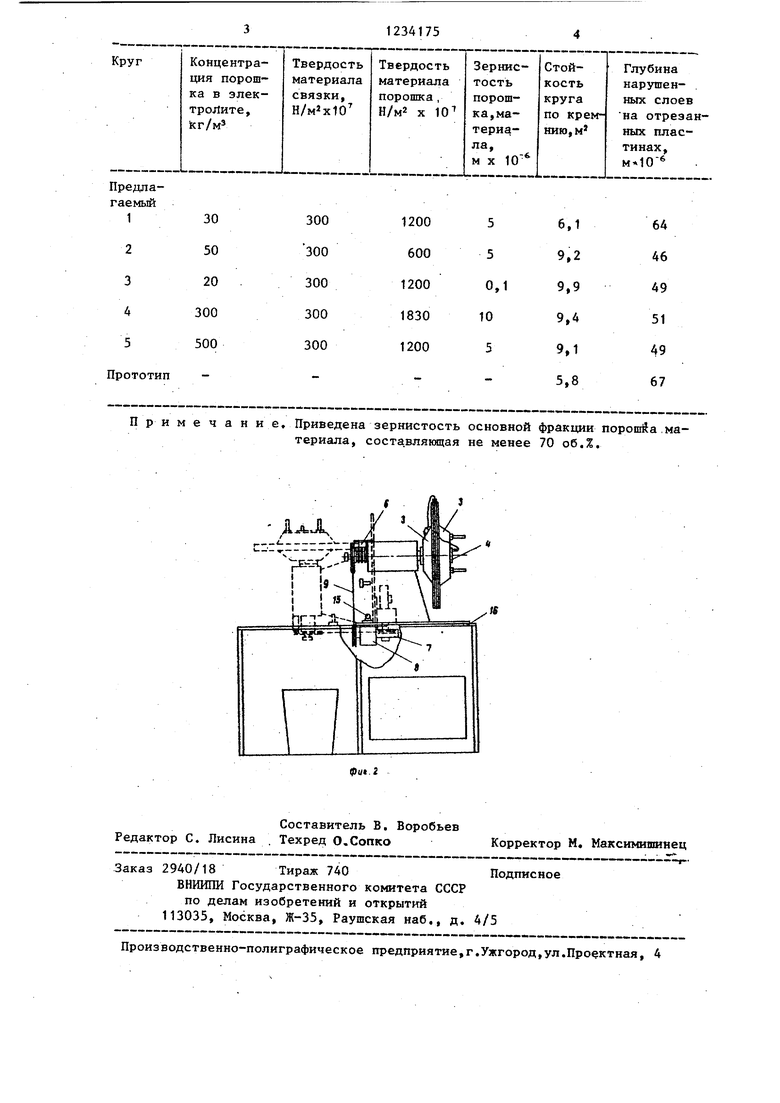
На фиг, 1 изображена емкость с блоком из нескольких заращиваемых заготовок - корпусов дисков отрез- ных абразивньк кругов; на фиг. 2 - установка с вращающейся емкостью, общий вид.
Установка для осуществления спосо ба изготовления абразивного инстру- мента содержит заготовки 1 (диски), сжатые между изоляторами 2 крышками 3 и зафиксированные винтами 4. Электрическое напряжение к дискам 1 и аноду 5 при работе установки под- водится через ко.нтактные кольца и электрические щетки 6. От д вигателя 7 через редуктор 8 и клиноременную передачу 9 вращение передается полому валу 10, на котором укреплена сборка пакета изоляторов 2 и дисков 1. Слив электролита предусмотрен через трубку 11 в полом валу 10 при открытии пробки 12 путем поворота гайки 13, Для обеспечения удобства в работе как при монтаже дисков с изоляторами, так и при проведении электрохимических операций с открытой камерой 14 предусмотрена возможность вертикального расположения оси вала 10, для чего установка снабжена осью 15 поворота относительно станины 16. , Перед началом работы ось враще- ,ния камеры 14 путем поворота установки вокруг оси 15 переводят в вер- тикальное положение. Производят закрепление пакета изоляторов 2 и дисков 1 и, стянув их крьшнсами 3, проводят подготовительные операции: обезжиривание, травление, активиро- ванне, для чего в камеру при вертикальном положении ее оси заливается соответствукиций электролит, вставляется анод и проводится требуемая обработка. После проведения операции активирования в емкость засьшают абразивные размером (2,8-6,3)«10 м зерна, засыпают порошок твердостью в 2-6 раз превышакнцей твердость гальванически осаженной связки и зернис-
75а
тостью (О,1-10), в количестве (50-300) кг/м , заливают электролит матового никелирования.
Затем емкость герметически закрывают, устанавливают ток (из расчета 1,0-2,0 А/дм покрываемой поверхности) , поворотом установки ось вращения камеры приводят в горизонтальное положение и емкость .приводят в медленное вращение, обеспечивающее равномерное перемешивание абразива.
после 60-120 с перемешивания содержимого емкости при скорости вращения 0,2-0,3 об/с емкость плавно разгоняют до скорости более 2 об/с. При этой скорости осуществляют закрепление алмазных зерен метгшла высотой . Затем скорость вращения камеры снижают до 0,2-0,8 об/с и происходит заращивание закрепленных зерен металлом высотой 510 м. Для получения заданной толщины режущей, кромки этапы закрепления и за- ращивания повторяют требуемое количество раз.
Приме р. Изготавливают круги алмазные отрезные с .внутренней режущей кромкой. Наружный диаметр круга 0,422 м, внутренний диаметр 0,152 м. Формируют режущую кромку толщиной (0,30+0,02)10-3 м. Используют алмазный порошок зернистостью , а в качестве наполнителя связки .используют порошок лейкосапфи ра, германия, антимонида индия зернистостью (0,1-10,0).
Режимы изготовления кругов, а .также результаты их эксплуатации, проводимой при резке на пластины слитков кремния диаметром 7,610 м приведены в таблице. Предлагаемый способ изготовления алмазных отрезных кругов характеризуется тем, что позволяет получить круги, стойкость которых в 1,6-1,8 раза выше стойкости кругов, изготовленных согласно способу-прототипу, снижается глубина нарушенньлс слоев при использовании кругов, изготовленных согласно предлагаемому способу, примерно на 25-30%, позволяет уменьшить число правок режущего слоя круга не меньше, чем в 2 раза.
м е ч а н и е. Приведена зернистость основной фракции nopomfta териала, соста.вляющая не менее 70 об.%.
ма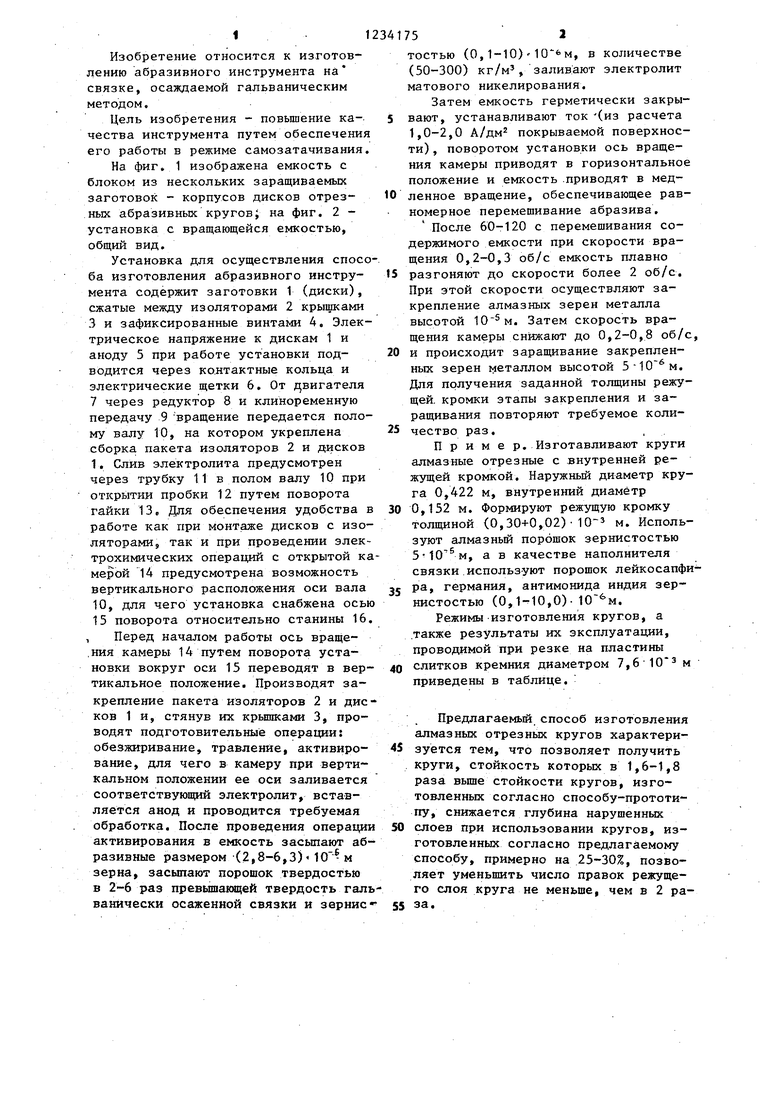
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1984 |
|
SU1283071A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1004086A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1390009A1 |
| Способ изготовления отрезных кругов | 1990 |
|
SU1803315A1 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
| Способ изготовления отрезных кругов | 1987 |
|
SU1442384A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ ВОЗДУШНО-АБРАЗИВНОЙ СТРУЕЙ | 2008 |
|
RU2357851C1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| Алмазный инструмент | 1988 |
|
SU1703427A1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |

-Составитель В. Воробьев
Редактор С. Лисина Техред О Сппкпv
. - „Корректор М. Максимишинец
Заказ 29АО/18 Тираж 740п - пнгштш г Аж /чиПодписное
ВНИИПИ Государственного комитата СССР
по делам изобретений и открытий °35. Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое пре ;;;;;;;;;;;;:;;™;;;: ;;;-;-;-;
| Способ изготовления абразивного инструмента | 1981 |
|
SU1004086A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
