Изобретение относится к инструментальному производству и может быть использовано при изготовлении абразивного инструмента, преимущественно, стоматологических боров.
Известны способы изготовления абразивного инструмента, при которых абразивный порошок в гальванической ванне периодически перемешивают путем взмучивания, который оседает на поверхности горизонтально расположенного корпуса инструмента-катода, затем его закрепляют слоем электролитического никеля [1]
Общими признаками аналога и изобретения являются: перемешивание абразивных зерен; предварительное прикрепление абразивных зерен; электроосаждение на гальванической связке; окончательное заращивание материалом связки никелем.
Однако изготовление медицинских стоматологических боров описанным способом не обеспечивает условий дезинфекции, предстерилизационной очистки и стерилизации, предъявляемых к ним (ГОСТ 22090-89 пункт 3.6). Кроме того, описанный способ имеет ряд недостатков, которыми являются недостаточно высокая плотность укладки алмазных зерен и неполная ориентация зерен в абразивной массе, прилегающей к инструменту, что снижает износостойкость режущей части инструмента и ухудшает его качество.
Кроме того, описанный способ изготовления абразивного инструмента не позволяет получить режущий слой необходимой длины, например для боров зубоврачебных 5-7 мм.
Известен способ изготовления абразивных инструментов [2] включающий нанесение ферромагнитного слоя на алмазные зерна, перемешивание в магнитном поле, предварительное прикрепление алмазных зерен, электроосаждение на гальванической связке и окончательное их заращивание на корпусе инструмента с применением магнитного поля.
Описанный способ изготовления абразивного инструмента, а именно медицинских боров, не обеспечивает условий, предъявляемых к ним ГОСТ 22090-89, п. 3.6. из-за присутствия ферромагнитных примесей. Кроме того, хотя в данном способе и обеспечивается ориентация зерен в связке и сохраняется их первоначальное распределение по всему объему связки, однако плотность укладки абразивных зерен недостаточно высока, что снижает качество инструмента.
Наиболее близким по техническому результату и выбранный в качестве прототипа является способ изготовления абразивного инструмента [3] при котором корпус инструмента катод помещают в пористую корзину, заполненную абразивным материалом, затем помещают корзину в гальваническую ванну и проводят осаждение на корпус инструмента из электролита алмазных зерен, совмещенное с их предварительным закреплением, и окончательное заращивание.
Задачей изобретения является обеспечение качества режущего инструмента.
Это достигалось тем, что в способе изготовления абразивного инструмента, включающем электроосаждение на гальванической связке абразивных зерен на корпус инструмента, совмещенное с их предварительным закреплением, и окончательное заращивание материалом связки, согласно изобретению перед предварительным закреплением абразивных зерен их уплотняют с помощью ультразвуковых колебаний частотой 18-3000 кГц, одновременно поляризуя и ориентируя путем наложения на ультразвуковые колебания импульсного униполярного тока частотой 20-80 Гц, длительностью импульсов 800-500 мкс в течение 10 сек, после чего снимают ультразвуковые колебания, предварительное заключение и электроосаждение ведут импульсным униполярным током в течение 60 мин, а окончательное заращивание путем наложения на импульсный униполярный ток ультразвуковых колебаний частотой 18-3000 кГц.
Техническим результатом, полученным при осуществлении изобретения, является повышение плотности слоя покрытия инструмента.
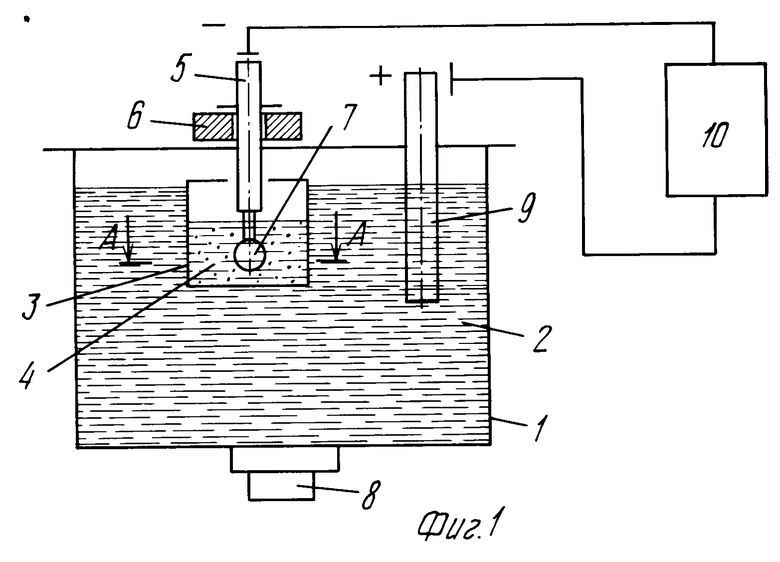
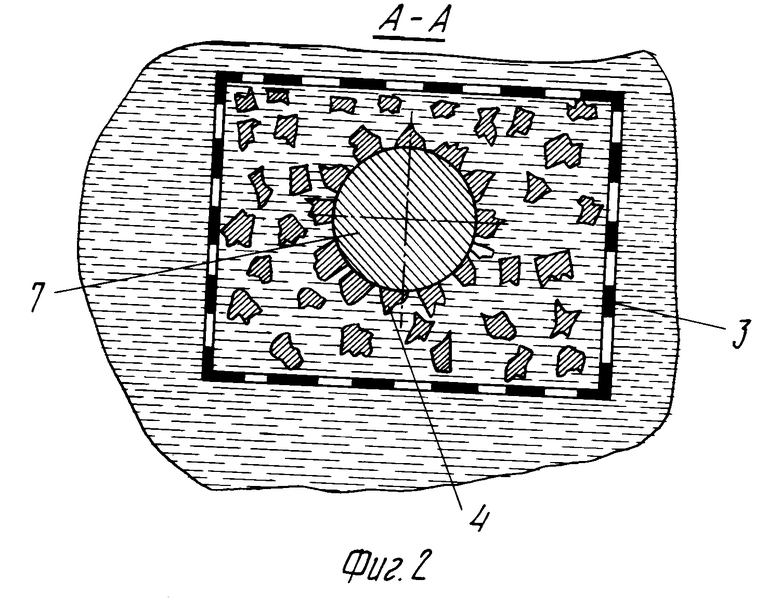
На фиг.1 дана схема установки для осуществления заявляемого способа; на фиг.2 схема ориентирования, уплотнения и закрепления зерен на корпусе инструмента.
Установка для осуществления способа (фиг. 1) содержит гальваническую ванну 1, заполненную электролитом 2 следующего состава с массовой концентрацией компонентов, г/л: Сернокислый никель 300 Двухлористый никель 30 Борная кислота 30 1,4 Бутиндиол (100%) 0,12-0,2 Сахарин 1,5-2,0 Горячая вода (60-70оС) Остальное.
В ванну помещена пористая корзина 3, заполненная абразивными зернами 4, например алмазными зернами с размером зерна 80-63 мкм. В корзине 3 установлен закрепленный в приспособлении 6 корпус инструмента 5, при этом его режущая рабочая поверхность погружена в абразив, являющийся катодом.
В нижней части ванны установлен ультразвуковой вибратор 8, например пьезокварцевый, питаемый ультразвуковым генератором типа УТП-3 с рабочей частотой 2950 кГц. В гальванической ванне параллельно поверхности корпуса инструмента помещен анод 9, электрически связанный с источником 10 импульсного униполярного тока с частотой 20-80 Гц.
Предлагаемый способ осуществляется следующим образом. В гальваническую ванну 1 заливают электролит 2, затем помещают пористую корзину 3, которую заполняют алмазными зернами 4 размером 80-63 мкм. Затем в корзину помещают корпус инструмента 5 так, что его режущая рабочая поверхность погружена в абразив, одновременно при этом включив источник 8 ультразвуковых колебаний и источник 10 импульсного униполярного тока. Через 10 с отключают источник 8 ультразвуковых колебаний и продолжают закрепление алмазных зерен в течение 60 мин при помощи источника импульсного тока. Затем подключают источник ультразвуковых колебаний и окончательное заращивание ведут одновременно двумя источниками 8 и 10.
П р и м е р. В гальваническую ванну 1 (фиг.1) устанавливают анод 9 из электролитического никеля, затем помещают пористую корзину 3, заполненную алмазными зернами. В ванну заливают электролит 2 следующего состава с массовой концентрацией компонентов, г/л: Сернокислый никель 300 Двухлористый никель 30 Борная кислота 30 1,4 Бутиндиол (100%) 0,12-0,2 Сахарин 1,5-2,0 Горячая вода (60-70оС) Остальное.
Устанавливают в корзину 3, заполненную алмазным порошком 4, зубоврачебный бор (ГОСТ 22090-89) на глубину 5-7 мм, одновременно при этом включив источник 10 импульсного униполярного тока и источник 8 ультразвуковых колебаний. Ультразвуковые колебания частотой 18-3000 кГц воздействуют на электролит 2 и уплотняют алмазные зерна 4 вокруг режущей поверхности 7 зубоврачебного бора 5, при этом алмазные зерна под воздействием униполярного импульсного тока поляризуются и ориентируются согласно законам электростатики заостренными кромками наружу. Через 10 с источник ультразвуковых колебаний выключают и закрепление алмазных зерен на режущей поверхности зубоврачебного бора продолжают при помощи источника импульсного униполярного тока в течение 60 мин. Через 60 мин пористую корзину 3 с алмазными зернами 4 удаляют из гальванической ванны 1, не выключая источник униполярного импульсного тока, и включают источник ультразвуковых колебаний 8. Процесс ведут до необходимого заращивания алмазных зерен.
Интервал частот 20-80 Гц определяется тем, что в этом интервале частот формируется совершенная аксиальная текстура, что приводит к повышению предела плотности и коррозионной стойкости покрытия за счет следующих факторов:
вследствие перераспределения в импульсе тока при повышении амплитуды парциальных скоростей разряда ионов никеля и водорода в пользу металла;
с сокращением паузы тока уменьшается степень выравнивания концентрации ионов гидроксония и сокращается продолжительность их разряда по реакции внутреннего электролиза;
при меньших значениях паузы тока снижается степень пассивирования поверхности катода посторонними примесями электролита.
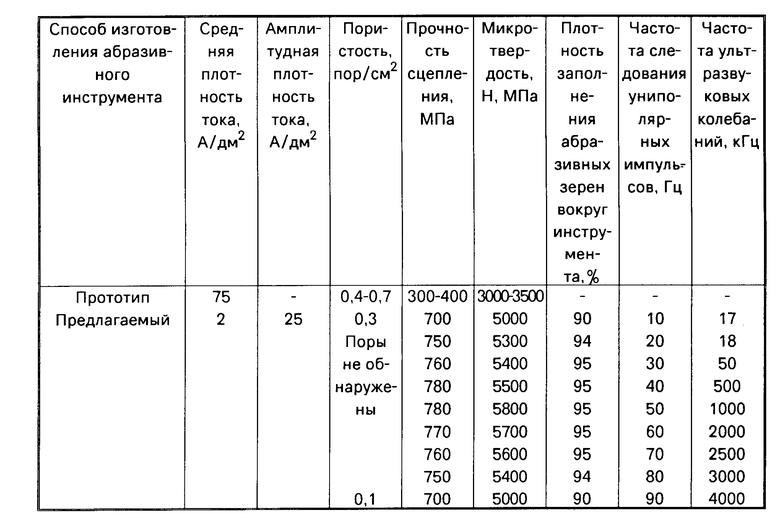
Положительное действие перечисленных факторов выражается в увеличении от частоты и амплитуды парциальной плотности тока обмена реакции разряда ионов никеля, его выхода по току и снижении количества молекулярного водорода, выделяющегося в процессе электролиза. При частотах выше 80 Гц текстура менее совершенная, предел прочности уменьшается из-за роста кристаллов в материале. При частотах меньше 20 Гц покрытия сильно наводораживаются и значительно увеличиваются внутренние напряжения, что приводит к несовершенной аксиальной текстуре (см.таблицу).
В указанных пределах диапазона частот 18-3000 кГц интенсивность ультразвуковых колебаний, необходимая для возникновения кавитации, не меняется. За пределами указанного диапазона частот ультразвуковых колебаний ухудшаются условия возникновения акустической кавитации (см.таблицу), что значительно затрудняет вывод водорода из электролитической ванны и тем самым снижается качество покрытия инструмента, на котором образуется водородная пористость.
Таким образом, по сравнению с прототипом одновременное использование униполярного импульсного тока и ультразвуковых колебаний позволяет повысить скорость осаждения металла на абразив за счет уменьшения защелачивания прикатодного слоя, улучшить адгезию металла, уменьшить внутренние напряжения, повысить плотность укладки абразива и улучшить качество инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| Способ изготовления алмазного трубчатого инструмента | 1981 |
|
SU1006199A1 |
| Способ изготовления алмазного инструмента | 1985 |
|
SU1283067A1 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2016749C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА АБРАЗИВНЫЕ МАТЕРИАЛЫ | 1969 |
|
SU254289A1 |
| Способ изготовления абразивного инструмента гальваническим методом | 1988 |
|
SU1590366A1 |
| Способ изготовления алмазного инструмента | 1981 |
|
SU1054037A1 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ АБРАЗИВНОГО И РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2032524C1 |
Изобретение относится к инструментальному производству и может быть использовано при изготовлении абразивного инструмента, преимущественно стоматологических боров. Сущность изобретения заключается в том, что предварительно уплотняют абразивные зерна вокруг инструмента с помощью ультразвуковых колебаний частотой 18-3000 кГц, затем закрепляют алмазные зерна и электроосаждают импульсным униполярным током частотой 20 80 Гц и длительностью импульсов 800 500 мкс в течение 60 мин, а окончательное заращивание ведут путем наложения на импульсный униполярный ток ультразвуковых колебаний 18 3000 кГц. 1 табл, 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА, при котором на корпус инструмента осуществляют последовательное предварительное и окончательное заращивание абразивных зерен гальванической связкой, отличающийся тем, что перед предварительным заращиванием абразивных зерен производят их уплотнение посредством наложения ультразвуковых колебаний частотой 18-3000 кГц, при этом абразивные зерна одновременно в течение 10 с поляризуют и ориентируют импульсным униполярным током частотой 20-80 Гц длительностью импульсов 500-800 мкс, после чего снимают ультразвуковые колебания и импульсным униполярным током в течение 60 мин ведут предварительное закрепление абразивных зерен, а окончательное закрепление их производят при наложении на импульсный униполярный ток ультразвуковых колебаний частотой 18-3000 кГц.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| АЛМАЗНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 0 |
|
SU351689A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
